Изобретение относится к прокатному производству и может быть использовано в автоматических системах управления работой станов холодной и горячей прокатки.
Цель изобретения - повышение качества проката по продольной разнотолщинности за счёт компенсации неконтролируемых изменений раствора рабочих валков.
Способ регулирования толщины проката состоит в том, что измеряют положение поршня гидроцилиндра нажимного устройства, усилие прокатки, толщину проката, определяют отклонения этих величин от заданных значений, вводят управляющие воздействия в регулятор положения поршня гидроцилиндра нажимного устройства в функции отклонения положения поршня гидроцилиндра нажимного устройства и усилия прокатки, измеряют в процессе прокатки время одного оборота опорного валка, в течение которого интегрируют отклонения толщины проката с учётом знака отклонений и без учёта знака отклонений, сравнивают результаты интегрирования по модулю, а если модули равны, то увеличивают эквивалентную жесткость клети пропорционально результату интегрирования без учёта знака отклонения, чем соответственно увеличивают передаточный коэффициент регулятора толщины, а если модули не равны, то уменьшают эквивалентную жесткость клети пропорционально результату интегрирования без учета знака отклонения, чем соответственно уменьшают передаточный коэффициент регулятора толщины, задерживают сигнал отклонения усилия прокатки на время транспортирования полосы от клети до зоны измерения толщиномера, опреО
кэ о
ON 00
деляют среднее значение отклонения толщины проката A hc на интервале времени г одного оборота опорного валка по формуле
1 hc i/ (h3-ht)dt4
о
0)
