1
Изобретение относится к переработке полимерных материалов в изделия и может быть использовано при изготовлении изделий из термопластов литьем под давлением.
Цель изобретения - повышение надежности работы литьевой .
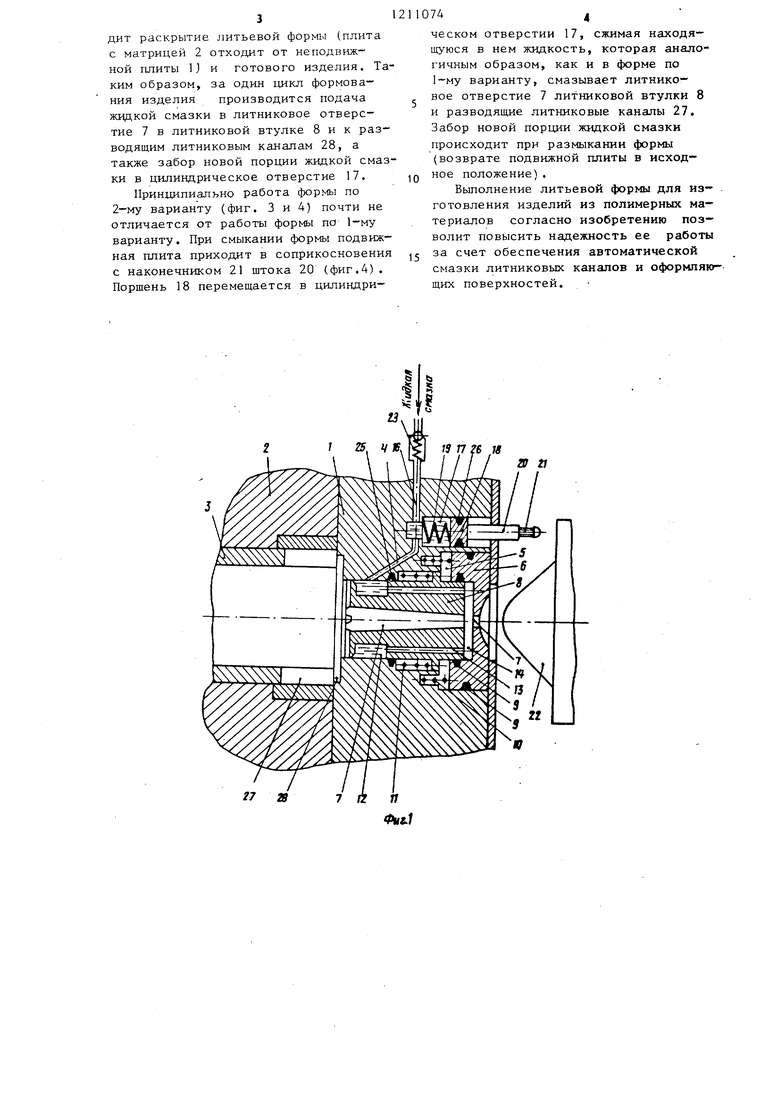
На фиг.1 и 2 показана литьевая форма, разрез, (автоматическое смазывание оформляющих поверхностей производится при перемещении инжек- ционного цилиндра литьевой машины) 1-й вариант.
