ф
О)
о Изобретение относится к порошко вой металлургии, в частности к про изводству труб из порошков тугопла ких сплавов .на станах винтовой про лсатки.. Известен способ производства тр из спеченных тугоплавких металлов, включающий формование и спекание полой заготовки и последующее ее прессование на игле с коэффициенто вытяжки 4-6 l, Недостатком указанного способа является низкая стойкость прессовы оправок и, как следствие, .низкое качество труб. Необходимая механическая обработка приводит к больши потерям тугоплавких металлов, что значительно увеличивает себестоимость готовых труб. Кроме того, анизотропия свойств в продольном и поперечном направлениях труб усложняет процесс дальнейшей их обра ботки, часто приводит к растрескив - нию и образованию других дефектов при раскатке на роликовых станах теплой прокатки.., Наиболее близким по технической сущности и достигаемому результату к предлагаемому является способ из готовления труб из порошковых мате риалов, включающий прессование и спекание заготовки цилиндрической формы, нагрев, винтовую прокатку в трехвалковом калибре с коэффицие том вытяжки fJ( 1,4-2,5, последую прошивку.с коэффициентом вытяжки, ставляющим О ,4-1,3 коэффициента вытяжки при прокатке I 2 , Недостатком известного способа являются низкие механические свойства получаемых труб. Этот способ не может быть использован для получения труб из высокопрочных тугопл ких материалов (например, вольфрам сплав МВ-30 и др.), так как высокая температура нагрева под прокатку (до ) и, несмотря на это, зна чительное сопротивление деформации металла не позволяют произвести про шивку сплошной заготовки вследствие оплавления или приваривания оправки к деформируемому металлу. Цель изобретения - улучшение механических свойств. Для достижения поставленной цели согласно способу изготовления труб из спеченных тугоплавких сплавов, включающему прессование и спекание заготовки, нагрев, винтовую прокатку, заготовку прессуют полой формы а винтовую прокатку осуществляют в два этапа с суммарным коэффициентом вытяжки, составляющим 5-10, при чем коэффициент вытяжки на -втором этапе в 1,5-4 раза превышает коэффициент вытяжки на первом этапе. Способ осуществляется следующим образом. Из порошка тугоплавкого металла или сплава формуют полую цилиндрическую заготовку, которую затем подвергают высокотемпературному спеканию. Полученную заготовку нагревают в нейтральной атмосфере до температуры прокатки и раскатывают на короткой оправке в 3-валковом стане винтовой прокатки. Затем заготовку вновь нагревают и раскатывают на длинной плавающей оправке с коэффициентом вытяжки, в 1,5-4 раза превышающим коэффициент вытяжки при раскатке на короткой оправке. Суммарный коэффициент вытяжки для готовой трубы должен быть равен 4-10 для обеспечения полной проработки пористой структуры исходной спеченной заготовки к получения высоких механических свойств. . Исходные спеченные заготовки из порошков тугоплавких металлов обладают незначительной пластичностью при температуре их обработки, что является следствием наличия остаточной пористости. Поэтому для одновременного уплотнения с наружной и внутренней поверхностей полой спеченной заготовки необходимо применять раскатку на короткой оправке с невысокой степенью деформации, чтобы не вызвать образования третьи и других дефектов на внутренней и наружной поверхностях гильзы. После этого заrfOTOBKa обладает достаточным уровнем пластических свойств, чтобы проводить прокатку со степенью деформаций, значительно превыщающей степень деформации при раскатке на короткой оправке. Если коэффициент вытяжки при раскатке на длинной оправке будет меньше, чем 1,5 коэффициента вытяжки при раскатке на короткой оправке, то структура спеченного металла «не получит достаточной проработки по сечению трубной заготовки, обеспечивающей высокие механические свойства. Если же коэффициент вытяжки при раскатке на длинной оправке превысит более чемв 4 раза коэффициент вытяжки на короткой оправке, то в результате интенсивной раскатки на трубных заготовках появится повышенная разностенность, а в ряде случаев будет происходить образование трещин на внутренней поверхности заготовок, которые приводят к частич ному или полному разрушению трубных заготовок. Суммарный коэффициент вытяжки для готовой трубы должен быть равен 5-10 для обеспечения полной проработки пористой структуры исходной спеченной заготовки и получения высоких механических свойств. Если суммарный коэффициент вытяжки будет меньше 5, -то в структуре полученной
трубы сохранится остаточная пористость, что снижает пластические свойства трубной заготовки и не позволяет применять оптимальные режимы деформации при последующей обработке. Винтовая прокатка спеченной заготовки с суммарным коэффициентом вытяжки 10 приводит к значительному Упрочнению металла и требует проведения дополнительной термической обработки -труб перед дальнейшей деформацией, в ряде случаев, кроме того, наблюдается образование микротрещин у внутренней поверхности труб
В предлагаемом способе суммарный коэффициент вытяжки, обеспечивающий проработку структуры спеченной -заготовки И получение высоких механических свойств металла, составляет 5-10 (. 5-10) и существенно зависит от исходной плотности. Заготовкам с низкой исходной плотностью, составляющей 0,65-0,7 от теоретической, .соответствуют большие значения коэффициента вытяжки . 10 и наоборот. Аналитически эту зависимость можно выразить фopмyлoй/J 28 (1-0 ,) / где if- плотность спеченной заготовки , Jf - теоретическая плотность металла.
