Изобретение относится к области обработки металлов давлением, а именно производству бесшовных труб и может быть применимо при раскатке полых заготовок валками на оправке в стане винтовой прокатки.
Наряду с процессом прошивки, обеспечивающим получение полой заготовки, раскатка полых заготовок является неотъемлемой частью производства бесшовных труб. Уровень техники в данной области решает техническую проблему повышения качества бесшовных труб, получаемых из непрерывнолитой заготовки, склонных к образованию дефектов внутренней поверхности трубы, но не приводит к получению качественных бесшовных труб широкого размерного сортамента при сокращении размерного ряда полых заготовок.
Известен способ раскатки полых заготовок валками на плавающей оправке в трехвалковом стане винтовой прокатки (SU №113579), включающий захват полой заготовке, интенсивную деформацию стенки гребнем на короткой плавающей оправке, деформацию заготовки по диаметру. Способ позволяющий осуществлять процесс раскатки с большими обжатиями по диаметру на плавающей оправке.
В известном способе деформация полой заготовки в начале осуществляется за счет обжатия по стенке, а затем - за уменьшения диаметра. Таким образом, при использовании данного способа обжатие по диаметру ограничено. Это связано с повышением овальности заготовки и снижению устойчивости процесса раскатки при больших деформациях по диаметру.
Кроме того, использование короткой плавающей оправки может привести к технической проблеме, связанной с низкой износостойкостью такой оправки. Контакт короткой оправки с разогретым до температуры прокатки металлом осуществляется на небольшой длине, что приводит к существенному локальному разогреву и износу в области контакта.
Другой технической проблемой является наличие дополнительного оборудования на выходной стороне стана, необходимого для удержания перед прокаткой оправки. За счет необходимости установки оправки в очаге деформации, повышается время настройки стана в паузах между прокатками гильз, что снижает его производительность и маневренность.
В качестве ближайшего аналога к заявляемому способу, выбран способ раскатки гильз на трехвалковом стане винтовой прокатки (Ф.А. Данилов, А.З. Глейберг, В.Г. Балакин «Горячая прокатка и прессование труб». М.: Металлургия, 1962 г., с. 398-408, далее - книга), включающий захват полой заготовки, деформацию по диаметру, интенсивную деформацию стенки гребнем, калибровку по диаметру и стенке. Особенность способа заключается в том, что основная деформация полой заготовки осуществляется путем ее обжатия по толщине стенки гребнем на величину (1,18…1,25)⋅h, где h - высота гребня, что может составлять до 90% от исходной толщины стенки. Величина обжатия по толщине стенки зависит от размеров полой заготовки. Обжатие по диаметру захватным конусом валка осуществляется на величину до 5% с целью улучшения условий захвата и выбора технологического зазора между внутренней поверхностью гильзы и оправкой.
Данный способ позволяют производить бесшовные трубы с жесткими допусками по геометрическим размерам, а также обеспечивать высокую маневренность - возможность несложной и быстрой перестройки на прокатку труб другого диаметра. Жесткие допуски по геометрическим размерам характеризуются высокой точностью по толщине стенки в пределах ±6,0% от номинальной и диаметру в пределах ±0,5% от номинального размера диаметра. Кроме того, известный способ обеспечивает прокатку труб с отношением диаметра к толщине стенки (D/S) от 4 до 11.
Однако анализируемый способ не позволяет осуществлять раскатку гильз с высоким обжатием по диаметру, тем самым не обеспечивает необходимую проработку структуры металла для получения качественных труб, получаемых из непрерывнолитой заготовки.
Кроме того, известный способ предполагает использование широкого размерного сортамента катаных заготовок с дробностью по диаметру 5-10 мм вследствие того, что обжатие по диаметру не превышает 6 мм. Использование непрерывнолитой заготовки является затруднительным, т.к. их получение с дробностью по диаметру 5-10 мм технологически и технически задача довольно сложная.