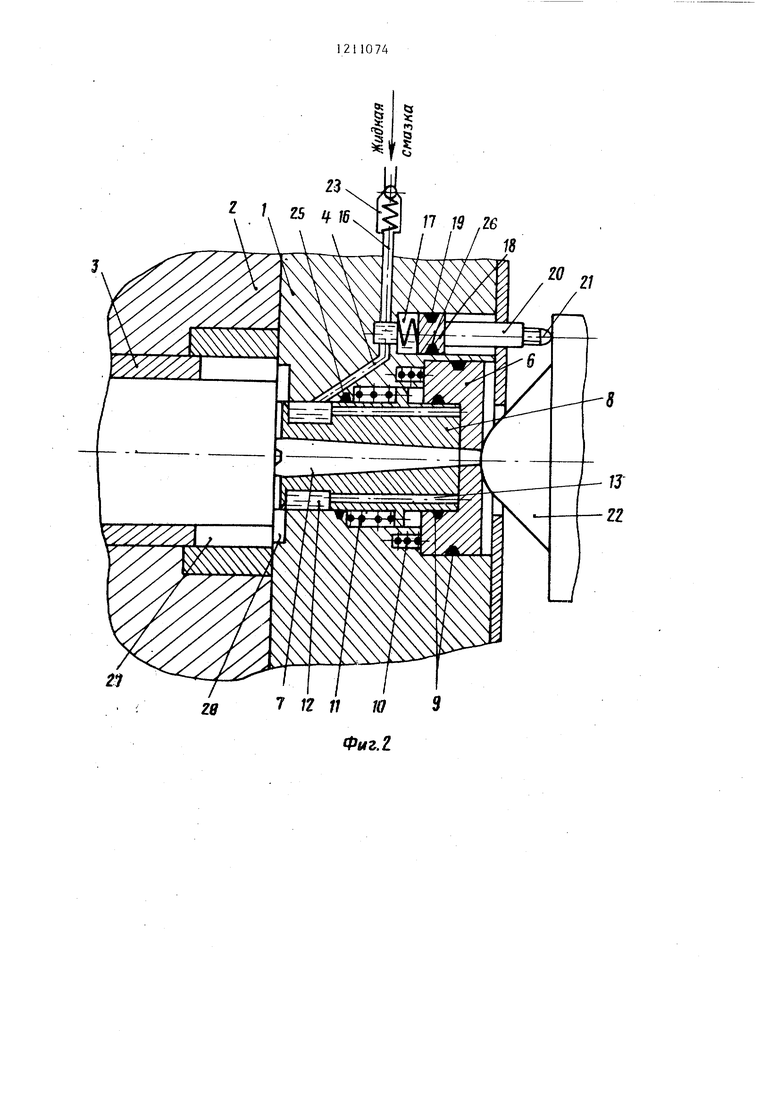
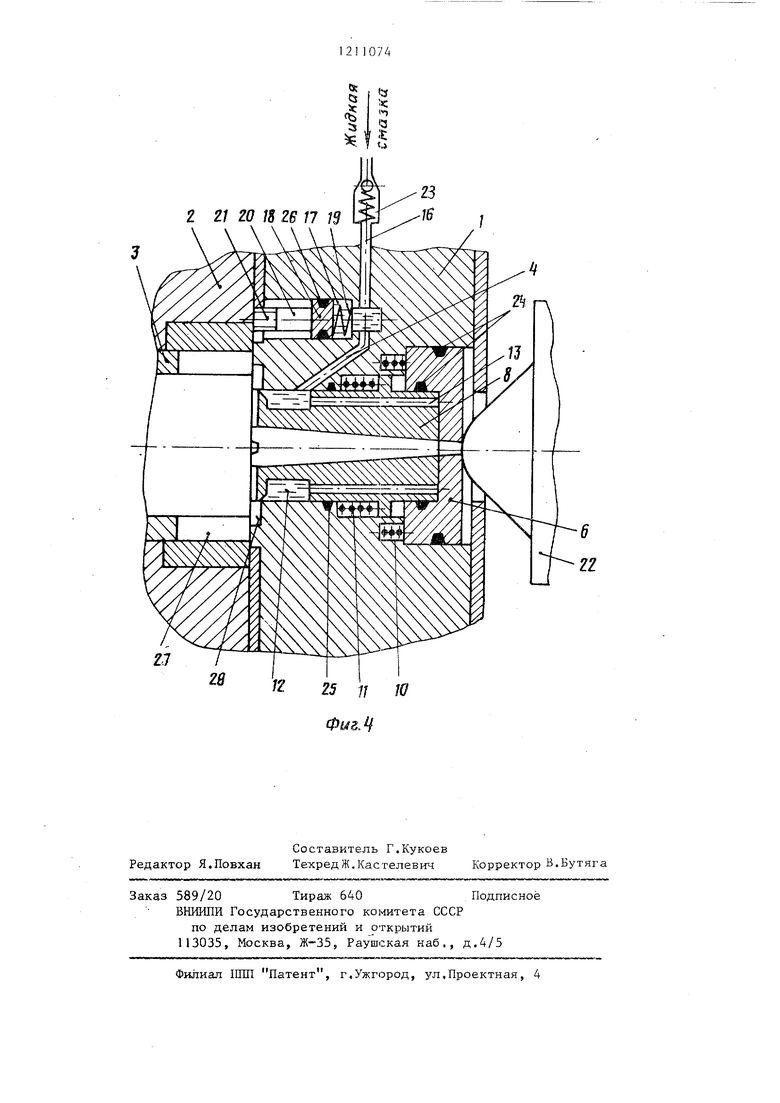
На фиг.3 и 4 - то же (автоматическое смазывание оформляющих поверхностей производится при перемещении подвижной плиты, т.е. при смыкании формь), 2-й вариант.
