Известна подача порошкообразных легирующих добавок (ферросплавов) к зоне электрической дуги при автоматической электродуговой сварке или наплавке их с использованием отдельных дозаторов для подачи флюса и добавок.
По известным способам подача легирующей добавки осуществляется монтированным на сварочном автомате дозатором непосредственно на поверхность основного металла в виде гаирокой полосы, вследствие чего подача зависит от рельефа наплавляемой поверхности и ее параллельности путям движения автомата.
Описываемый способ свободен, от указанного недостатка. Сущность его заключается в том, что порощок ферросплава вводят внутрь флюса в непосредственной близости от места выпуска последнего из дозатора с образованием во флюсе прослойки из порощка ферросплава, расположенной на некотором расстоянии от ПОверхности детали.
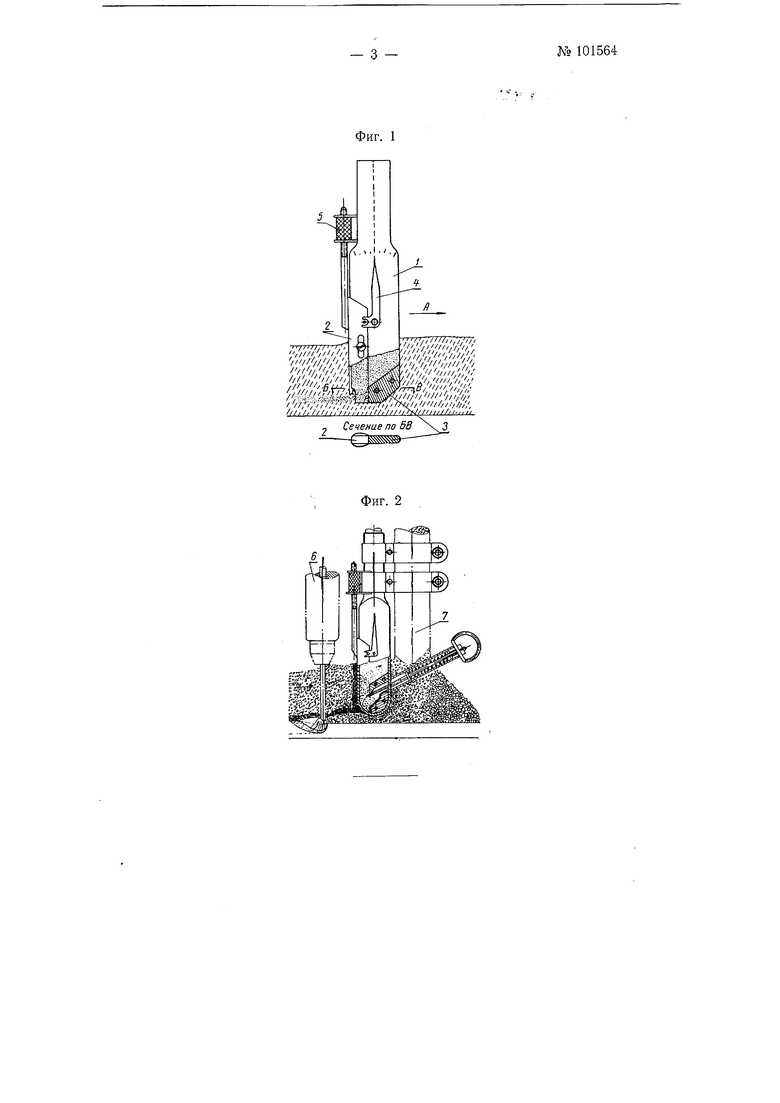
На фиг. 1 - вид сбоку дозатора для порощка ферросплавов с выделением разреза по БВ; на фиг. 2 -
схема установки дозатора на сварочном автомате.
Корпус / дозатора снабжен регулировочной заслонкой 2 и вкладыщем-уплотнителем 3 для флюса. С заслонкой взаимодействует указатель 4 дозы поступающего из дозатора порощка ферросплавов. Перестановка заслонки производится с помощью регулирующей гайки 5, в которую входит нарезанный конец связанного с заслонкой стержня.
Дозатор обычно располагается между электродом 6 и флюсопроводом 7, идущим от дозатора флюса (не показанного на чертеже). Дозатор для порошка ферросплавов укрепляется на флюсопроводе сварочного автомата так, чтобы нижний край дозатора находился на расстоянии 8-12 мм от поверхности свариваемой детали.
При движении дозатора (направление движения показано стрелкой А) вкладыш-уплотнитель 3 подминает под себя флюс, а горизонтальный срез вкладыша приглаживает его. Поступающий из дозатора норощок ферросплавов ложится на уплотненную. иоверхЕость флюса. Регулировочная заслонка 2 срезает слой порошка ферросплавов, образуя из него узкую полоску, равномерно укладываемзю на уплотненной поверхности флюса. После прохода дозатора полоска порошка ферросплавов засыпается флюсом и вместе с ним попадает в зону дзги, где порошок ферросплавов плавится и легирует свариваемый металл.
Применение описываемого способа исключает нарушение дозы как рельефом, так и непараллельностью поверхности наплавляемого изделия по отношению к путям автомата. Легируюшая добавка плавится от косвенного действия пламени дуги и со шлаками переходит в ванпу жидкого металла, в связи с чем коэффициент усвоения присадки выше, чем при подаче присадки непосредственно на металл.