Для обеспечения возможности получения таких вытяжек на стане винтовой прокатки необходимо первый проход осуществлять на короткой оправке с небольшими вытяжками (Д ) , составЛЯЮЩИМИ//1 (0,2-0,4)/М;г. Причем соотношение зависит от исходной плотности заготовок. Эту зависимость можно выразить формулой
/0(/Ят /3т Прокатка на короткой оправке в этом случае обеспечивает проработку и повышение пластческих свойств как наружных, так и внутренних слоев металла. Увеличение доли коэффициента вытяжки при прокатке на короткой оправке (более 40% от j) невозможно вследствие недостаточной пластичности спеченной заготовки и появления треи1ин на внутренней поверхности трубной заготовки.
Последующая прокатка осуществляется на длинной плавающей оправке с коэффициентом вытяжки ( а)V составляющим/ 2. (1,4-2,5)// . Прокатка на длинной плавающей оправке обеспечивает высокое качество поверхности и допускает ведение процесса при повышенных вытяжках.вследствие отсутствия осевого сопротивления оправки.
Пример 1. Спеченные заготовки из сплава МВЗО (Мо + 30)N ) с исходной относительной плотностью у- /-Ут раскатывают на 3-валковом стане винтовой прокатки на короткой оправке при 1550 С с коэффициентом вытяжки 1,5 и затем на длинной плавающей оправке при 15бОС с коэффициентом вытяжки 3,45, что в 2,3 раза.превышает коэффициент вытяжки при раскатке на короткой опраВ ке. Суммарная вытяжка равна 5,18.
Полученные трубы размером 40x5 мм обладают высоким качеством поверхности и механическими свойствами (предел прочности при t 20 С 800-850 МПа, относительное удлинение
0 сГ 15-18%).
Короткие оправки изготавливают из жаропрочного сплава ЭП131, а длинные - из стали ЗХ2В8Ф. Последующая раскатка труб на стане ХПТР20-60
5 позволяет получить качественные трубы 30x2 мм, удовлетворяющие требованиям технических условий.
Пример 2. Раскатывают заготовки из спеченного молибдена диаметром 47 мм с внутренним отверсти0ем 027 мм. Первоначальную раскатку на короткой оправке, закрепленной на стерже проводят при 1350°С с коэффициентом вытяжки равным 1,8. Трубную заготовку размерами 45x10 мм
5 (О S) раскатывают на длинной плавающей оправке при с коэффициентом вытяжки 2,7, что в 1,5 раза превышает коэффициент вытяжки на первом этапе. Деформация с суммарной
0 вытяжкой / 5 позволяет полностью устранить остаточную пористость. Полученные молибденовые трубы обладают хорошими механическими свойствами: предел прочности 75-80 кг/мм и
5 относительное удлинение 20-25%-. Шероховатость наружной поверхности не превышает О,05-0,1,мм, внутренней поверхности - 0,02 мм, что особенно важно при дальнейшей обработке таких
0 труб на станах ТПТР.