Известен рабочий валок трехвалкового раскатного стана, который имеет конус захвата, конус обжатия стенки перед гребнем, гребень, раскатной и калибрующий конус. Валок имеет следующие технические характеристики, ограничивающие достижения указанного ниже технологического решения. Угол наклона образующей конуса захвата к оси прокатки составляет 2,5-3°, который не позволяет осуществлять дополнительную деформацию по диаметру более чем на 5%, при этом конус обжатия перед гребнем имеет ограниченную длину и предназначен для выполнения обжатия по стенке с целью улучшения условий деформации заготовки на гребне валка. Указанные характеристики не позволяют осуществлять дополнительную деформацию по диаметру (Чикалов С.Г. Производство бесшовных труб из непрерывнолитой заготовки / под науч. ред. А.П. Коликова. - Волгоград: Комитет по печати и информациию 1999. - 416 с.) (Чикалов С.Г. Производство бесшовных труб из непрерывнолитой заготовки / под науч. ред. А.П. Коликова. - Волгоград: Комитет по печати и информациию 1999. - 416 с.).
В указанной выше Книге Ф.А.Данилова, А.З. Глейберга, В.Г. Балакина также раскрыт рабочий валок, снабженный конусом захвата, гребнем раскатным и калибрующим участками. Данное техническое решение выбрано в качестве ближайшего аналога к предлагаемому устройству.
Известный рабочий валок имеет захватной конус с углом наклона образующей к оси прокатки не более 3°, который позволяет осуществлять стабильный захват переднего торца полой заготовки, осуществлять деформацию стенки перед гребнем, а так же ее интенсивную деформацию гребнем. Ввиду небольшого угла наклона образующей конуса захвата к оси прокатки, рабочий валок не обеспечивает должное обжатие по диаметру, которое привело бы к сокращению размерного ряда заготовок.
Группа изобретений решает техническую проблему получения на трехвалковом стане винтовой прокатки качественных бесшовных труб широкого размерного сортамента из непрерывнолитых катаных заготовок с сокращением размерного ряда таких заготовок.
Технический результат, обеспечиваемый способом, заключается увеличении циклов деформации, способствующих проработке структуры металла непрерывнолитой заготовки с обеспечением возможности получения широкого размерного сортамента получаемых труб из заданных диаметров исходной заготовки при сокращении размерного ряда самих заготовок.
Технический результат, достигаемый устройством в качестве валка трехвалкового раскатного стана винтовой прокатки, заключается в надежном захвате заготовки и возможности осуществлять дополнительную деформацию полой заготовки по диаметру.
Предлагаемый способ раскатки полой заготовки на оправке в трехвалковм стане винтовой прокатки включает захват полой заготовки валками, деформацию полой заготовки по диаметру, деформацию по стенке, интенсивную деформацию стенки гребнем, калибровку по диаметру и стенке, при этом в данном способе деформацию полой заготовки по диаметру ведут с обжатием на величину εр, равную 0,25…0,88 от суммарной деформации.
Предлагаемый рабочий валок трехвалкового стана винтовой прокатки выполнен с конусом захвата, имеющим основной участок, смежный с гребнем, раскатной и калибрующий конус, причем конус захвата выполнен с дополнительным участком, имеющим угол наклона к оси прокатки, равный 5…15°.
В изобретении-способе за счет вышеуказанной деформации по диаметру увеличивается количество последовательных деформаций заготовки валками трехвалкового раскатного стана или, иными словами, увеличивается количество циклов деформации. Это происходит благодаря тому, что увеличивается суммарное обжатие. Так, совместно с увеличением количества циклов деформации металл заготовки испытывает большее число разнонаправленных деформаций обусловленных наличием сжимающих напряжений под каждым валком и растягивающих в зазоре между смежными валками. При большом количестве циклов деформации и ее разнонаправленности в условиях винтовой прокатки создаются благоприятные условия для развития сдвиговых деформаций в металле, что дает возможность интенсивно воздействовать на его структуру и механические свойства, предупредить образования дефектов внутренней поверхности и повысить качества получаемых труб. Вместе с проработкой структуры и свойств металла, дополнительное обжатие по диаметру позволяет осуществлять процесс раскатки стабильнее и, вместе с тем, приводит к возможности использовать непрерывнолитую заготовку для широкого размерного сортамента получаемых труб, при этом сократить количество типоразмеров используемых заготовок.
