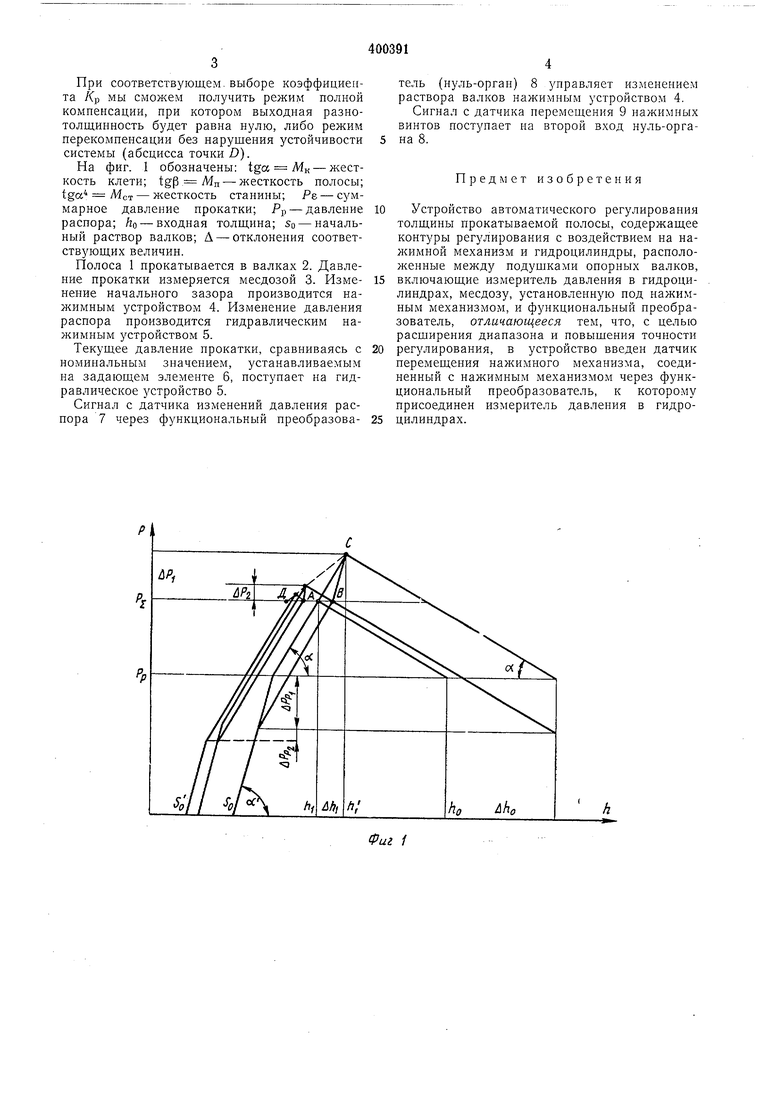
Известно устройство автоматического регулирования толщины прокатываемой полосы, содержащее контуры регулирования с воздействием на нажимной механизм и гидроцилиндры, расположенные между подушками опорных валков, включающие измеритель давления в гидроцилиндрах, месдозу, установленную под нажимным механизмом, и функциональный преобразователь. Такое устройство не обеспечивает необходимой точности регулирования, так как, в частности, не учитывается жесткость валковой системы. В предлагаемом устройстве автоматического регулирования толщины полосы путем комбинации работы обычного нажимного механизма и гидравлического распора подущек опорных валков можно добиться устойчивой работы системы как в режиме полного устранения текущей разнотолщинности, так и в режиме перекомпенсации. Предлагаемое устройство отличается от известного тем, что в него введен датчик перемещения нажимного механизма, соединенный с нажимным механизмом через функциональный преобразователь, к которому присоединен измеритель давления в гидроцилиндрах. На фиг. 1 приведена зависимость деформации клети и прокатываемой полосы под действием давления металла на валки и давления распора, прикладываемого к нодущкам опорных валков; на фиг. 2 - блок-схема предлагаемого устройства. Абсцисса точки Л характеризует толщину полосы на выходе. Допустим, что давление металла на валки возросло на величину APi из-за изменения каких-либо параметров процесса прокатки, например в случае изменения (увеличения) толщины полосы на входе АЛо. Абсцисса точки С характеризует новое значение толщины на выходе Л/. Если регулятор работает в режиме поддержания неизменности давления прокатки (Pe-const) путем изменения давления распора, то абсцисса точки В будет соответствовать значению выходной толщины при работе регулятора. При этом давление распора нужно уменьщить на величину АРр. При изменении начального раствора валков на величину, пропорциональную изменению распора /СрДР, давление прокатки снова возрастает на величину АР2 APi, что вызовет в свою очередь дальнейщее изменение давления распора. Дополнительное изменение давления распора АРр2 будет меньще АРрь что вызывает меньшее изменение начального раствора, и так далее до тех пор, пока система не придет в устойчивое состояние.
При соответствующем, выборе коэффициента /Ср мы сможем получить режим полной компенсации, при котором выходпая разнотолщинность будет равна нулю, либо режим перекомпенсации без нарушения устойчивости системы (абсцисса точки D).