где hs, ht - соответственно заданное и текущее значения толщины проката, а также среднее значение Мп жёсткости полосы на интервале времени одного оборота опорного валка по формуле
г
/ I Рз - Ft I A
4- р
/ I h з - h t i dt
о
Мп
где Рз, Ft - соответственно заданное и текущее значения усилия прокатки, и корректируют отклонение положения поршня гидроцилиндра нажимного устройства на величину A Sn. вычисляемую по формуле
(lH-),
Мп
(3)
где (1 + -5пг-) - передаточный коэффици
М k
ент клети;
М k - жёсткость клети;
М п - жёсткость полосы.
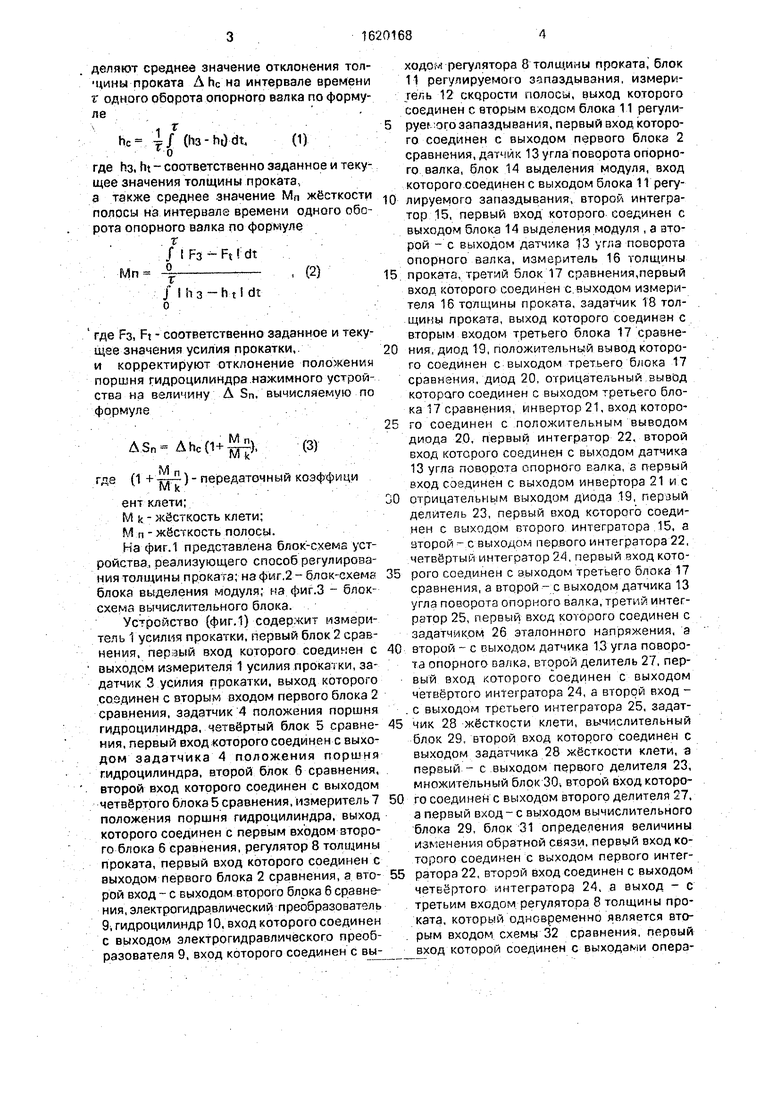
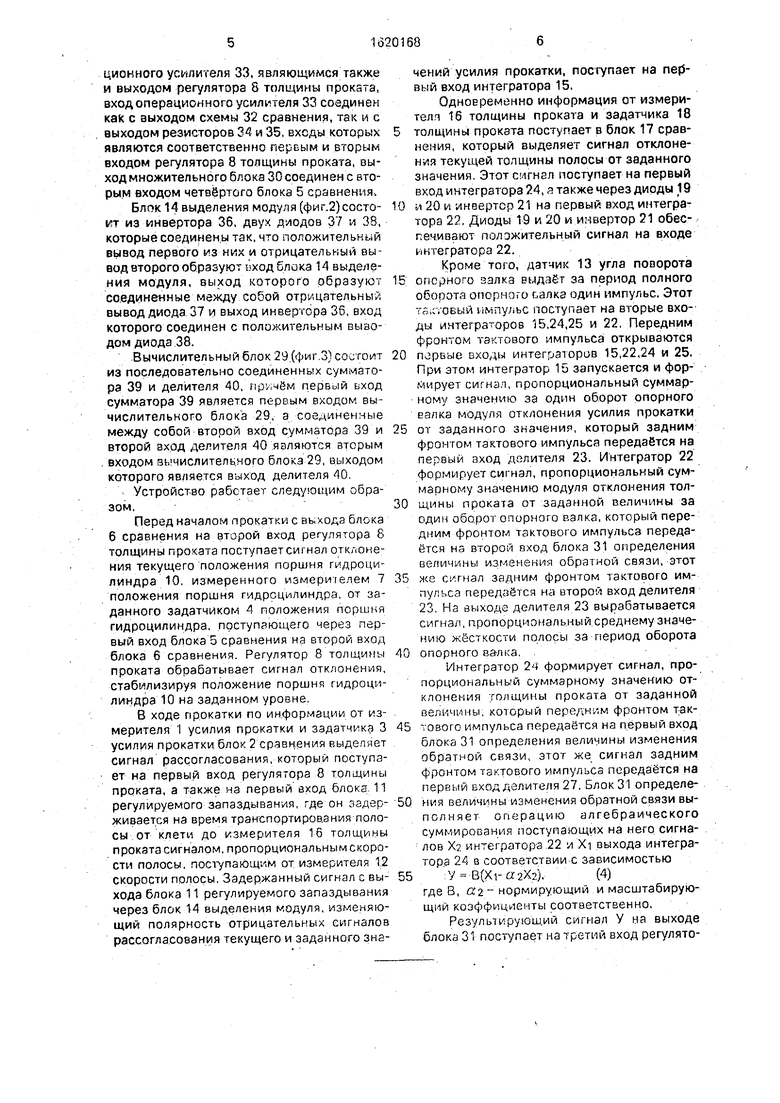
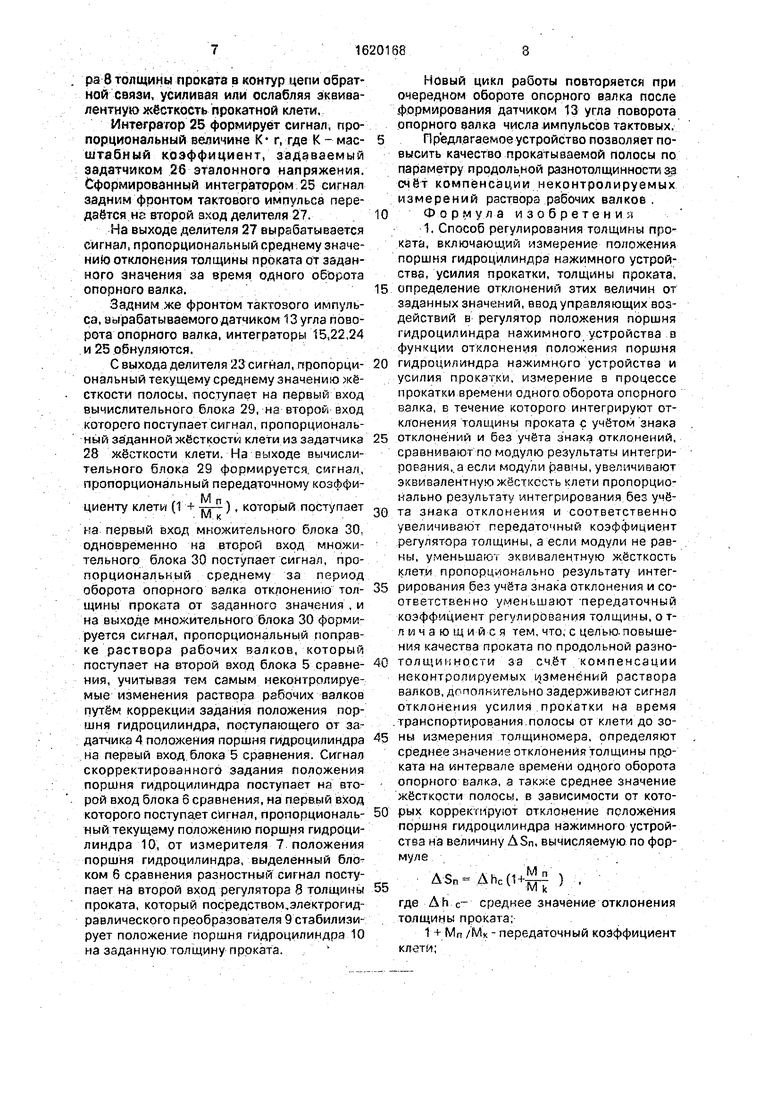
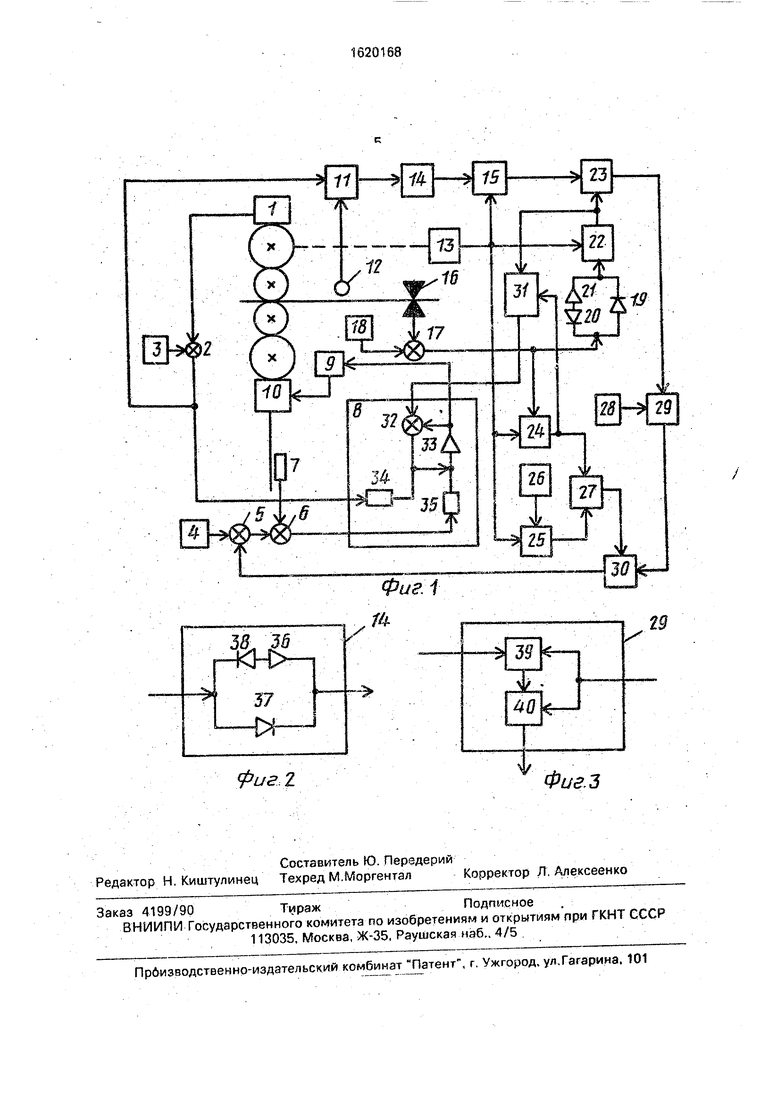
На фиг Л представлена блок-схема устройства, реализующего способ регулирования толщины проката; на фиг.2 - блок-схеме блока выделения модуля; на фиг.З - блок- схема вычислительного блока.