Использование рабочего валка с дополнительным конусом захвата, имеющим углом наклона образующей к оси прокатки 5…15°, позволяет стабильно выполнять захват заготовки и ее деформацию по диаметру на требуемую, в соответствии с предлагаемым способом, величину.
Изобретение поясняется чертежами:
- на фигуре 1 изображено продольное сечение полой заготовки и валка;
- на фигуре 2 изображено поперечное сечение полой заготовки и трех валков стана.
Очаг деформации (фиг. 2) трехвалкового стана в процессе раскатки полой заготовки 1 образован валками 2, вращающимися в одном направлении с цилиндрической оправкой 3.
На валке 2 позициями обозначены следующие участки (фиг. 1):
- 4 - дополнительный участок захвата;
- 5 - основной участок захвата;
- 6 - гребень;
- 7 - участок, калибрующий по стенке
- 8 - участок, калибрующий по диаметру.
При осуществлении раскатки, полая заготовка с наружным диаметром Dг, толщиной стенки Sг задается в очаг деформации, где на участке 4 осуществляется захват валками 3, обжатие заготовки по диаметру на величину ΔDP, обжатие по стенке перед гребнем.
Гребнем 6 осуществляется интенсивное обжатие стенки заготовки в силу сосредоточенной нагрузки, обеспечивающей наилучшие условия для проработки заготовки.
Суммарное абсолютное обжатие по стенки участками 4 и 5 составляет ΔS.
Ниже показана взаимосвязь между абсолютными значениями обжатия заготовки по диаметру, толщине стенки и деформациями. Суммарное обжатие по диаметру ΔD и толщине стенки определяется по формуле (1):

При этом суммарная деформация с учетом дополнительного обжатия по диаметру и обжатия по стенке εр составляет (2):

где εр - дополнительная деформация по диаметру.
Тогда дополнительную деформацию по диаметру εр можно определить по формуле (3):

Таким образом, чтобы обеспечить на дополнительном участке 4 стабильный захват полой заготовки и ее дополнительную деформацию, позволяющую эффективно прорабатывать структуру металла с возможностью расширения размерного сортамента получаемых труб, отношение дополнительной деформации по диаметру к суммарной - εp/εd должно составлять 0,25…0,88.
При εp/εd меньше 0,25, что характерно при раскатке труб из заготовок диаметром (220-240) мм, дополнительная деформация по величине будет сопоставима с деформацией участком захвата согласно прототипу, т.е. менее 5%, что не даст положительного эффекта при использовании способа. Количество циклов деформации будет недостаточным, чтобы развить сдвиговые деформации в металле полой заготовки. Небольшие обжатия по диаметру 5-10 мм не позволят расширить размерный сортамент получаемых труб.
При εp/εd больше 0,88, что характерно при раскатке труб из заготовок диаметром (115-120) мм, зазор между внутренней поверхностью полой заготовки и оправкой будет большим, это приведет к потере устойчивости захвата полой заготовкой оправку, биению оправки о внутреннюю поверхность трубы, что приводит к «разлохмачиванию» заднего конца полой заготовки. Наличие биения оправки о заготовку увеличивает динамические нагрузки, испытываемые заготовкой, что негативно сказывается на форму и геометрические размеры получаемых труб. При высоких динамических нагрузках возможно образование гранения получаемых труб.
