т- . ., - ...: ,-- - ;у-; У.-П
i-tJx.vH.-. j-....ri-.--;a,
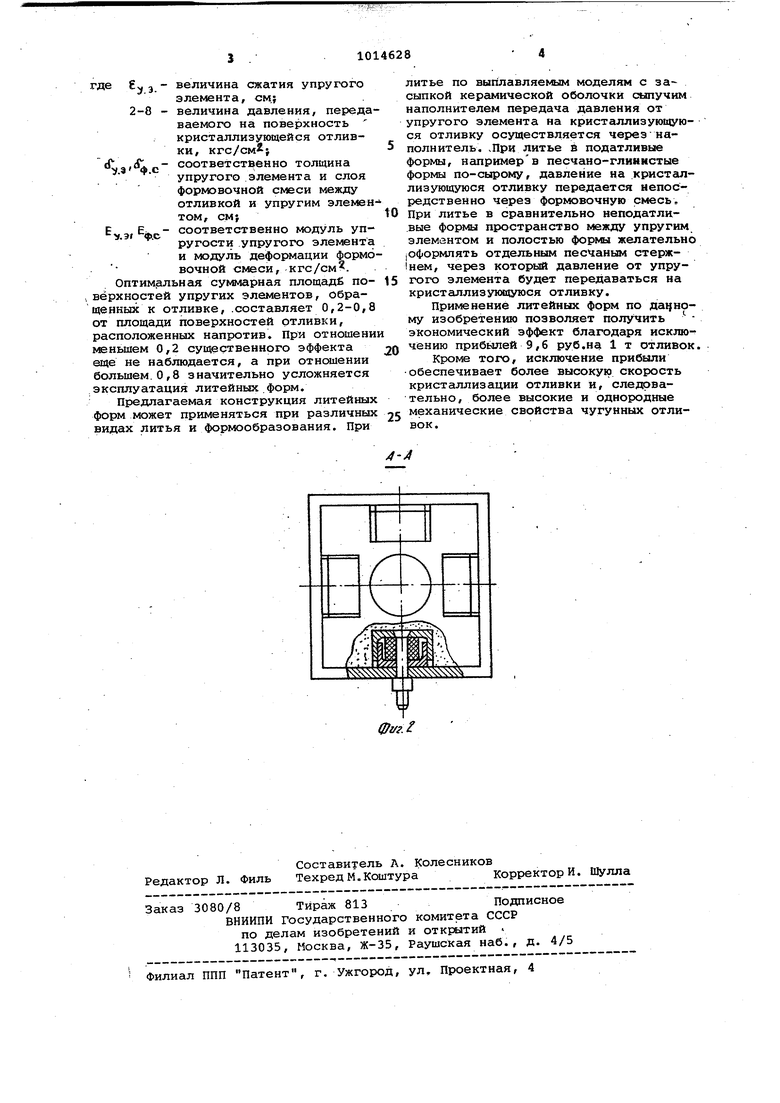
«I./ Изобретение относится к отрасли литейного производства и может быть использовано для получения плотных отливок из чугуна с пластинчатым и шаровидным графитом без прибылей. Недостатком обычных, широко распространенных литейных форм, являет ся их нестабильность. В результате теплового взаимодействия формы с жид ким и кристаллизующимся металлом прилегающие к поверхности отливки слои формы нагреваются, вследствие чего в них развиваются значительные напряжения сжатия. Кроме того, отливки из чугуна, особенно с шаровид ной формой графита, склонны к значи тельному наружному, т.е. предусадоч ному, расширению, достигаемому в слу чае нестабильной (податливой) формы 4-6% в объеме. Последнее вызывает д фицит металла внутри кристаллизующей ся отливки до конца ее затвердения. В связи с этим для питания отливок приходится устанавливать прибыли, составляющие 50-100% от веса отливок Известна литейная форма, имеющая по крайней мере три огнеупорных слоя l 3Огнеупорные слои обладают различ ными теплофизическими свойствами: по мере удаления от полости формы коэффициент теплового расширения . каждого слоя увеличивается. В такой литейной форме формовочные смеси ис пользуются однократно и не обеспечи вается противодавление на кристалли зующуюся отливку. Наиболее близка.по своей техничес кой сущности кпредлагаемой литейная форма, включающая жесткий наружный металлический каркас и один или нес 1колько огнеупорных слоев, образующих полость литейной формы. Известные формы снабжены компенсационными полостями с металлическими пластинами позволяющими исключитьтепловое расширение полости формы и несколько уменьшить величину предусадочного расширения 2 . Однако использование известных форм из податливых формовочных материалов для чугунов с низким содержанием (менее 3,4%) углерода не позволяет получать качественные отливки без приб1алей. Цель изобретения,- повышение качества отливок. Для достижения указанной цели литейная форма, содержащая жесткий наружный металлический каркас и уплотненный огнеупорный материал, образую щий полость литейной формы, снабжена упругими элементами, имеющими механизмы стопорения и расположенными между жестким наружным каркасом и огнеупорным материалом. . Упругий элемент выполнен из поли-;, уретана. На фиг. 1 изображена предлагаемая литейная форма на фиг. 2 - разрез А-А на фиг. 1. Литейная форма состоит из жесткого наружного каркаса (опоки) 1, огнеупорного материала 2, полости 3 формы, упругих элементов 4, расположенных между корпусом 5 и крышкой 6, стопорного устройства, состоящего, например, из винта 7 и гайки 8. После заливки жидкого меташла в полость 3 формы и образования корочки затвердевшего металла сжатые упругие элементы, путем перемещения гайки 8 по винту 7 освобождают от стопорения и они начинают оказывать давление через крышку 6 и далее формовочный материал 2 на кристаллизующуюся отливку. Это давление препятствует наружному, т. е. предусадочному, расширению отливки. При этом внутри кристаллизующейся отливки уже не возникает дефицита питания и создается внутреннее давление в результате выделения графита. Отливки можно получать без прибылей. Сжатые упругие элементы могут устанавливаться в процессе формовки, после формовки в специальные полости, полученные при формовке, или могут быть закреплены стационарно на жестком металлическом каркасе (опоке). Они могут применяться как для создания противодавления в целом на отливку, так и на отдельные ее узлы, наиболее склонные к усадке. В качестве материала для упругбго элемента предпочтительно применять полиуретан, например, марки СКУ-7л. Выбор полиуретана в качестве материала длй упругого элемента обусловлен тем, что его модуль упругости (7080 кгс/см ) близок к модули деформации формовочных смесей (80800 кгс/см2). Это позволяет производить регулирование упругого элемента в широких пределах-при сравнительно небольшой его толщине (10-20 мм). Для получения качественных отливок из чугуна с шарювидным графитом без прибылей необходимо создавать давление на поверхности кристаллизующейся отливки равное 2-8 кг/см. Верхний предел рекомендуется для отливок с жесткой конфигурацией поверхности, например, типа сферы или цилиндра, нижний - для отливок с менее жесткой конфигурацией поверхности, например, типа плиты.