Изобретение относится к прокатному производству, вMacTHOCTH к устройствам регулирования, предназначенным для повышения точности геометрических размеров полос.
Известно устройство для регулирования раствора прокатнвй клети, содержащее нажимные винты с приводом, предназначенным для установки исходного раствора валков перед прокаткой полосы, и контур ре.гулирования раствора валков в процессе прокатки полосы с воздействием на гидроцилиндры распора клети, расположенные между подушками опорных валков, включающий измеритель давления в гидроцилиндрах, задатчик давления, измеритель толщины полосы, задатчик толщины, элемент сравнения и электрогидравлический преобразователь.
Использование цилиндров гидрораспора в качестве исполнительного органа . при регулировании раствора валков, а следовательно, и толщины полосы обеспечивает устройству высокое быстродействие, поскольку скорость изменения раствора валков гидроциг-. линдрами на порядок выше скорости изменения раствора валков нажимными винтами f l3Однако указанное устройство имеет ограниченный диапазон изменения распора, а это ограничивает диапазон регулирования раствора валков.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для автоматического регулирования раствора валков, содержащее контуры регулирования с воздействием на гидроцилиндры, расположенные между поцушками опорных валков, и нажимные винты. Контуры регулирования включгают измеритель давления в гидродилиндрах, задатчик давления, элемент сравнения, электрогидравлический преобразователь , привод нажимных винтов с блоком управления, измеритель усилия прокатки и задатчик усилия прокатки. Колебания усилия прокатки согответств-уют колебаниям толщины полосы, регулирование которой осуществляют не только изменением усилия распора, как в предыдущем устройстве, но и перемещением нажимных винтов, что расширяет диапазон регулирования .
Однако диапазон регулирования известного устройства также недос.таточен для полного устранения продольной разнотолщинности полос всего сортамента непрерывного полосово- го стана, особенно при прокатке тонких полос. Так, если перед прокаткой полосы в гидроцилиндрах устройст ва установлено начальное давление
Q (например 15 МПа) и при прокатке какого-либо участка полосы появилось утолщение ЛН, для устранения которого давление снижено на дй (7 МПа), т.е. с Q до Q (с 15 до 8 МПа) и -мажимные винты в соответствии со, схемой работы устройства перемещены вниз на величину, пропорциональную изменению давления в гидроцилиндрах, т.е. налЗ-, (0,07 мм), а при
прокатке другого участка полосы появилось утолщение uhy, для устране- . ния которого необходимо снизить давление на л(12 (12 МПа) и переместить нажимные винты вниз на ASg (0,12 мм)
ТО, если л0.. полного устранения утолщения лЬ2 не произойдет, так как давление в гидроцилиндрах уменьшится с Q до О, т.е. на Q. Q-, (8 МПа) что меньше требуемого Qg.(2 МПа), и нажимные винты переместятся вниз
на /aSo (Of08 мм), что меньше требуемого $2 (0,12 мм). Таким образом, в рассматриваемом случае диапазон регулирования недостаточен для полного устранения разнотолщинности no-i
лосы, что снижает точность прокаты.ваемых полос.
Цель изобретения - повышение точности прокатки путем расширения диапазона регулирования устройства.
Поставленная цель достигается тем, что в устройстве для автоматического регулирования раствора валков прокатной клети, содержащем контуры регулирования с воздействием на
гидроцилиндры, расположенные между подушками опорных валков, и нажим-..; ные винты, включающие измеритель Давления в гидроцилиндрах, задатчик давления, измеритель толщины полосы, задатчик толщины, первый элемент, сравнения, электрогидравлический преобразователь, привод нажимных винтов с блоком управления, при этом первый и второй входы первого элемента сравнения соединены соответственно с