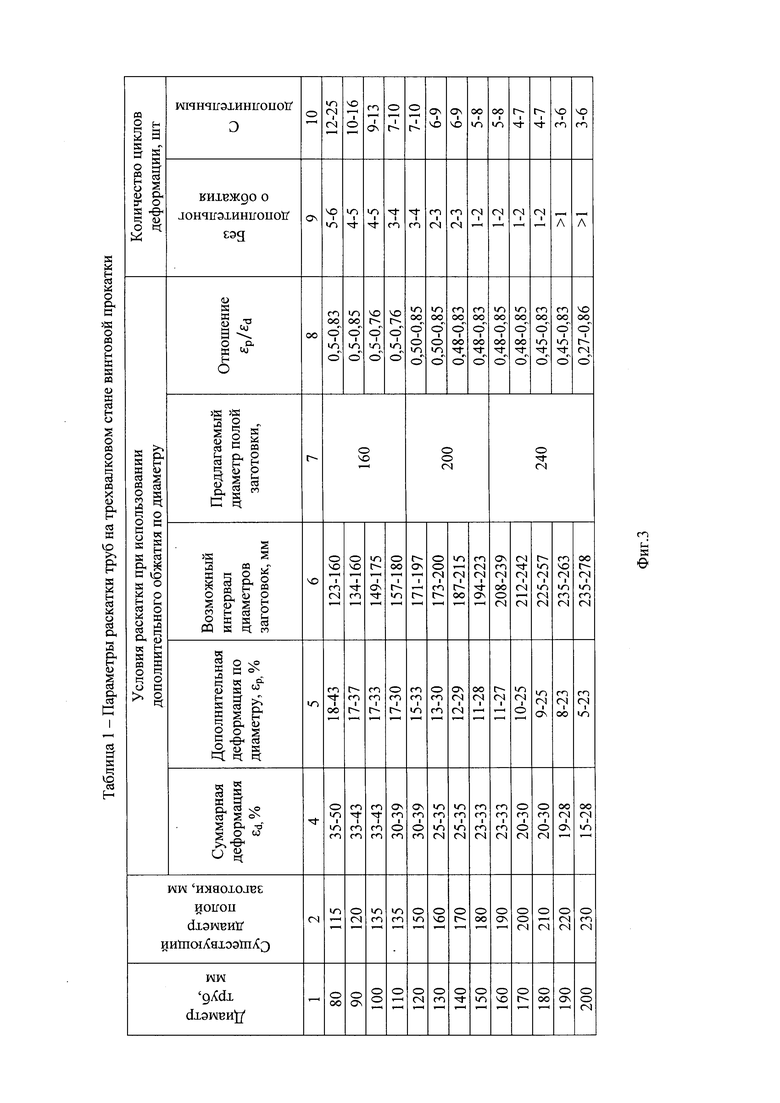
Приведем пример расчета параметров раскатки по предлагаемому способу. Суммарная деформация определяется по формуле (2), при этом необходимо учитывать, что дополнительная деформация должна составлять (0,25…0,88) от суммарной. Результаты расчета представлены в таблице 1 для труб диаметром 80-200 мм (Чикалов С.Г. «Производство бесшовных труб из непрерывнолитой заготовки»/ под научн. ред. А.П. Коликова. - Волгоград: комитет по печати и информации. 1999 с. 299-405.). В таблице также представлены существующий диаметр заготовки 115-230 мм с шагом 5-10 мм, применяемые при получении указанных труб.
Как видно из результатов расчета в таблице 1 (фиг. 3), в зависимости от диаметра полой заготовки Dг и величине дополнительной деформации по диаметру, суммарная деформация заготовки может быть определено по эмпирической зависимости (4)

Суммарная деформация εd, определяемая по формуле (4), удовлетворяет вышеуказанным условиям дополнительной деформации и позволяет эффективно прорабатывать структуру металла с возможностью расширения размерного сортамента получаемых труб. Это хорошо заметно если обратить внимание на столбец 6 таблицы 1 (фиг. 3) «Возможный интервал диаметров заготовки». В случае применения дополнительной деформации по диаметру, трубу диаметром 80 мм можно получать не из полой заготовки диаметром 115 мм, а из заготовок диаметрами 123-160 мм. Иными словами, расширяется возможность получения труб из широкого диаметрального размерного сортамента заготовок и, наоборот, получение широкого размерного сортамента труб из заданных диаметров полой заготовки. Как показано в таблице 1 столбец 7 трубы диаметром 80-120 мм можно получить из полой заготовки диаметром 160 мм. Шаг диаметрального размера заготовок при применении указанного способа составляет 30-40 мм вместо 5 мм.
Количество циклов деформации зависит от величины суммарной деформации заготовки по диаметру и толщине стенки. Поскольку в предлагаемом способе суммарная деформация увеличивается за счет дополнительной, то количество циклов деформации будет зависеть от ее величины. В процессе раскатки с дополнительным обжатием полой заготовки по диаметру, увеличивается кол-во циклов деформации. За счет вращательного движения полой заготовки в очаге деформации, как видно в поперечном сечении (фиг. 2), она испытывает сжимающие напряжения под валком и растягивающие - между валками. При этом металл заготовки подвержен большему число разнонаправленных деформаций, что в условиях винтовой раскатки создает благоприятные условия для развития сдвиговых деформаций в металле подобно равноканальному угловому прессованию (Логинов Ю.Н. Прессование как метод как метод интенсивного прессования металлов и сплавов / Ю.Н. Логинов - Екатеринбург, Издательский дом уральского университета, 2016, с. 112-123.).