Пример 3. Спеченные молибденовые заготовки раскатывают на короткой оправке рри 1300°С с коэффициентом вытяжки 1,50 и затем на длинной
5 плаванвдей оправке при 1150С с коэффициентом вытяжки равным б, что в 4,раза превышает коэффициент вытяжки при раскатке на короткой оправке. В результате прокатки по
0 этим режимам получают трубы с сильно измельченной нерекристаллизованной структурой. Результаты испытания образцов, вырезанных.из стенки трубы, следующие: предел прочности 805 85 кг/мм, относительное, удлинение не менее 20%. Столь высокие механические свойства наряду с хорошим качеством наружной и внутренней поверхностей труб дают возможность использовать их в качестве загото0вок для последующей теплой деформации без дополнительной термической обработки.
Пример 4. Заготовку из
с сплава MB-30 с плотнчэстью 7f/ff 0,8
наружным диаметром 80 мм и отверстием 0 30 мм раскатывают на короткой оправке, закрепленной на стержне, при 1500°С с коэффициентом вытяжки равным 2,22. Полученную трудную эа1ГОТОВКУ наружным диаметром 62 мм с отверстием . ф 35 мм раскатывеиот на длинной плавающей оправке при 1350 С с коэффициентом вытяжки 4,5 что в 2,25 раза превьниает коэффициент вытяжки на первом этапе. Деформацц.я с суммарной вытяжкой 10,0 позволяет полностью устранить- остаточную пористость и получить трубы с высокими механическими свойствгши: предел прочности 800-850 МПа,относительное удлинение 20-25%. Шероховатость наружной поверхности не превыщает 0,1 мм, внутренней поверхности - 0,05 мм, что позволяет проводить дальнейшую обработку таких труб на стане ХПТР 20-60 без дополнительной механической обработки внутренней поверхности.
Пример 5. Заготовку из технически чистого вольфрама с плотностью Т/Тгм Of85 наружным диаметром 75 мм и отверстием Ф30 мм раскатывают на короткой оправке, закрепленной на стержне, при 1700°С с коэффициентрм вытяжки равным 1,7. Полученнуй трубную заготовку наружным . Исхрдцая плотйость (7 ,
12-15
700-760 10-12 680-720
диаметром 62 с отверстием 0 35 мм раскатывают на длинной плавающей оправке при 1550с с коэффициентом вытяжки 3, что в 1,75 раза превышает коэффициент вытяжки на,первом этапе Деформация с суммарной вытяжкой 5,1 позволяет полностью устранить остаточную пористость и получить трубы с высокими механическими свойствами: предел прочности 950-1000
0 МПа, .относительное удлинение 20-25%.
Шероховатость, наружной поверхности .не превышает 0,1 мм, внутренней поверхности - 0,05 мм, что позволяет проводить дальнейшую обработку таких труб на ртане ХПТР 20-60 без
дополнительной механической обработки внутренней поверхности.,
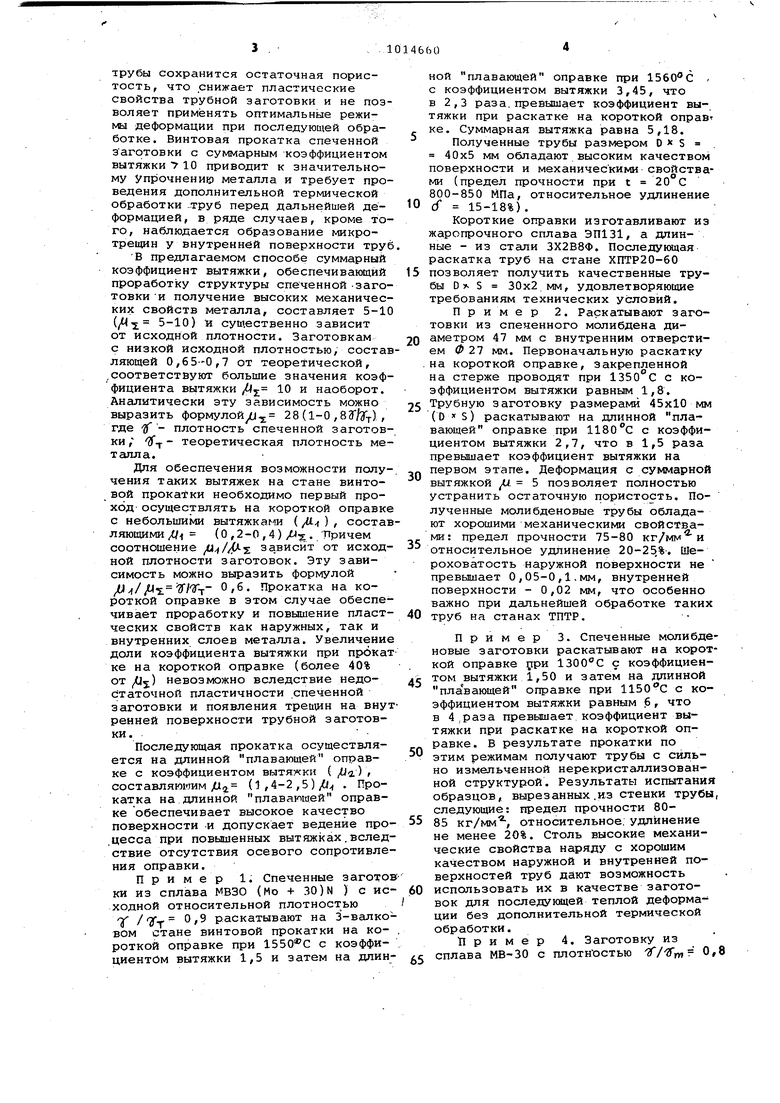
Результаты исследований механических свойств труб из сплавов молибдена МВ-30 при 20с, полученнЕЛХ по известному и предлагаемому способам, приведены в таблице.