измерителем толщины полосы и задатчиком толщины,его выход - с первым входом электрбгидравлического преобразователя, выход задатчика давления соединен с вторым входом электрогидравлического преобразователя, выход которого соединен с гидроцилиндрами и входом измерителя давления, выход первого элемента сравнения соединен с первым входом блока управления приводом нажимным винтов и устройство дополнительно co-j
держит второй элемент сравнения, ключ и инвертор, причем выходы задатчика давления и измерителя давления в гидроцилйндрах соединены соответственно с первым и вторым входами второго элемента сравнения,, вы.ход которого соединен с информационным входом ключа, управляющий вход которого соединен с выходом первого
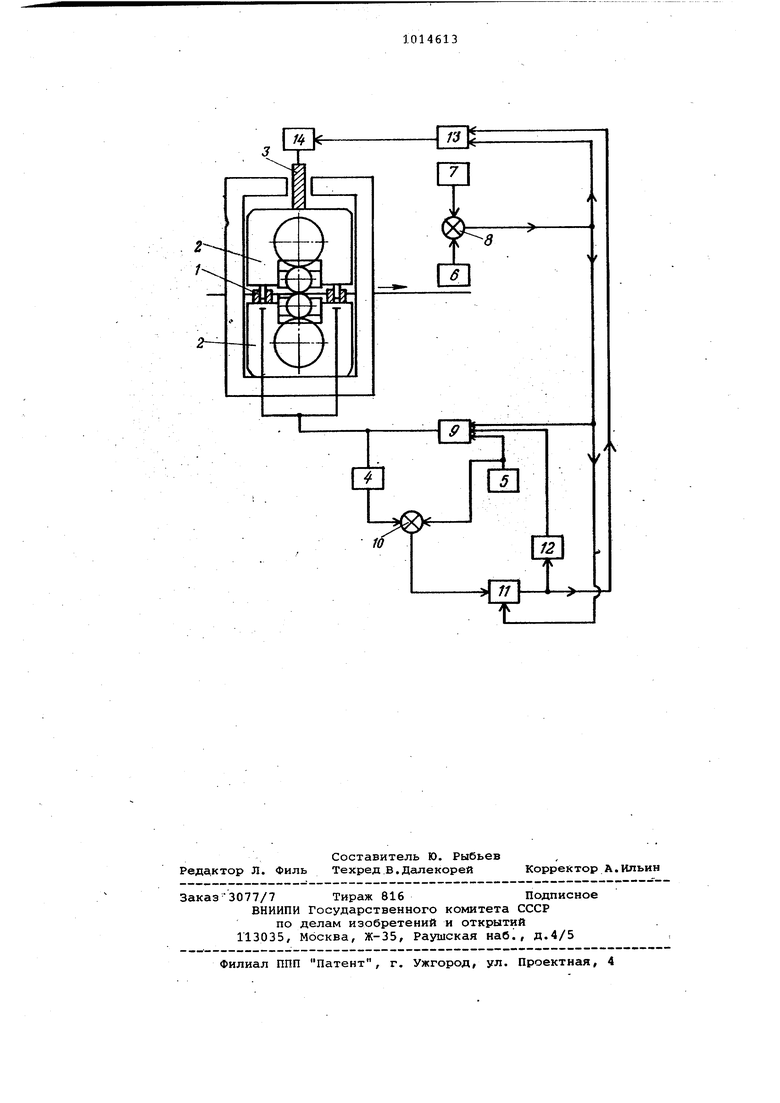
элемента сравнения, а выход - с вторым входом блока управления приводом нажимных винтов и входом инвертора, выход которого соединен с тре тьим входом, электрогидравлического преобразователя. На чертеже представлено устройст во, вариант исполнения. Устройство содержит контуры регу лирования с воздействием на гидроци линдры 1, расположенные между подушками 2 опорных валков, и нажимные винты 3, Контуры регулирования включают измеритель 4 давления в гидроцилиндрах, задатчик 5 давления, измеритель 6 толщины полосы, задатчик 7 толщины, первый элемент 8 сравнения, электрогидравлический преобразователь 9, второй элемент 10 сравнения, ключ 11, инвертор 12 блок 13 управления приводом нажимных винтов, привод 14 нажимных винтов. При этом первый вход первого элемента 8 сравнения соединен с выходом измерителя б толщины. Его второй вход соединен с задатчиком 7 толщины, а выход - с первым входом блока 13 управления приводом нажимных винтов, первым входом электроги равлического преобразователя 9 и уп равляющим .входом ключа 11.- Выход задатчика 5 давления соединен с вто рым входом электрогидравлического преобразователя 9 и первым входом./ второго элемента 10 сравнения. Выход электрогйдравлического преобразова.теля 9 соединен с гидроцилиндрами 1 и входом измерителя 4 давления , выход которого соединен с вторьм входом второго элемента 10 сравнения. Выход второго элемента 10 сравнения соединен с информационным входом ключа 11, выход которого соединен с вторам входом блока 13 управления приводом нажимных винтов и входом инвертора 12. Выход инвертора 12 сЬединен с третьим входом электрогидравлического преобразователя 9, Ключ 11 закрыт в том случае, если сигнал на его управляющем, входе не равен ну.пю, т.е дЬ О, где 4h - отклонение фактической толщины полосы от заданной, и открйт, если лЬ О, Электрогидравлический преобразователь 9 при поступлении сигнала на его третий вход имеет фиксированное значение скорости изменения давления, при котором скорость изменения раствора валков от изменения давления в гидроцилиндрах 1 равна скорости изменения раствора валков от перемещени нажимных винтов 3. Устройство. работает следующим образом. Перед началом прокатки посредством нажимных винтов 3 с приводом 14 и гидроцилиндров 1 с электрогидравлическим преобразователем 9 уста навливают начальный раствор валков Заданное, значение начального давления Q в электрогидравлический преобразователь 9 поступает на его второй вход от задатчика 5 давления. . Сигнал задания давления (3ц с задатчика 5 поступает также на первый вход второго элемента 10 сравнения, на второй вход которого поступает ; сигнал фактического давления с измерителя 4 давления в гидроцилинд-, pax 1. Электрогидравлический преобразователь 9 по задании) от задатчика 5 изменяет давление,и при достижении в гидроцилиндрах 1 заданного давления, т.е. при 0 0. изменение давления электрогидравлическим преобразователем 9 прекращается, при этом сигнал на выходе элемента сравнения равен В процессе прокатки полосы при отклонении фактической то.лщины hi полосы от заданной h, например при Ьф hj, с выхода первого элемента 8 сравнения сигнал, равных их разности Ьф-И,, поступает на первый .елод блока 13 управления приводом нажимных винтов, первый вход электрогйдравлического преобразователя 9 и управляющий вход ключа 11. По сигналу-+лН ключ 11 закрывается, так как сигнал +ЛЬ / О, блок 13 управления перемещает нажимные винты 3 вниз, т.