Проработка структуры в равноканальном угловом прессовании осуществляется за счет наличия и интенсивного воздействия сдвиговых деформаций (Семенова И.П., Саитова Л.Р., Исламгалиев Р.К. и другие авторы статьи «Эволюция структуры сплава ВТ6, подвергнутого равноканальному угловому прессованию», журнал «Физика металлов и металловедение», 2005, т. 100. №1, стр. 77-84). В процессе винтовой раскатки воздействие сдвиговых деформаций по аналогии с равноканальным угловым прессованием осуществляет интенсивную проработку структуры. В таблице 1 (фиг. 3) продемонстрировано количество циклов деформации при раскатке без дополнительной деформации и с дополнительной деформацией согласно представленным режимам. При этом при дополнительной деформации количество циклов деформации увеличивается в 2,5-6 раз.
Предлагаемый способ осуществляется с использованием рабочих валков, каждый из которых выполнен с дополнительным конусом захвата, имеющим угол наклона образующей к оси прокатки (ϕ1 и размещенным перед конусом захвата с углом наклона образующей к оси прокатки ϕ2. Угол ϕ1 должен обеспечивать необходимые режимы деформации при сохранении основных габаритных размеров рабочего валка. Связь между дополнительным обжатием по диаметру ΔDp, углом ϕ1 и длиной конуса дополнительного захвата  можно представить соотношением (5):
можно представить соотношением (5):

Согласно соотношению (5) при больших значениях дополнительного обжатия по диаметру, например, 60 мм, согласно условию εp/εd=0,25…0,88, при угле ϕ1 менее 5°, длина  составляет более 350 мм, что существенно увеличивает габариты рабочего валка. В случае, когда ϕ1 более 15°, ухудшаются условия захвата переднего торца полых заготовок, особенно при раскатке заготовок диаметром 150…230 мм. Наиболее рациональные значения угла ϕ1 позволяющие решить поставленную задачу составляют 5…15°. Второй участок - конус захвата выполнен с углом наклона образующей к оси прокатки ϕ2, равным 2,5°. На участке очага деформации, образованным этим конусом захвата, осуществляется выполнение условия вторичного захвата - захвата оправки внутренней поверхностью полой заготовки и деформацию перед гребнем. Угол ϕ2 равный 2,5° обеспечивает стабильный вторичный захват и позволяет осуществлять минимальную необходимую деформацию стенки перед гребнем.
составляет более 350 мм, что существенно увеличивает габариты рабочего валка. В случае, когда ϕ1 более 15°, ухудшаются условия захвата переднего торца полых заготовок, особенно при раскатке заготовок диаметром 150…230 мм. Наиболее рациональные значения угла ϕ1 позволяющие решить поставленную задачу составляют 5…15°. Второй участок - конус захвата выполнен с углом наклона образующей к оси прокатки ϕ2, равным 2,5°. На участке очага деформации, образованным этим конусом захвата, осуществляется выполнение условия вторичного захвата - захвата оправки внутренней поверхностью полой заготовки и деформацию перед гребнем. Угол ϕ2 равный 2,5° обеспечивает стабильный вторичный захват и позволяет осуществлять минимальную необходимую деформацию стенки перед гребнем.
Таким образом, угол наклона образующей к оси прокатки дополнительного участка захвата валка составляющий 5…15° позволяет обеспечить надежный захват заготовки и осуществлять дополнительную деформацию полой заготовки по диаметру.
