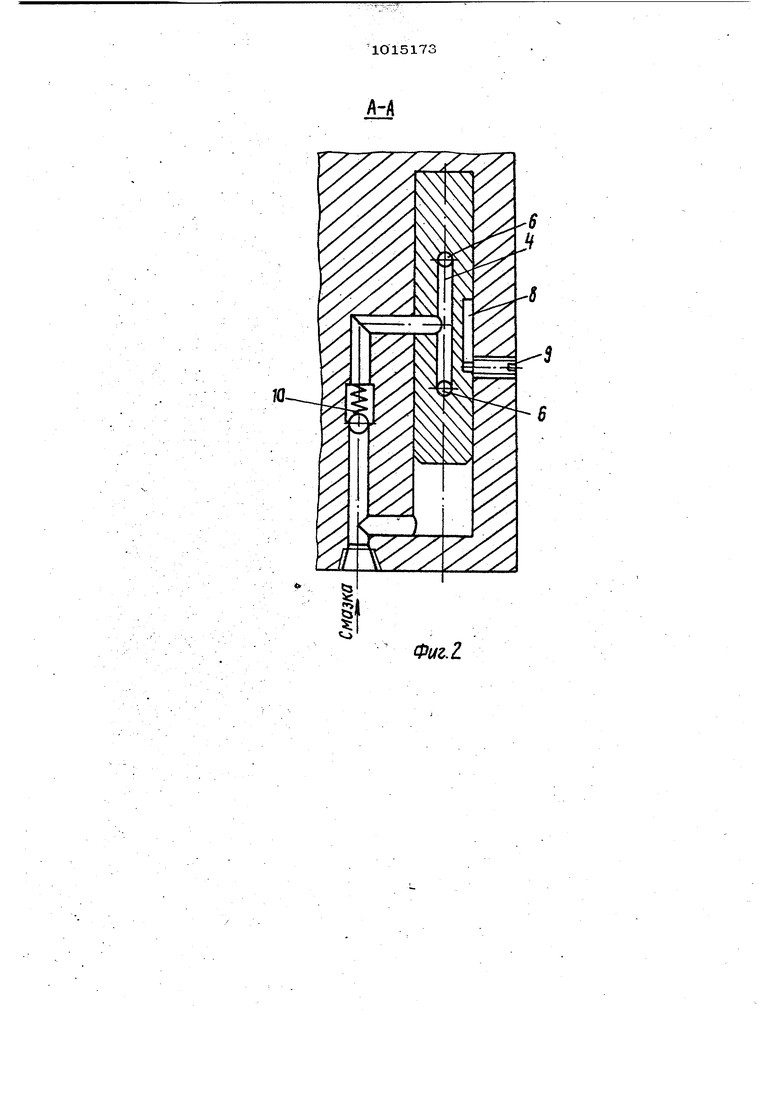
Изобретение оаносится к мадгянострое ншо, а именно к переработке пластически масс в литьевых маипшах, и может быть использовано также для обдува штампов и вх смазки. Известно устройство, в котором кроме смазки предусмотрен обдув изделий С З Недостатками его являю1ч;я( сложност изготовления, попадание смазки на всю поверхность штамп в гом числе на нерабо чую ее часть, что ведет к увеличению ра хода смазки, распыление смазки, происходит в распылительной головке, что повы шает дисперсность распыляемой жидкости Цель изобретения - у прощение конструкции, экономия смазки и улучшение обду ва пресс-формы. Указанная цель достигается тем, что в устройстве, содержавшем плиту прессформы и поршень с продольными и поперечными каналами подвода смазывающей лсидкости и газа в зону распыления, поршень выполнен с полусегментообразнымтйг пазами. Пазы предназначены для обдуза оформляюц;их деталей пресс-формы, а также для очистки каналов подвода жидкости И газа в зоны распыления от загустевшей смазки. Устройство может иметь несколько парных Ш1Н одиночных выходов распыленной жидкости через сбпла на пресс-форму На фиг. 1 изображено устройство для обдува и смазки пресс-форм, общий вид )На фиг.. 2 - разрез А-А на фиг, 1; на .фиг. 3 - устройство с тремя выходными соплами общий вид; на фиг. 4 -. разрез . Б-БНа фиг. 3, Устройство состоит из плиты пресс-фор мы 1, в которой выполнены отверстия „ подвода газа и смазки. В плите расположены направляюише отвьрстия для поршня 2 и выходные сопла 3. Поршень 2 имеет продольное отверстие 4 для подвода распыляемой жидкости в зоны 5 распыления и поперечные отверстия 6 для подвода газа. В поршне выполнены полусегментообразные пазы 7. Для фиксации поршня в данном положе НИИ имеется паз 8 н стопор 9. Обратный клапан 10 устоновлец в