Устройство (фиг.1) содержит измеритель 1 усилия прокатки, первый блок 2 сравнения, перзый вход которого соединен с выходом измерителя 1 усилия прокалки, за- датчик 3 усилия прокатки, выход которого сооцинен с вторым входом первого блока 2 сравнения, задатчик 4 положения поршня гидроцилиндра, четвёртый блок 5 сравнения, первый вход которого соединен с выходом задатчика 4 положения поршня гидроцилиндра, второй блок б сравнения, второй вход которого соединен с выходом четвёртого блока 5 сравнения, измеритель 7 положения поршня гидроцилиндра, выход которого соединен с первым входом второго блока б сравнения, регулятор 8 толщины проката, первый вход которого соединен с выходом первого блока 2 сравнения, а второй вход с выходом второю блока 6 сравнения, электрогидравлический преобразователь 9, гидроцилиндр 10, вход которого соединен с выходом электрогидравлического преобразователя 9, вход которого соединен с выходов регулятора 8 толщины проката, блок 11 регулируемою запаздывания, измеритель 12 скррости полосы, выход которого соединен с вторым входом блока 11 регулиpye огозапаздывания, первый вход которого соединен с выходом первого блока 2 сравнения, датчик 13 угла поворота опорного валка, блок 14 выделения модуля, вход которого соединен с выходом блока 11 регу0 лируемого запаздывания, второй интегратор 15, первый вход которого соединен с выходом блока 14 выделения модуля , а второй - с выходом датчика 13 угла поворота опорного валка, измеритель 16 толщины
5 проката, третий блок 17 сравнения,первый вход которого соединен с выходом измерителя 16 толщины проката, задатчик 18 толщины проката, выход которого соединен с вторым входом третьего блока 17 сравне0 ния, диод 19, положительный вывод которого соединен с выходом третьего блока 17 сравнения, диод 20, отрицательный вывод которого соединен с выходом третьего блока 17 сравнения, инвертор 21, вход которо5 го соединен с положительным выводом диода 20, первый интегратор 22, второй вход которого соединен с выходом датчика 13 угла поворота опорного валка, в первый вход соединен с выходом инвертора 21 и с
0 отрицательным выходом диода 19, перзый делитель 23, первый вход которого соединен с выходом второго интегратора 15, а второй - с выходом первого интегратора 22, четвёртый интегратор 24, первый вход кото5 рого соединен с выходом третьего блока 17 сравнения, а второй - с выходом датчика 13 угла поворота опорного валка, третий интегратор 25, первый вход которого соединен с задатчиком 26 эталонного напряжения, а
0 второй - с выходом датчика 13 угла поворота опорного- валка, второй делитель 27, первый вход которого соединен с выходом четвёртого интегратора 24, а второй вход - с выходом третьего интегратора 25, задат5 чик 28 жёсткости клети, вычислительный блок 29, второй вход которого соединен с выходом задатчика 28 жёсткости клети, а первый - с выходом первого делителя 23, множительный блок 30, второй вход которо0 го соединен с выходом второго делителя 27, а первый вход- с выходом вычислительного блока 29. блок 31 определения величины изменения обратной связи, первый вход которого соединен с выходом первого интег5 ратора 22, второй вход соединен с выходом четвёртого интегратора 24, а выход - с третьим входом регулятора 8 толщины проката, который одновременно является вторым входом схемы 32 сравнения, первый вход которой соединен с выходами операционного усилителя 33, являющимся также и выходом регулятора S толщины проката, вход операционного усилителя 33 соединен как с выходом схемы 32 сравнения, так и с выходом резисторов 34 и 35, входы которых являются соответственно первым и вторым входом регулятора 8 толщины проката, выход множительного блока 30 соединен с вторым входом четвёртого блока 5 сравнения.