е. в сторону уменьшения раствора валков,и одновременно электрогидравлический преобразователь 9 снижает давление в гидроцилиндрах 1 чем также уменьшает раствор валков. Скорость уменьшения-раствора валков при этом равна сумме скорос-гтей уменьшения раствора валков от перемещения нажимных винтов 3 вниз и уменьшения давления в гидроцилиндрах 1. С уменьшением раствора валков увеличивается обжатие полосы, вследствие чего отклонение ч-лЬ уменьшается. Процесс уменьшения раствора валков продолжается до момента, когда Л11 станет равным нулю. Ь э1от момент давление в гидроцилиндрах 1меньше заданного начального давле.-(.. :4Q, сигнал ния на величину о котором поступает на информационный вход ключа 11, Так как при дН О К.ПЮЧ 11 открывается, т.,е. сигнал -aQ с выхода ключа 11 поступает на вход инвертора 12 и второй вход блока 13 управления приводом нажимных винтов. С выхода инвертора 12 сигнал противоположной полярност т.е. +Д(1/ поступает на третий вход электрогйдравлического преобразователя Под действием сигнала -ДО по команде блока 13 управления привод 14 перемещает нажимные винты в прежнем направлении, т.е. вниз, в сторону уменьшения раствора валков и с той же скоростью. По сигналу ьд(1 электрогидравлический преобразователь 9 увеличивает давление в гидроцилиндре 1, Так как скорость изменения раствора валков под действием изменения давления в гидро .цилиндрах 1 электрогидравлическим преобразователем 9 при поступлении сигнала на его третий вход равна скорости изменения раствора валков от перемещения нажимных винтов, то при увеличении давления по сигналу +ЙЛ скорость увеличения раствора . валков равна скорости уменьшения раствора валков от перемещения нажимных винтов в прежнем направлении то есть вниз по сигналу -AQ, поступ вшему на второй вход блока 13 управ ления- приводом нажимных винтов чере 11 со второго элемента 10 срав нения. В результате при одновременном действии сигналов +а(1 на третий вхо электрогидравлического преобразователя 9 и -4Q на второй вход блока 1 управления нажимными винтами раство валков не изменяется и значение дН остается равным нулю. Этот процесс продолжается до тех пор, пока давление в гидроцилиндрах 1 восстанови ся до начального значения вц. В момент, когда лЙфстанет равным начальному бц, сигнал ли на выходе вт рого элемента 10 сравнения CTaHOBHT ся равным нулю, а следователь но, и на. выходе ключа 11 сигнал также становится равным нулю. Электрбгидравлическйй преобразователь 9 прекращает увеличение давления в гидроцйлиндра 1, и блок 13 управления прекращает перемещение нажимных винтов 3 вниз. Отклонение фактической толщины полосы от заданной устранено/ дав-; ление в гидроцйлиндрах восстановлен до начального значения. Устройство готово к устранению разнотолщинност на другом участке полосы при восста новленном начальном давлении, в гидроцилиндрах 1. Таким образом, устройство устраняет возникшую раанотолщинность пол сы изм1енениём Ешствора1валков путем одновре менного изменения давления в гидроцилЬндрах 1 и перемещения нажимных винтов 3. Момент окончания |0тработки рассогласования толщины является моментом начала .восстановления давления в гидроцилиыдрах 1 путем изменения давления электрогидравлическим преобразователем 9 от Значения, которое достигнуто при /ih О, до начального значения при продолжении перемещения нажимных винтов в прежнем направлении до момента достижения давлением его начального значения. Скорость изменения раствора валков при устранении разнотолщинности равна сумме скоростей изменения раствора валков от изменения давления в гидроцилиндрах 1 и перемещения нажимных винтов 3. Скорость восстановления давления в гидроцилиндрах 1 соответствует скорости перемещения нажимных винтов 3. Дополнительны элементы ( второй элфлент 10 сравнения, ключ 11, инвертор 12 ) и новые связи - выходов задатчика 5 давления в гидроцилиндрах и измерителя 4 давления соответственно с первым и вторым входами второго элемента 10 сравнения, выхода элемента 10 сравнения с информационным входом ключа 11, управля-ющего входа ключа 11 с.