кан ле подвода смазки за отверстием подвода смазываюшей жидкости в нижнюю часть устройства. Устройство работает следующим образом. В исходном положении поршень 2 находится в крайнем нижнем положении, при этом все каналы подвода жидкости и газа в шште пресс-формы 1 перекрыты телом поршня 2. Газ находится под постоянным давлением. При подаче жидкости создается давление в нижней части устройства и поршень 2 поднимается вверх, при этом от.крываются продольные каналы подвода газа в плите и происходит обдув пресс-формы через поперечные отверстия 6 2 для очистки ее оформляющих частей от продуктов износа. Обдув производится потоком газа по полусегментообразным пазам 7 поршня 2 до тех -пор, пока продольный канал 4 поршня 2 подвода жидкости в зону распыления не совпадет с поперечным отверстием подвода жидкости в плите и тогда жидкость начнет распыляться в зонах 5 через сопла 3 плиты пресс-формы. В зависимости от размеров и конфигурации пресс-формы .направление факела и время распыления может менять ся. Затем при отключении подачи жидкости поршень 2 медленно опускается в исходное положение под действием своего веса, Обратный клапан Ю предохраняет от попадания газа в магистраль подвода жидКОСТ.И, а также от увеличения давления в каналах подвода жидкости при опускании поршня. Газ же поступает через поперечные отверстия 6 и полусегментообразные пазы 7 и очищает каналы от остатков смазки, что позволяет начать следующий цикл работы устройства при отсутствии капель загустевшей смазки в системе. Поршень опускается в. нижнее положение, перекрывая каналы подвода жидкости и . газа в зоны распыления. Подъем поршня 2 и его нижнее положение фиксируется пазом 8 и стопором 9, Предлагаемое устройство позволяет .упростить констукцию, предназначенную для обдува пресс-формы и распыления смазывающей жидкости. Отсутствует силовпя система возврата поршня в.