1
Изобретение относится к литейному производствуJв частности к литейным формам.
Недостатком обьгчных широко распространенных литейных форм является то, что в результате теплового взаимодействия формы с жидким и кристаллизующимся металлом, прилегаиощие к поверхности отливки слои формы нагреваются, вследствие чего в них развиваются значительные напряжения сжатия. Под действием напряжений сжатия происходит расширение полости формы, которое вызывает увеличение предусадочного расширения отливок и, следовательно, дефектов усадочного происхождения (раковин и пористости), снижение весовой и размерной точности. Кроме того, указанные напряжения являются причиной образования дефектов типа утяжин.
Для устранения пористости в отливках применяют массивные прибыли, что снижает выход годного. Для снижения теплового расширения полости форьвл идут по пути увеличения плотности формы, применения материалов с малым коэффициентом теплового расширения, ввода в смесь специальных добавок.
Однако используеьале устройства имеют свои недостатки. Так повышение плотности форм требует применения при их изготовлении более высоких рабочих давлений и, кроме того, снижает ее газопроницаемость и вызывает образование газовых раковин и недоливов в отливках. Использование материалов с малым коэффициентом тепло0вого расширения и специальных добавок удорожает процесс и не создает противодавления на кристаллизующуюся отливку, способствующего снижению предусадочного расширения.
5
Известна литейная форма, разработанная Великобританией под названием
Литейная форма
имоощая, по крайней мере, три слоя 1, Слой, образующий полость форьш, имеет наименьший коэффициент теплового расширения, Коэффициент теплового расширения следующих слоев увеличивается по мере удаления от полости формы.
Однако в форме такой конструкции применение различных составов формовочных смесей усложняет технологию изготовления литейной формы, формовочные смеси могут использоваться только один раз, кроме того, в такой форме отсутствует противодавление со
icTopoHtJ формы на кристаллизующуюся отливку.
; Известна литейная форма для псшу;чения отливок, разработанная ЯпониеП 2 .
Литейная форма состоит из метсШлического спеченного тела с непре:рыв,ными воздушными каналами. Локальные места формы пропитаны металлом с высокой теплопроводностью.
Однако применение специального Испеченного металлического тела и заполнение каналов расплавом с повышенной тепловодностью ограничивает область применения такой формы (ввиду усложнения технологии изготовления ;и невозможности использования для |питья некоторых сплавов, например чу|гуна) , кроме того, газопроницаемость jt)opMH ,в местах пропитки расплавом рнижена.
: Известны литейные формы в уплотненной формовочной смеси (материале) в которых со стороны рабочей полости (j)opNttji выполнены полости 3, Полости в этих формах являются Открытыми со стороны рабочей полости формы. До момента попадания в них )|сидкого металла поверхностный слой формы может свободно расширяться, fie увеличивая ее размеры в сторону гролости.
I К недостаткам такой формы отнести то, что после попадания в полости металла они играют уже отрицательную РОЛЬ;, увеличивая напряжейия в отливках за счет торможения Усадки и трудоемкость механической обработки.
: Цель изобретения - предохранение компенсационной полости от попадания Металла для снижения теплового расйиир;ения рабочей полости ,
Это достигается тем, что форма снабжена металлическими пластинамк:, каждая из которых укреплена у входного отверстия соответствующей KON пенсационной полости. Глубина компенсационной полости равна отнсшению .объема отливки к площади ее поверхности, -а суммарная ее ширина равна произведению периметра отливки, коэффициента теплового расширения и максимальной температуры нагрева формовочного материала, т.е.
is Р « Т
где Р - периметр отливки н направлении поперечного сечения канапов
ot - коэффициент теплового расш:ирения
т - разность между максимгшьной и начальной температурами в рассматриваемой точке формы .