выходом пер- вого элемента 8 сравнения, выхода .ключа 11 с BTopBiM входом блока 13 управления приводом нажимных винтов и входом инвертора 12, выхода инвертора 12 с третьим входом электрогидравлическрго,преобразователя 9 и вьосода элемента 8 сравнения с первым входом блока 13 управления нажимными винтами - обеспечивают расширение диапазона регулирования, что дает возможность повысить точность прокатываемых полос всего сортамента стана и получить значительный экономический эффект. Например, при прокатке цветных металлов на стане 1000 .применение предлагаемого устройства позволит существенно уменьшить разиотолщинность прокатываемых полос. Это даст возможность увеличить выпуск полосот вого металла повышенной точности на. , что соответствует экономичес-. кому эффекту при объеме производства 200 тыс. т в год, прокатке полос повышенной точности 15% от объема производства и приплатах за повышенную точность 42 руб/т 315000 руб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического регулирования раствора валков прокатной клети | 1983 |
|
SU1102650A2 |
| Устройство регулирования межвалкового зазора прокатной клети | 1983 |
|
SU1082507A1 |
| Устройство для гидроизгиба рабочих валков непрерывного прокатного стана | 1986 |
|
SU1359037A1 |
| Устройство для регулирования межвалкового зазора прокатной клети | 1990 |
|
SU1704873A1 |
| Устройство стабилизации межвалкового зазора на непрерывном прокатном стане | 1983 |
|
SU1107917A1 |
| Устройство для регулирования раствора и профиля валков листопрокатного стана | 1981 |
|
SU1014615A1 |
| Устройство стабилизации межвалкового зазора на непрерывном прокатном стане | 1985 |
|
SU1258539A2 |
| Устройство для стабилизации межвалкового зазора прокатной клети | 1980 |
|
SU931256A1 |
| Устройство автоматического регулирования толщины прокатываемой полосы | 1990 |
|
SU1731321A1 |
| Способ регулирования толщины проката и устройство для его осуществления | 1989 |
|
SU1620168A1 |
УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ РАСТВОРА ВАЛКОВ ПРОКАТНОЙ КЛЕТИ, содержащее контуры регулирования с вгоздействием на гидроцилиндры, расположенные между подушками опорных валков, и нажимные бинты, включающие измеритель дав- ления в гидроцилиндрах,задатчик давления, измеритель толщины полосы, .; залатчик толщины, первый элемент сравненияJ электрогидравлический преобразователь, привод нажимных винтов с блоком управления, при этом первый и второй входы первого элемента сравнения соединены соответственно с измерителем толщины полосы и задатчиком толщины, его - с первым входом электрогидравлического преобразователя, выход задатчика давления соединен с вторым входом электрогидравлического преобразователя, выход которого соединен с гидроцилиндрами и входом измерителя давления, о тли ч ающ е е с я тем, что, с целью повышения точности прокатки путеМ расширения диапазона регулирования, выход первого элемента сравнения соединен с первым входом блока,управления приводом нажимных винтов и устройство дополнительно содержит 9 второй элемент сравнения, ключ и инвертор, причем выходы задатчйка давления и измерителя давления в гидроцилиндрах соединены соответственно с первым и вторым вх&ддми второ8 S го элемента сравнения, выход которого соединен с информационным входом ключа, управляющий вход которого соединен с выходом первого элемента еравнения, а выход - с вторым входом блока управления приводе нажимных 4Sb винтов и входом инвертора, выход которого соединен с Третьим входом О) электрогидравлического преобразователя. 00
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Меерович И.М | |||
| и др | |||
| Эксплуатация систем гидрораспора клети и противоизгиба валков на базе бескла панного, регулятора давления | |||
| Сталь, 1980, с | |||
| Телеграфный коммутатор | 1921 |
|
SU792A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПРОКАТЫВАЕМОЙ ПОЛОСЫ | 0 |
|
SU400391A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