Блок 14 выделения модуля (фиг.2)состоит из инвертора 36, двух диодов 37 и 38, которые соединены так, что положительный вывод первого из них и отрицательный вывод второго образуют ьход блика 14 выделения модуля, выход которого образуют соединенные между собой отрицательный вывод диода 37 и выход инверсора 35, вход которого соединен с положительным выводом диода 38.
Вычислительный блок 29 (фиг 3) гоит из последовательно соединенных сумматора 39 и делителя 40, прянем первый ьход сумматора 39 является первым входом вычислительного блока 29, з соединенные между собой второй вход сумматора 39 и второй аход делителя 40 являются вторым входом зычислительчого блока 29, выходом которого является выход делителя 40
Устройство работает следующим образом.
Перед началом прокатки с выхода блока 6 сравнения на второй вход регулятора 8 толщины проката поступаетсигнал отклонения текущего положения поршня гидроцилиндра 10, измеренного измерителем 7 положения поршня гидрсцилиндра, от заданного задатчиком л положения поршня гидроцилиндра, поступающего через первый вход блока 5 сравнения на второй вход блока 6 сравнения. Регулятор 8 толщины проката обоабатывает сигнал отклонения, стабилизируя положение поршня гидроцилиндра 10 на заданном уровне
В ходе прокатки по информации от измерителя 1 усилия прокатки и задатчика 3 усилия прокатки блох 2 сравнения выделяет сигнал рассогласования, который поступает на первый вход регулятора 8 толщины проката, а также на первый аход блока 11 регулируемого запаздывания, где он задерживается на время транспортирования полосы от клети до измерителя 16 толщины проката сигналом, пропорциональнымскоро- сти полосы, поступающим от измерителя 12 скорости полосы. Задержанный сигнал с выхода блока 11 регулируемого запаздывания через блок 14 выделения модуля, изменяющий полярность отрицательных сигналов рассогласования текущего и заданного значений усилия прокатки, посгупает на первый вход интегратора 15,
Одновременно информация от измери- телт 16 толщины проката и задатчика 18
толщины проката поступает в блок 17 сравнения, который выделяет сигнал отклонения текущей толщины полосы от заданного значения Этот сигнал поступает на первый вход интегратора 24, а также через диоды 19
и 20 и инвертер 21 на первый вход интегратора 2, Диоды 19 и 20 и инвертор 21 обеспечивают положительный сигнал на входе интегратора 22.