Предмет изобретения
Способ подачи порошкообразных легирующих добавок (ферросплавов) к зоне электрической дуги при автоматической электродуговой сварке или наплавке с использованием отдельных дозаторов для подачи флюса и добавок, отличающийс я тем, что, с целью предотврашения влияния изменений формы поверхности обрабатываемой детали на равномерность внесения добавок и повышения коэффициента усвоения их расплавленным металлом, порошок ферросплавов вводят внутрь слоя флюса в непосредственной близости от места выпуска последнего из дозатора, образуя во флюсе прослойку из порошка ферросплавов, расположенную на некотором (преимушественно в пределах 8-12 мм.) расстоянии от поверхности детали.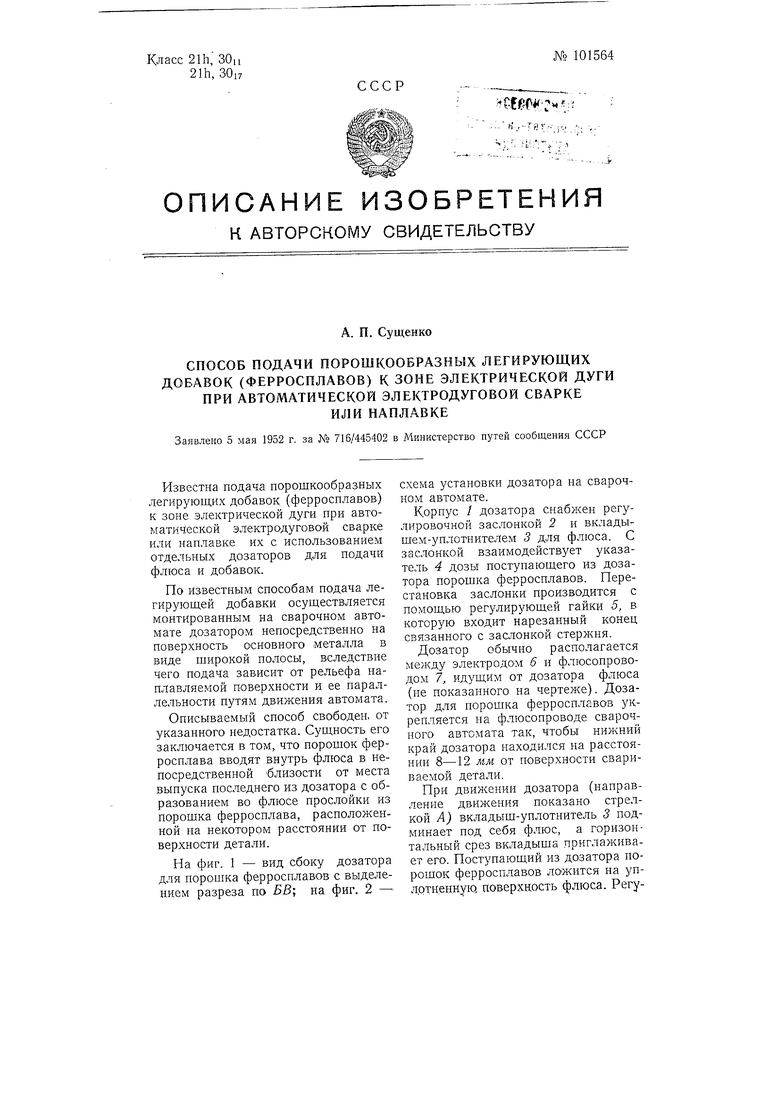

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической электродуговой наплавки | 1948 |
|
SU78419A1 |
| Электросварочный автомат для дуговой наплавки поверхностей тел вращения | 1947 |
|
SU70776A1 |
| Способ электродуговой широкослойной наплавки под флюсом износостойкого покрытия на цилиндрическую трубу | 2020 |
|
RU2739934C1 |
| КОМПОЗИТНЫЙ ЭЛЕКТРОД | 2000 |
|
RU2188110C2 |
| Способ электродуговой наплавки легированного сплава | 1990 |
|
SU1811456A3 |
| СПОСОБ ВЫСОКОПРОИЗВОДИТЕЛЬНОЙ АВТОМАТИЧЕСКОЙ ДУГО-КОНТАКТНОЙ НАПЛАВКИ ПОД ФЛЮСОМ С ПОПЕРЕЧНЫМИ КОЛЕБАНИЯМИ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 2015 |
|
RU2613800C2 |
| ФЛЮС ДЛЯ МЕХАНИЗИРОВАННОЙ СВАРКИ И НАПЛАВКИ СТАЛЕЙ | 2021 |
|
RU2772822C1 |
| Устройство для непрерывной циркуляции флюса при сварке | 1990 |
|
SU1798083A1 |
| ФЛЮС ДЛЯ МЕХАНИЗИРОВАННОЙ СВАРКИ И НАПЛАВКИ СТАЛЕЙ | 2021 |
|
RU2772824C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ МЕХАНИЗИРОВАННОЙНАПЛАВКИ•ЦЕСаЮЭЯАЯплш^т-штт^анБлиотгкл | 1971 |
|
SU302196A1 |