Расчет толщины упругого элемента и величины его сжатия перед уставов кой в .форме можно производить по формуле . d -. ( с rt п I J
где Е(а.- величина сжатия упругого
.э. элемента, см.; 2-8
величина давления, передаваемого на поверхность кристаллизующейся отливки, КГС/СМ }
зфс соответственно толщина
упругого элемента и слоя формовочной смеси между отливкой и упругим элементом, СМ} соответственно модуль упЧ.Э Ф-С ругости .упругого элемента и модуль деформации формовочной смеси, кгс/см. Оптимальная суммарная площади повёрхностей упругих элементов, обращенных к отливке, .составляет 0,2-0,8 от площади поверхностей отливки, расположенных напротив. При отношени меньшем 0,2 существенного эффекта еще не наблюдается, а при отнсяиении большем.О,8 значительно усложняется эксплуатация литейных.форм.
Предлагаемая конструкция литейных форм может применяться при различных видах литья и формообразования. При
литье по выплавляемым моделям с засыпкой керамической оболочки сыпучим наполнителем передача давления от упругого элемента на кристаллизующуюся отливку осуществляется через наполнитель. .При литье и податливые формы, напримерв песчано-глинистые формы по-сырому, давление на кристашлизующуюся отливку передается непосредственно через формовочную смесь. При литье в сравнительно неподатливые формы пространство между упругим элементом и полостью формы желательно оформлять отдельным песчаным стерж1нем, через который давление от упругого элемента будет передаваться на кристаллизующуюся отливку.
Применение литейных форм по да1}ному изобретению позволяет получить экономический эффект благодаря исключению прибылей 9,6 руб.на 1 т отливок
Кроме того, исключение прибыли обеспечивает более высокую скорость кристаллизации отливки и, следрвательно, более высокие и однородные механические свойства чугунных отливок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подготовки литейных форм под заливку и опорный наполнитель для формовки | 1979 |
|
SU876288A1 |
| Способ получения отливок без прибылей из чугуна с шаровидным графитом в вакуумно-пленочных формах | 1990 |
|
SU1792791A1 |
| СПОСОБ ЛИТЬЯ МНОГОСЛОЙНЫХ ЗАГОТОВОК ДЛЯ КРУПНОТОННАЖНЫХ КОРПУСОВ ТРАНСПОРТНО-УПАКОВОЧНЫХ КОНТЕЙНЕРОВ (ТУК) ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ (ВЧШГ) ФЕРРИТНОГО И АУСТЕНИТНОГО КЛАССОВ ДЛЯ ПЕРЕВОЗКИ И ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА (ОЯТ) | 2013 |
|
RU2531157C1 |
| Способ изготовления отливок из чугуна с шаровидным графитом | 1989 |
|
SU1694316A1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУННЫХ ОТЛИВОК БЕЗ ПРИБЫЛЕЙ | 1993 |
|
RU2077410C1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОТОННАЖНЫХ РАЗНОСТЕННЫХ ЧУГУННЫХ ОТЛИВОК ТИПА ВТУЛОК | 2013 |
|
RU2549819C2 |
| ЛИТЕЙНАЯ ФОРМА | 2004 |
|
RU2284245C2 |
| Литейная форма | 1977 |
|
SU674821A1 |
| Закладная деталь | 1987 |
|
SU1431930A1 |
1. ЛИТЕЙНАЯ ФОРМА,содержащаяГ жесткий наружный металлический каркас и уплотненный огнеупорный материал, образующий полость литейНой фор1«1, отличаю ц аяс.я тем,что,с целью повышеШ я качества отливок, она снабжена упругими элементами, имекщими механизмы стопорения и расположенными между жестким наружным каркасом и огнеупорным материалом. 2. Форма по п. 1, о т л и ч а rota а я с я тем, что упругий элемент выполнен ткз полиуретана.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент Великобритании №1344090 кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| , | |||