Кроме того, датчик 13 угла поворота
опсрного залка выдает за период полного оборота опорного салка один импульс. Этот аховый импульс поступает на вторые входы интеграторов 15,24,25 и 22, Передним фронтом тактового импульса открываются
первые входы интеграторов 15,22,24 и 25. При этом интегратор 15 запускается и формирует сигнап, пропорциональный суммарному значению за один оборот опорного валка модуля отклонения усилия прокатки
от заданного значения, который задним фронтом тактового импульса передаётся на первый вход делителя 23. Интегратор 22 формирует сигнал, пропорциональный сум- маоному значению модуля отклонения толщины проката от заданной величины за один оборот опорного валка, который передним фронтом тактового импульса передаётся на второй вход блока 31 определения величины изменения обратной связи, этот
же сигнал задним фронтом тактового им- пульсз передаётся нм втором вход делителя 23 На выходе делителя 23 вырабатывается сигнал, пропорциональный среднему значению жёсткости полосы за период оборота
опорного ва-лка
Интегратор 24 формирует сигнал, пропорциональный суммарному значению отклонения толщины проката от заданной величины, который передним фронтом так ового импульса передаётся на первый вход блока 31 определения величины изменения обратной связи, этот же сигнал задним фронтом тактового импульса передается на первый сход делителя 27. Блок 31 определения величины изменения обратной связи выполняет операцию алгебраического суммирования поступающих на него сигналов X ин егратора 22 и Xi выхода интегратора 24 в соответствии с зависимостью
У В(Х1-а2Х2).(4)
где В, а2 нормирующий и масштабирующий коэффициенты соответственно,
Рсзультируюший сигнал У на выходе блока 31 поступает на третий вход регулятоpa 8 толщины проката в контур цепи обратной связи, усиливая или ослабляя эквивалентную жёсткость прокатной клети,
Интегратор 25 формирует сигнал, пропорциональный величине К г, где К - мас- штабный коэффициент, задаваемый задатчиком 26 эталонного напряжения. Сформированный интегратором 25 сигнал задним фронтом тактового импульса передаётся HS второй вход делителя 27.
На выходе делителя 27 вырабатывается сигнал, пропорциональный среднему значению отклонения толщины проката от заданного значения за время одного оборота опорного валка.
Задним же фронтом тактового импульса, вырабатываемого датчиком 13 угла поворота опорного валка, интеграторы 15,22,24 и 25 обнуляются.
С выхода делителя 23 сигнал, пропорциональный текущему среднему значению жёсткости полосы, поступает на первый вход вычислительного блока 29, на второй вход которого поступает сигнал, пропорциональный заданной жёсткости клети из задатчика 28 жёсткости клети. На выходе вычислительного блока 29 формируется сигнал, пропорциональный передаточному коэффициенту клети (1 + -jTj-2-), который поступает IV) к
на первый вход множительного блока 30, одновременно на второй вход множительного блока 30 поступает сигнал, пропорциональный среднему за период оборота опорного валка отклонению толщины проката от заданного значения , и на выходе множительного блока 30 формируется сигнал, пропорциональный поправке раствора рабочих валков, который поступает на второй вход блока 5 сравнения, учитывая тем самым неконтролируемые изменения раствора рабочих валков путём коррекции задания положения поршня гидроцилиндра, поступающего от задатчика 4 положения поршня гидроцилиндра на первый вход блока 5 сравнения. Сигнал скорректированного задания положения поршня гидроцилиндра поступает на второй вход блока 6 сравнения, на первый вход которого поступает сигнал, пропорциональный текущему положению поршня гидроцилиндра 10, от измерителя 7 положения поршня гидроцилиндра, выделенный блоком б сравнения разностный сигнал поступает на второй вход регулятора 8 толщины проката, который посредством,электрогид- равлического преобразователя 9 стабилизирует положение поршня гидроцилиндра 10 на заданную толщину проката.
Новый цикл работы повторяется при очередном обороте опорного валка после формирования датчиком 13 угла поворота опорного валка числа импульсов тактовых.
Предлагаемое устройство позволяет повысить качество прокатываемой полосы по параметру продольной разнотолщинноста за счёт компенсации неконтролируемых измерений раствора рабочих валкое .
Формула изобретения
1. Способ регулирования толщины проката, включающий измерение положения поршня гидроцилиндра нажимного устройства, усилия прокатки, толщины проката,
определение отклонений этих величин от заданных значений, ввод управляющих воздействий в регулятор положения поршня гидроцилиндра нажимного устройства в функции отклонения положения порижя
гидроцилиндра нажимного устройства и усилия прокатки, измерение в процессе прокатки времени одного оборота опорного валка, в течение которого интегрируют отклонения толщины проката с учётом знака
отклонений и без учёта знака отклонений, сравнивают по модулю результаты интегрирования, а если модули равны, увеличивают эквивалентную жёсткость клети пропорционально результату интегрирования без у«ёта знака отклонения и соответственно увеличивают передаточный коэффициент регулятора толщины, а если модули не равны, у 4еньшаю | эквивалентную жёсткость клети пропорционально результату интегрирования без учёта знака отклонения и соответственно уменьшают передаточный коэффициент регулирования толщины, о т- пичающийся тем, что, с целью-повышения качества проката по продольной разнотолщииности за счёт компенсации неконтролируемых изменений раствора валков, дополнительно задерживают сигнал отклонения усилия прокатки на время транспортирования полосы от клети до зоны измерения толщиномера, определяют среднее значение отклонения толщины прр- ката на интервале времени одного оборота опорного валка, а также среднее значение жёсткости полосы, в зависимости от которых корректируют отклонение положения поршня гидроцилиндра нажимного устройства на величину ДЗп, вычисляемую по формуле
ASn-AMHJЈ|l ) ,
где Ah с среднее значение отклонения толщины проката;
1 + Мп /Мк - передаточный коэффициент
клети;
Мп - жёсткость полосы;
Мк - жёсткость клети.