Использование предлагаемого способа для получения труб из Мо и W позволяет улучшить условия работы и смазки оправок, что обеспечивает высокое качество труб при повышенных коэффициентах вытяжки, способствующих улучшению проработки структуры и улучшению механических свойств
трубы.
15-18
800-850 20-25 800-850 Известный способ МПа 1 tf, %SB г МПа | сГ, % Механические свойства Предлагаемый способ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства бесшовных труб из тугоплавких металлов | 1978 |
|
SU764754A1 |
| Способ изготовления биметаллических цилиндрических изделий | 1982 |
|
SU1087221A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 610×28-32×4700-5400 мм ИЗ СТАЛЕЙ МАРОК 15Х1М1Ф И 10Х9МФБ-Ш НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ТРУБОПРОВОДОВ ПРОМЕЖУТОЧНОГО ПЕРЕГРЕВА ПАРА КОТЕЛЬНЫХ УСТАНОВОК С ПОВЫШЕННЫМИ МЕХАНИЧЕСКИМИ СВОЙСТВАМИ | 2012 |
|
RU2522514C1 |
| Способ получения полой заготовки с дном | 1988 |
|
SU1563796A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ ГИЛЬЗ С ПОВЫШЕННОЙ КРИВИЗНОЙ | 2012 |
|
RU2502570C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 377Х14-60 ММ ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10Х9МФБ-Ш | 2012 |
|
RU2516161C1 |
| Способ изготовления горячедеформированных тонкостенных трубных изделий из титана и титановых сплавов | 2020 |
|
RU2754542C1 |
| Способ раскатки полой заготовки на оправке в трехвалковом стане винтовой прокатки и рабочий валок для его осуществления | 2019 |
|
RU2723494C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 530Х25-60 ММ ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10Х9МФБ-Ш | 2012 |
|
RU2514240C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 377×14-60 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРКИ 10Х9МФБ-Ш | 2012 |
|
RU2537682C2 |
СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ПЕЧЕННЫХ ТУГОПЛАВКИХ СПЛАВОВ, включающий прессование и спекание заготовки, нагрев, винтовую прокатку, отличающий ся тем, что, с целью улучшения механических свойств, заготовку прессуют полой формы, а винtoвyю прокатку осуществляют в два этапа с суммарным коэффициентом вытяжки, составляющим 5-10, причем коэффициент вытяжки на втором этапе в 1, раза превышает коэффициент вытяжки на первом этапе. (Л с
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Коликов А | |||
| П., Потапов И | |||
| Н | |||
| Бондарев .М.- А | |||
| и др | |||
| Пластическая деформация металлов и сплавов | |||
| МИСиС, сб | |||
| Прибор для массовой выработки лекал | 1921 |
|
SU118A1 |
| М.-, Металлургия% 1979, с | |||
| Реверсивный дисковый культиватор для тросовой тяги | 1923 |
|
SU130A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР | |||
| по заявке 2955948/02, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| . | |||