Приведем пример режимов раскатки труб диаметром 80, 110, 120, 150, 160 и 200 мм с соотношением D/S=7 по предлагаемому способу из заготовок диаметром 160, 200 и 240 мм, с использованием рабочего валка с углом наклона образующей конуса обжатия к оси прокатки 10°. В таблице 2 (фиг. 4) представлены режимы раскатки по предлагаемому способу. Трубу диаметром 80 мм со стенкой 13 мм, можно получить из заготовки диаметром 160 мм. При этом обжатие по диаметру составляет 50 мм, деформация по диаметру - 31%, что составляет 0,70 от суммарной, это позволяет эффективно увеличить количество циклов деформации и проработать структуру металла, при этом обеспечивается возможность получения трубы из заготовки диаметром 160 мм, а не 115 мм.
Таким образом, можно отметить технический результат, достигаемый способом раскатки:
- за счет дополнительной деформации благодаря дополнительному участку захвата валка увеличивается обжатие по диаметру, также увеличивается количество циклов деформации, что способствует проработке структуры металла непрерывнолитой заготовки;
- обеспечивается возможность получения широкого размерного сортамента получаемых труб из заданных диаметров исходной заготовки при сокращении размерного ряда самих заготовок;
- исключается операция дополнительного переката непрерывнолитой заготовки на меньший диаметр.
Применение рабочего валка с дополнительным конусом обжатия позволяет расширить возможности варьирования режимами обжатия полых заготовок по диаметру, осуществлять стабильный процесс деформации в условиях раскатки с дополнительным обжатием по диаметру.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ | 2012 |
|
RU2489221C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ТРУБ НА ТРУБОПРОКАТНЫХ АГРЕГАТАХ С ТРЕХВАЛКОВЫМ РАСКАТНЫМ СТАНОМ | 2013 |
|
RU2556164C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 1998 |
|
RU2138348C1 |
| Способ производства труб | 1979 |
|
SU839631A1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ | 2021 |
|
RU2773967C1 |
| Технологический инструмент прошивного косовалкового стана | 1978 |
|
SU749469A1 |
| Технологический инструмент для поперечно-винтовой прокатки | 1983 |
|
SU1138197A1 |
| СПОСОБ РАСКАТКИ ГИЛЬЗ | 2006 |
|
RU2320433C2 |
| Валок трехвалкового раскатного стана | 1985 |
|
SU1268221A1 |
| Способ раскатки трубных заготовок | 2019 |
|
RU2722952C1 |


Группа изобретений относится к области обработки металлов давлением, а именно производству бесшовных труб, и может быть применима при раскатке полых заготовок валками на оправке в стане винтовой прокатки. Способ включает захват полой заготовки валками, деформацию полой заготовки по диаметру, деформацию по стенке, интенсивную деформацию стенки гребнем, калибровку по диаметру и стенке. Возможность получения широкого размерного сортамента получаемых труб из заданных диаметров исходной заготовки при сокращении размерного ряда самих заготовок обеспечивается за счет того, что деформацию полой заготовки по диаметру ведут с дополнительным обжатием на величину εр, равную 0,25…0,88 от суммарной деформации. Рабочий валок имеет конус захвата, имеющий основной участок, смежный с гребнем, и дополнительный участок с углом наклона к оси прокатки, равный 5…15°. Валок выполнен с раскатным и калибрующим конусом. Технический результат заключается в увеличении количества циклов деформации, что способствует проработке структуры металла непрерывнолитой заготовки. 2 н.п. ф-лы, 4 ил.
1. Способ раскатки полой заготовки валками трехвалкового раскатного стана винтовой прокатки на оправке, включающий захват полой заготовки валками, деформацию полой заготовки по диаметру, деформацию по стенке, деформацию стенки гребнем, калибровку по диаметру и стенке, отличающийся тем, что деформацию полой заготовки по диаметру ведут с дополнительным обжатием на величину εр, равную 0,25…0,88 от суммарной деформации.
2. Рабочий валок трехвалкового раскатного стана винтовой прокатки, имеющий конус захвата с основным участком, смежным с гребнем, раскатной и калибрующий конус, отличающийся тем, что конус захвата выполнен с дополнительным участком, имеющим угол наклона к оси прокатки, равный 5…15°.
| Способ прокатки труб на раскатном трехвалковом стане косой прокатки | 1957 |
|
SU113579A1 |
| Валок трехвалкового раскатного стана | 1985 |
|
SU1268221A1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2455092C1 |
| DE 3717698 A1, 02.05.1991. | |||