2. Устройство для регулирования толщины проката, содержащее измеритель усилия прокатки, первый блок сравнения, первый вход которого соединен с выходом измерителя усилия прокатки, задатчик усилия прокзткч, выход которого соединен с вторым входом первого блока сравнения, задатчик положения поршня гидроцилинд- ,ja, второй блок сравнения, измеритель положения поршня гидроцилиндра, выход которого соединен с первым входом второго блока сранения. регулятор толщины проката, первый вход которого соединен с выходом первого блока сравнения, электрогидравлический преобразователь, гидроцилиндр, вход которого соединен с выходом электрогидравлическо о преобразователя, вход которого соединен с выходом регулятора толщины проката, измеритель толщины проката, третий блок сравнения, первый вход которого соединен с. выходом измерителя толщины проката, задатчик толщины проката, выход которого соединен с вторым входом третьего блока сравнения, инвертор, первый интегратор, первый диод, положительный вывод которого соединен с выходом третьего блока сравнения, второй диод, отрицательный вывод которого соединен с выходом третьего блока сравнения, а положительный ВЫРОД через инвертор - с первым входом первого интегратора, отличающееся тем, что, с целью повышения качества проката, оно дополнительно снабжено четвёртым блоком сравнения, первый вход которого соединен с выходом задатчика положения поршня гидроцияиндра, а выход - с вторым входом
0
5
0
5
0
5
второго блока сравнения, блоком регулируемого запаздывания, первый вход которого соединен с выходом первого блока сравнения, измеритель скорости полосы, выход которого соединен с вторым входом блока регулируемого запаздывания, блоком выде- лежш модуля, вход которого соединен с выходом блока регулируемого запаздывания, вторым интегратором, первый вход которого соединен с выходом блока выделения модуля, датчиком угла поворота опорного валка, рыход которого соединен с вторым входом первого интегратора, первым делителем, первый вход которого соединен с выходом второго интегратора, а второй - с выходом первого интегратора, задатчиком эталонного напряжения третьим интегратором, первый вход которого соединен с выходом задатчика эталонного напряжения, а второй - с выходом датчика угла поворота опорного валка, вторым делителем, первый вход которого соединен с выходом четвёртого интегратора, а второй - с выходом третьего интегратора, задатчиком жёсткости клети, вычислительным блоком, первый вход которого соединен с выходом первого делителя, а второй - с выходом задатчика жёсткости клети, множительным блоком, первый вход которого соединен с выходом вычислительного блока, второй вход которого соединен с выходом второго делителя, блоком определения величины изменения обратной связи, первый вход которого соединен с выходом первого интегратора, второй вход - с выходом четвертого интегратора, а выход - с третьим входом регулятора толщины проката, второй вход четвёртого блока сравнения соединен с выходом множительного блока.