Литьевая форма для изготовления изделий из полимерных материалов (по 1-му и 2-му вариантам содержит неподвижную плиту 1, плиту с марицей 2, выталкивающую систему 3 и систему смазки, включающую каналы 4 и кольцевую полость 5 для смазки и расположенную в ней обечайку 6, имеющую отверстие 7 для прохождения расплава полимера в литниковую втулку 8 литьевой формы-и уплотняющие кольца 9. Обечайка 6 и литьевая втулка 8 подпружинены относительно неподвижной плиты 1 пружинами 10 и 11.
По наружной поверхности литниковой втулки 8 выполнена кольцевая проточка 12, полость которой посредством каналов 13 сообщается с полостью 14, образованной поверхностями разъема литниковой втулки 8 и обечайки 6, а посредством каналов 15 и 16 - с поршневой полостью цилиндрического отверстия 17 и резервуаром жидкой смазки (,не показан).
Цилиндрическое отверстие 17 снажено поршнем 18, подпружиненным пружиной 19. Шток 20 поршня 18 снабжен наконечником 21 с резьбой и взаим действует с торцовой поверхностью инжекционного цилиндра 22 -при подводе его к неподвижной плите 1 и обечайке 6. Подача жидкой смазки из резервуара в полость 17 производитс через обратный клапан 23. Во избежание утечек жидкой смазки из неподвижной плиты 1 последним снабже- на уплотнительными элементами 2 и 6 Расплав полимера в оформляющую по110742
лость 27 поступает через литниковое, отверстие 7 в литниковой втулке 8 и разводящие литниковые каналы 28.
Литьевая форма по 2-му варианту 5 выполнена аналогично 1-му варианту, но имеет некоторую особенность (фиг.З и 4): шток 20 и его наконечник 21 направлены не в сторону инжекционного цилиндра 22, как в форме 10 по 1-му варианту, а в сторону плиты с матрицей 2.
Литьевая форма (фиг,1 и 2) работает следующим образом.
После смыкания формы (подвода плиты с матрицей 2 к неподвижной плите) происходит перемещение инжек- ционного цилиндра 22 к неподвижной плите 1, Торцовая поверхность инжек- ционного 1Ц1:линдра 22 нажимает на наконечник 21 штока 20. Поршень 18 перемещается в хдалиндрическом отверстии 17, сжимая находящуюся в нем жидкую смазку. Возникшее избыточное давление по каналу 15 передается в полость 12, образованную кольцевой проточкой на наружной поверхности литниковой втулки 8. Из полости 12 жидкая смазка по каналам 13 поступает в полость 14, а из нее - в литниковое отверстие 7 литниковой втулки 8. При подходе инжекционного цилиндра 22 к обечайке 6 последняя перемещается до соприкосновения с торцовой поверхностью литниковой втул-
ки 8 (фиг.2).Происходит дополнительное выдавливание жидкой смазки из полости 14 в литниковое отверстие 7. Одновременно литниковая втулка 8 перемещается, полость 12 сообщается с разводящими литниковыми каналами 28, в которые поступает жидкая смазка. Затем происходит впрыск расплава полимера, поступающего в оформляющую полость 27 через отверстие
и разводящие литниковые каналы 28. В конце цикла формования изделия ин- жекционный цилиндр 22 отходит от неподвижной плиты 1. Обечайка 6 под действием пружины 10 возвращается
в исходное положение.
Под действием пружины 11 перемещается в исходное положение и литниковая втулка 8, освобождая литник. Пружина 19 перемещает поршень 18.
в цилиндрическом отверстии 17 создается разрежение, и в него по каналу 16 через обратный клапан 23 поступает жидкая смазка. Затем происхо-
3
дит раскрытие литьевой формы (плита с матрицей 2 отходит от неподвижной плиты и и готового изделия. Тким образом, за один цикл формования изделия производится подача жидкой смазки в литниковое отверстие 7 в литниковой втулке 8 и к разводящим литниковым каналам 28, а также забор новой порции жидкой смаки в цилиндрическое отверстие 17.
Принципиально работа формы по 2-му варианту (фиг. 3 и 4) почти не отличается от работы формь по 1-му варианту. При смыкании формы подвижная плита приходит в соприкосновени с наконечником 21 штока 20 (фиг.4). Поршень 18 перемещается в цилиндри
ческом отверстии 17, сжимая находящуюся в нем жидкость, которая аналогичным образом, как и в форме по 1-му варианту, смазывает литниковое отверстие 7 литниковой втулки 8 и разводящие литниковые каналы 27. Забор новой порции жидкой смазки происходит при размыкании формы (возврате подвижной плиты в исходное положение).