исходное положение. Экономится металл, так как в конструкции устройства используется плита пресс-формы. В предлагаемом устройст ве распыление смазывающей жидкости с одной плиты непосредственно на другую, расположенную напротив, происходит по наименьшему расстоянию. В результате смазка наносится локально на элементы оформляющих деталей, что способствует экономии смазки до 15-20%.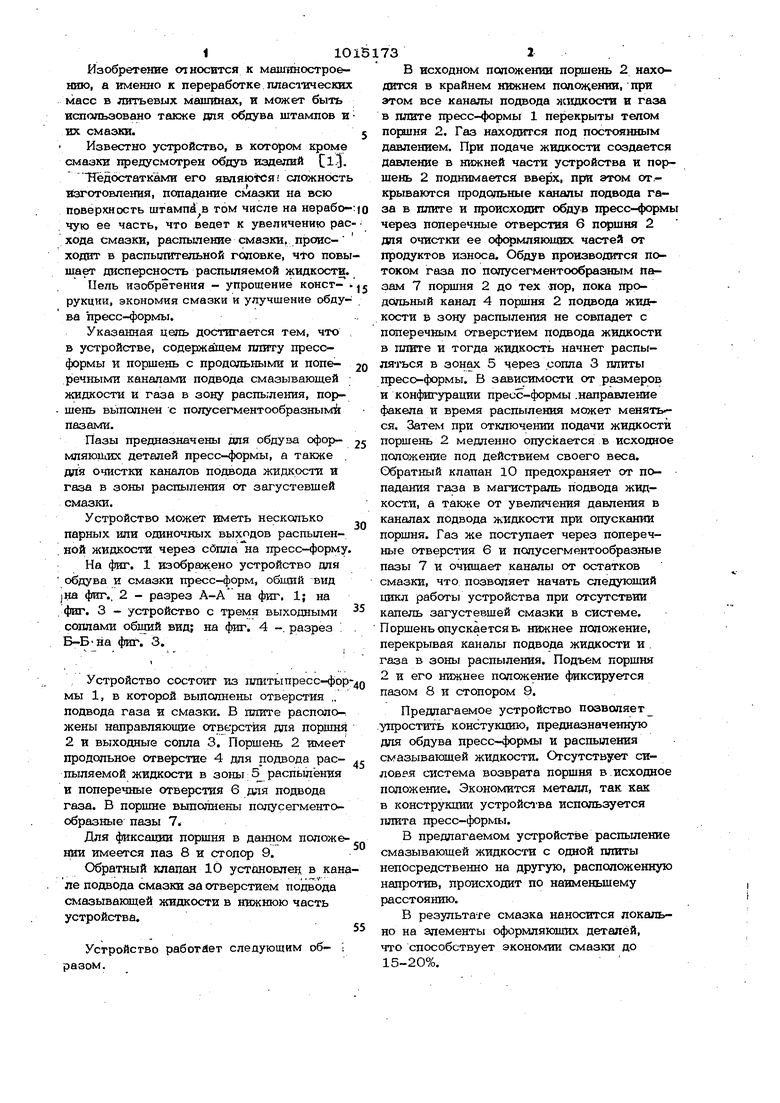
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пульсирующей подачи жидкости | 1980 |
|
SU956037A1 |
| УСТРОЙСТВО ДЛЯ СМАЗКИ И ОБДУВА ПРЕСС-ФОРМЫ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1997 |
|
RU2108202C1 |
| Устройство для автоматической смазки штамповочного инструмента | 1983 |
|
SU1117431A1 |
| УСТАНОВКА ДЛЯ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1989 |
|
RU2031757C1 |
| Устройство для подачи смазывающей технологической среды | 2021 |
|
RU2772476C1 |
| ДОЗИРУЮЩАЯ СИСТЕМА | 2001 |
|
RU2280769C2 |
| Устройство для подачи смазывающих технологических сред | 2021 |
|
RU2761401C1 |
| Устройство для подачи смазывающих технологических сред | 2021 |
|
RU2760691C1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1982 |
|
SU1211074A1 |
| Пневматическая форсунка | 1987 |
|
SU1450880A1 |
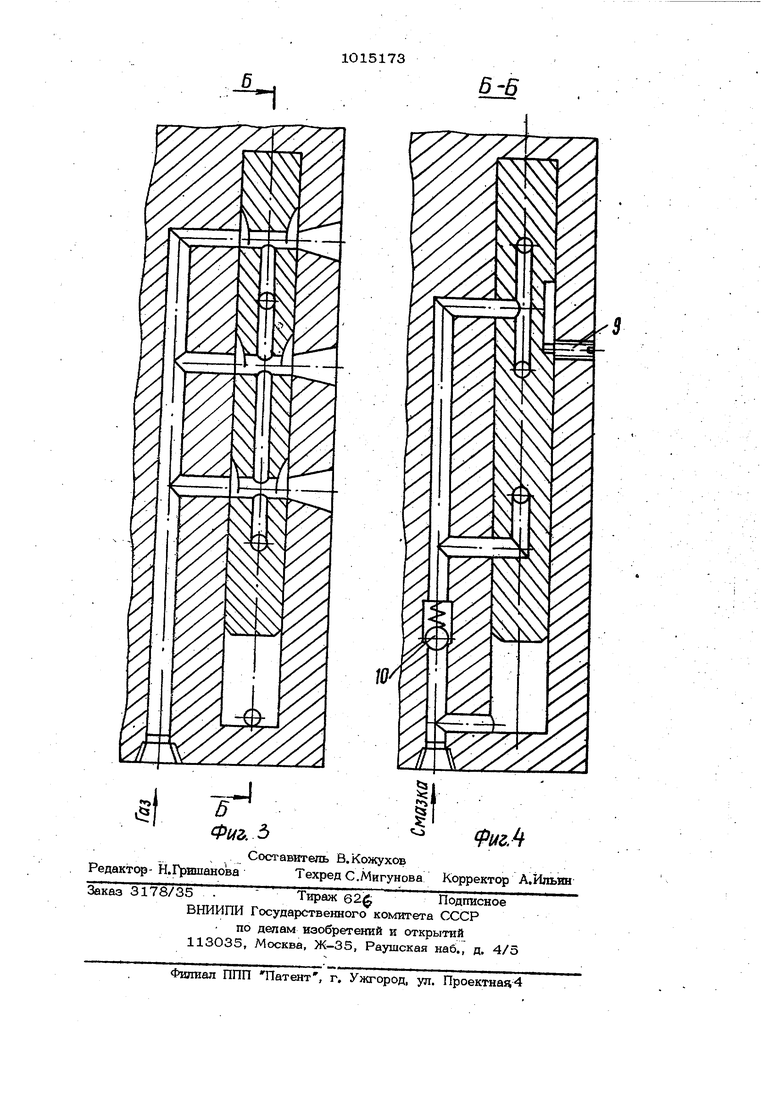
УСТРОЙСТВО ДЛЯ ОБДУВА И СМАЗКИ ПРЕСС-ФОРМ, содермсащёе плиту пресс-формы, поршень с продольными и поперечными канапамЕ подвода смазывающей жидкoci и и газа в зову распыления, отличающееся тем/что,, с целью упрощения устройства 9конся«(вн смазки и улучшения обдува пресс-фо|н 1ы, в поршне выполнены попусегмёнтообраэ. ные пазы. S
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Деревянный торцевой шкив | 1922 |
|
SU70A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