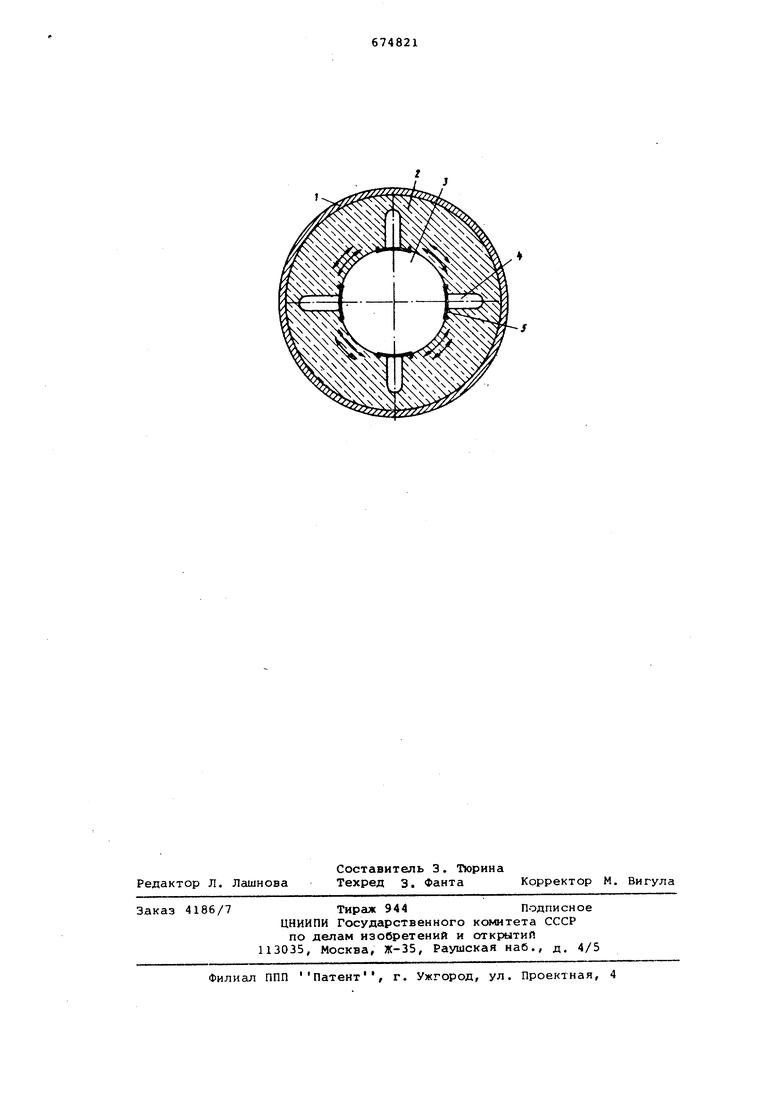
На чертеже изображена литейная форма.
Литейная форма состоит из опоки 1 формовочной смеси 2 с рабочей полостью 3 для отливки (на чертеже не показана), компенсационных полостей 4 и металлических пластин 5.
Компенсационные полости 4 получаю при формовке с помощью соответствующих выступов на модели. Затем компенсационные полости со стороны рабочей полости 3 закрывают от попадания расплавленного металла металлическими пластинами 5, которые крепятся в формовочной смеси.
Работа осуществляется следующим образом. Слой формовочной смеси 2, прилегающей к отливке, под действием тепла залитого металла нагревается. Однако при наличии компенсационных полостей напряжения сжатия в слое формэ прилегающем к отливке, значительно ниже# а каждый сектор форьщ между компенсационными полостями стрегдится расшириться в результате нагрева в сторону с кения рабочей полости (на чертеже показано стрелками) . Компенсационные полости 4 будут резко снижать величину предусадочно.го расширения и способствовать повышению плотности и выхода отливок на 3-8%,
Формула изобретения
Литейная форма, содержащая опоку, заполненную уапотненным формовочным материалом с рабочей полостью и компенсационными полостями/ открытыми в сторону рабочей полости, отличающаяся тем, что, с целью уменьшения возможности попадания расплавленного металла в компенсационные полости для снижения теплового расширения, она снабжена металлическими пластинами, каждая из которых укреплена у входного отверстия соответствующей компенсационной полости,
Источники информации, принятые во внимание при экспертизе
1 с Патент Великобритании № 1344090; кл. В 3 F, 1974.
2.Патент Японии 47 - 25253, кл, 11 А 22, 1972.
3.Сосненко М,Н. Формовщик машинной формовки. 1963, с. 268,
| название | год | авторы | номер документа |
|---|---|---|---|
| Литейная форма | 1981 |
|
SU1014628A1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| СПОСОБ ЛИТЬЯ С ПОМОЩЬЮ ЛОКАЛЬНОГО ВАКУУМИРОВАНИЯ ФОРМ, СТЕРЖНЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2278763C2 |
| Способ подготовки литейных форм под заливку и опорный наполнитель для формовки | 1979 |
|
SU876288A1 |
| Способ изготовления литейных форм вакуумной формовкой и оснастка для его осуществления | 1989 |
|
SU1662739A1 |
| Способ заливки литейных форм с применением метода локального поверхностного вакуумирования формы и устройство для его осуществления | 2023 |
|
RU2813437C1 |
| Способ изготовления полых фасонных деталей | 2017 |
|
RU2663788C1 |
| Способ формовки | 1990 |
|
SU1740100A1 |
| Литейная форма | 1986 |
|
SU1447530A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОТОННАЖНЫХ РАЗНОСТЕННЫХ ЧУГУННЫХ ОТЛИВОК ТИПА ВТУЛОК | 2013 |
|
RU2549819C2 |