Выполнение литьевой формы для из- готовления изделий из полимерных материалов согласно изобретению позволит повысить надежность ее работы за счет обеспечения автоматической смазки литниковых кангшов и оформляю щих поверхностей.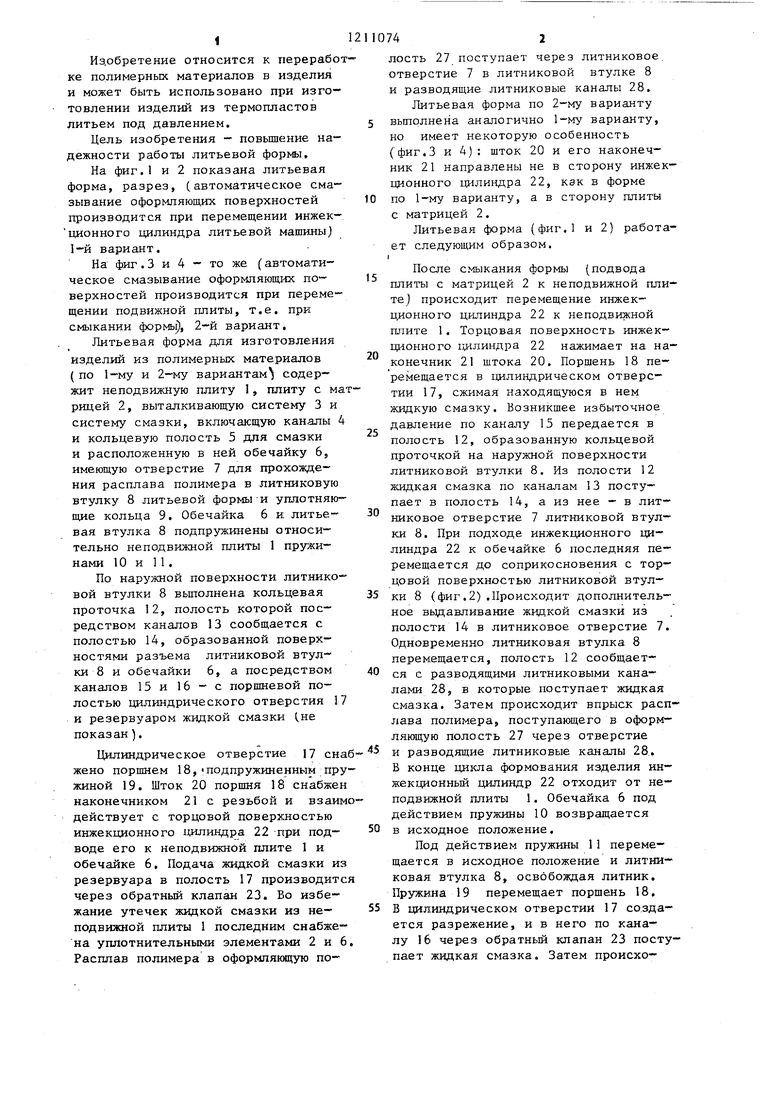
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 1969 |
|
SU234644A1 |
| Литьевая форма для полимерных изделий | 1981 |
|
SU1024284A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1983 |
|
SU1165591A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1981 |
|
SU954241A1 |
| Литьевая форма для изготовления армированных полимерных изделий | 1988 |
|
SU1609691A1 |
| Литьевая форма для изготовления армированных полимерных изделий с резьбой | 1986 |
|
SU1369914A1 |
| Горячеканальная литьевая форма для изделий из термопластов | 1986 |
|
SU1395520A1 |
| Литьевая машина для пластмасс | 1988 |
|
SU1563994A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
27 28
2У
ze
21
11 Ю 3. 6
Фмг.3
QS
5
,
3
n
3
;&
u
2 21 20 18 ZG 17
fj
Составитель Г.Кукоев Редактор Я.Повхан Техред Ж.Каетелевич Корректор В.Бутяга
Заказ 589/20 Тираж 640Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж--35, Раушская наб ., д.4/5
Филиал 111Ш Патент, г.Ужгород, зш,Проектная, 4
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Литьевая форма для изготовления полимерных изделий | 1979 |
|
SU891453A1 |
| Солесос | 1922 |
|
SU29A1 |