/
29
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического регулирования толщины прокатываемой полосы | 1990 |
|
SU1731321A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПРОКАТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2067905C1 |
| Устройство компенсации влияния эксцентриситета прокатных валков | 1980 |
|
SU908455A1 |
| Устройство автоматического регулирования толщины проката | 1978 |
|
SU780915A1 |
| Способ для автоматического регулирования толщины полосы на непрерывном стане холодной прокатки и устройство для его осуществления | 1990 |
|
SU1734905A1 |
| Устройство автоматического регулирования толщины полосы | 1982 |
|
SU1044363A1 |
| Устройство для настройки скоростей валков непрерывного стана горячей прокатки | 1981 |
|
SU995940A1 |
| Устройство для автоматического контроля металла в поле допусков по толщине | 1982 |
|
SU1077676A1 |
| Способ управления частотой вращения наклонных валков кольцепрокатного стана | 1990 |
|
SU1734904A1 |
| Устройство для определения жесткостипОлОСы B пРОцЕССЕ НЕпРЕРыВНОй гОРячЕйпРОКАТКи | 1979 |
|
SU848110A1 |
Изобретение относится к прокатному производству и может быть использовано в автоматических системах управления работой станов холодной и горячей прокатки. Цель изобретения - повышение качества проката попродольней разнотолщинности за счет устранения постоянной составляющей неконтролируемых изменений раствора рабочих еалков, позволяющего целенаправленно изменять эквивалентную жесткость клетч в зависимости от преобладающих возмущений (либо эксцентриситет валковой системы, либо нестабильность параметров проката). Дости ается это тем, что в ходе прокатки на каждом интервале времени одного оборота опорного валка корректируется положение поршня гидроцилиндра нажимного устройства на величину, равную произведению отклонения толщины проката от заданного ее значения на передаточный коэффициент клети 2 с. п, ф-лы, 3 ил.
Фиг г
1
Фие.З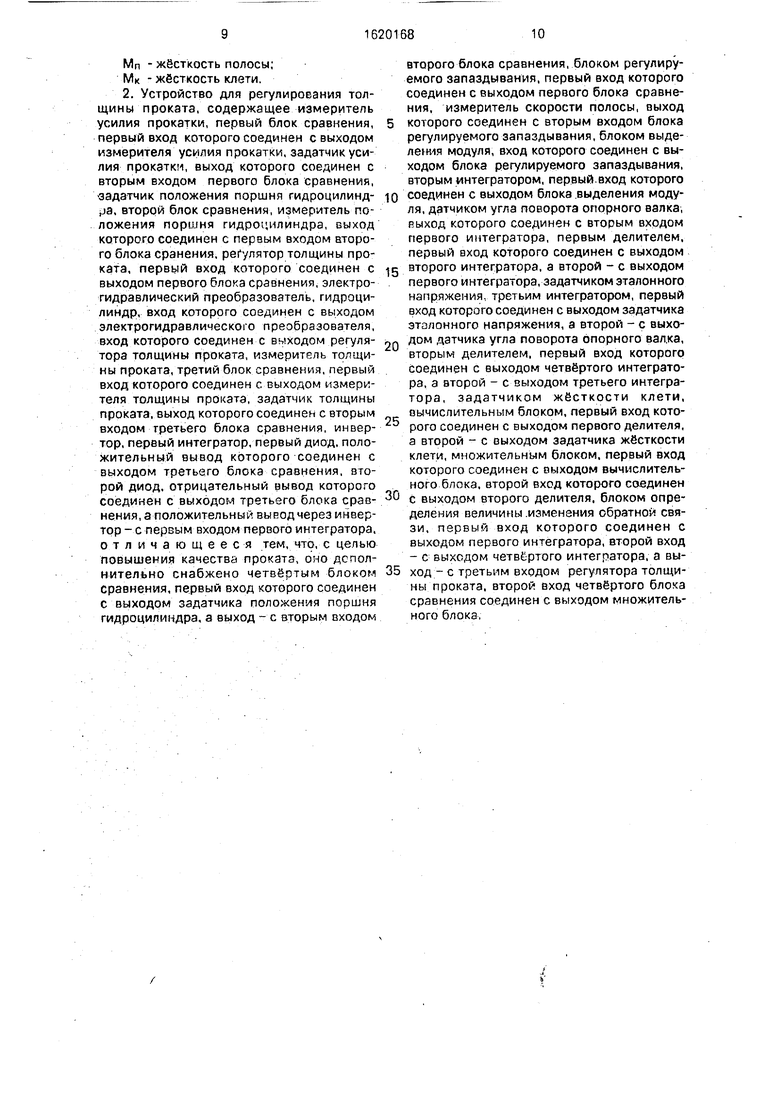
| Авторское свидетельство СССР №923657, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