На фиг. 1 обозначены: tga MK -жесткость клети; tgp. Мп -жесткость полосы; tgcx4 Мет - жесткость станины; Рг - суммарное давление прокатки; Рр -давление раснора; АО - входная толщина; So - начальный раствор валков; Д -отклонения соответствующих величин.
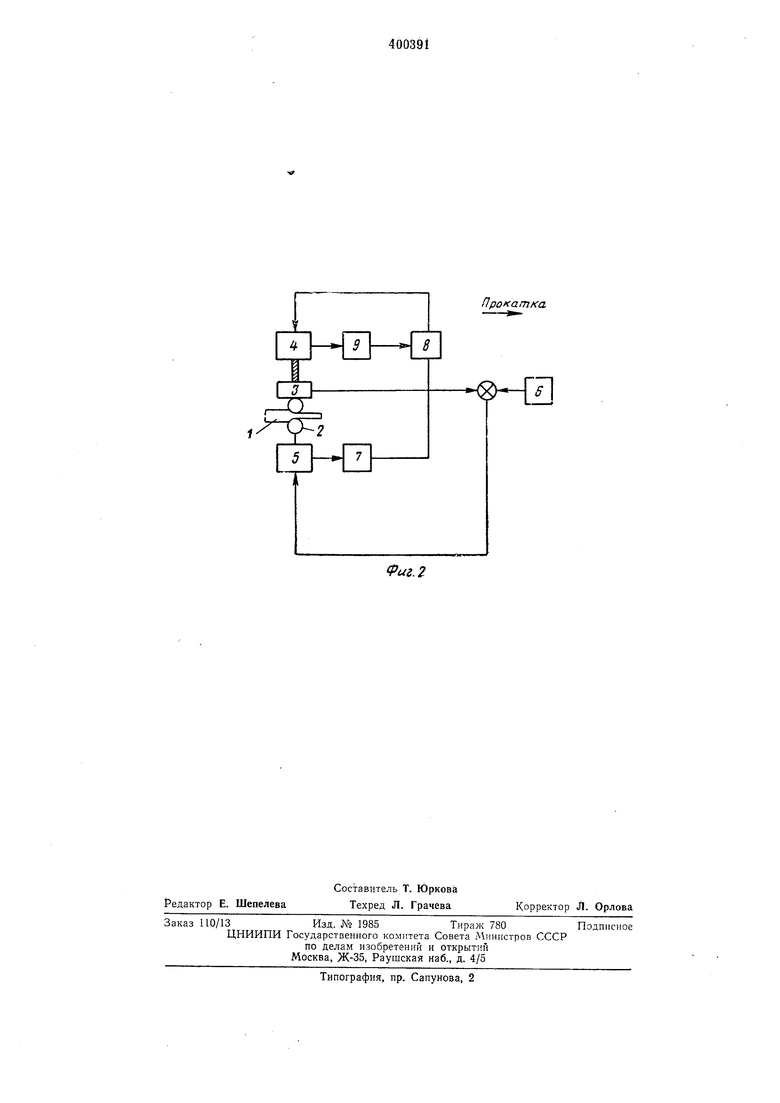
Полоса 1 прокатывается в валках 2. Давление прокатки измеряется месдозой 3. Изменение начального зазора производится нажимным устройством 4. Изменение давления распора производится гидравлическим нажимным устройством 5.
Текущее давление прокатки, сравниваясь с номинальным значением, устанавливаемым на задающем элементе 6, поступает на гидравлическое устройство 5.
Сигнал с датчика изменений давления распора 7 через функциональный преобразователь (нуль-орган) 8 управляет изменением раствора валков нажимным устройством 4.
Сигнал с датчика перемещения 9 нажимных винтов поступает на второй вход нуль-органа 8.
Предмет изобретения
Устройство автоматического регулирования толщины прокатываемой полосы, содержащее контуры регулирования с воздействием на нажимной механизм и гидроцилиндры, расположенные между подущками опорных валков,
включающие измеритель давления в гидроцилиндрах, месдозу, установленную под нажимным механизмом, и функциональный преобразователь, отличающееся тем, что, с целью расширения диапазона и повышения точности
регулирования, в устройство введен датчик перемещения нажимного механизма, соединенный с нажимным механизмом через функциональный преобразователь, к которому присоединен измеритель давления в гидроцилиндрах.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического регулирования толщины прокатываемой полосы | 1979 |
|
SU863037A1 |
| Способ регулирования толщины полосы на прокатном стане | 1979 |
|
SU977077A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА ПРОКАТНОМ СТАНЕ | 1972 |
|
SU356004A1 |
| Устройство для регулирования толщины полосы | 1974 |
|
SU505462A1 |
| Система для автоматического регулирования толщины полосы | 1980 |
|
SU910252A1 |
| Устройство для автоматического регулирования толщины полосы | 1976 |
|
SU596313A1 |
| Система автоматической стабилизации толщины полосы | 1977 |
|
SU682298A1 |
| Устройство для регулирования раствора и профиля валков листопрокатного стана | 1981 |
|
SU1014615A1 |
| Устройство для автоматического регулирования раствора валков прокатной клети | 1981 |
|
SU1014613A1 |
| Устройство для измерения толщины проката | 1978 |
|
SU751460A1 |
Прокатка.
н2)Л
