Предметом изобретения является устройство для автоматической электродуговой наплавки металла иа ии.пиидрические поверхности и сварки одиночных круговых швов с иитанпол от двух источников тока.
Предложенное устройство снабжено уго;1ьным и- Глста.члическим электродами. Угольный электрод устапо15лсн )эадиально, п металличсски электрод-но касательной к окружности изделия, иодлежащего наварке или сварке. Процесс сварки нронсходить нод слоем флюса или открытой дугой.
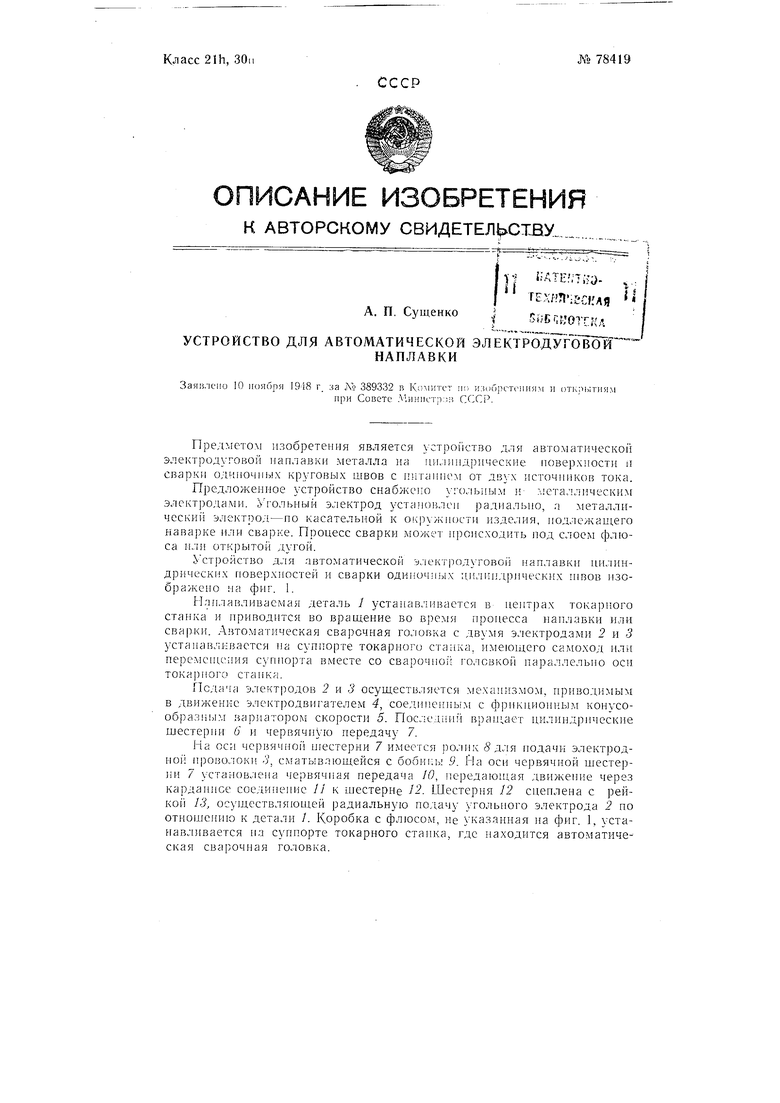
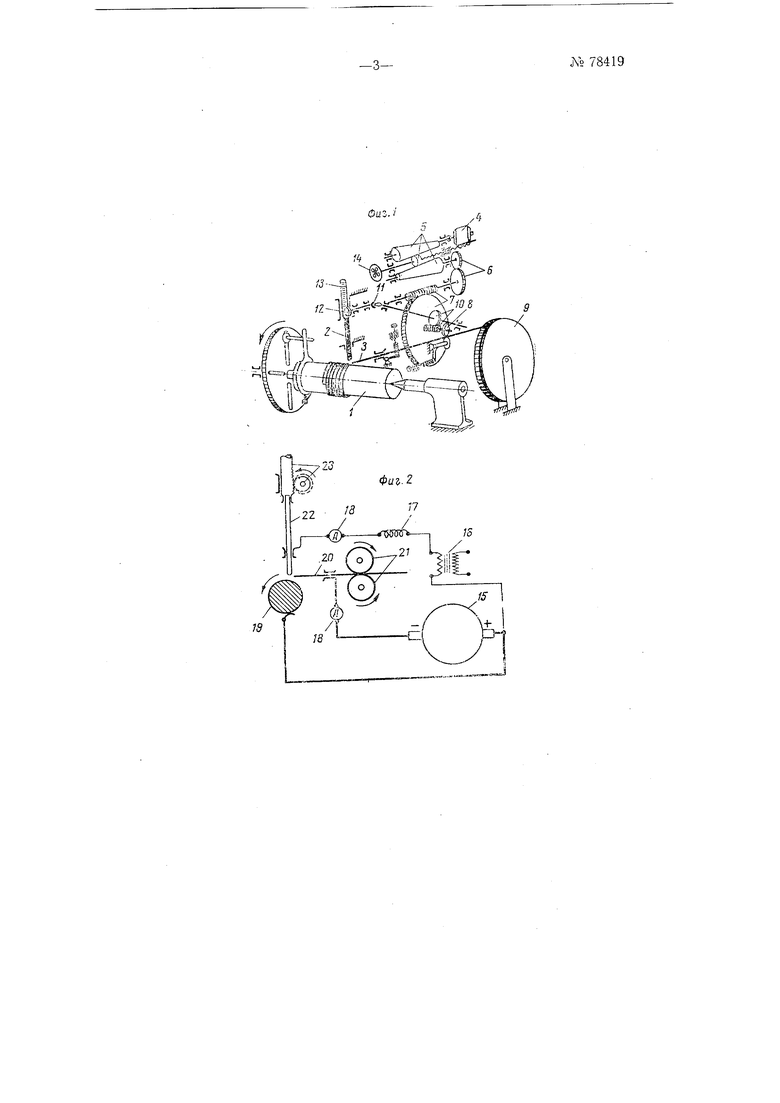
Уст юйство д;1я автоматической э.лектродутовой наплавки иилнндрических поверхностей и сварки одиночных нц-лнидрических HIBOB изображено на фиг. 1.
Нанлавливасмая деталь 1 устанавливается в иентрах токарного станка и ириводится во вращение во время ироиесса иаилавки или сварки. Автоматическая сварочная головка с двумя электродами 2 и 3 устанавливается на суппорте токарного станка, имеюи-iero самоход или иеремешсиия суппорта вместе со сварочио ; головкой на)аллельно оси токарногс, станка.
Подача электродов 2 и 3 осуществляется механизмом, приводимым в движение электродвигателем 4, соединенным с фрнкнионным конусообразиы.м вариатором скорости 5. Пос.кмний в)ан,ает 1и-1лнидрнческне шестерни 6 и червячную передачу 7.
На оси че|5вячпО|1 ишстерии 7 имеется ро.пик 5 подачи электродиой проволок о, сматывл ощейся с 5. Йа оси червячной шестер i -i 7 ()ВоЧена червячпая передача 10, ереда ои1,ая движепие через карда нсе соеди1 ение // к шестерне 12. Шестерня 12 с 1енлена с рейкой 13, осу яествля ои.ей радиальную подкачу уголь ого электрода 2 по отношени о к детали /. Коробка с флюсом, не указанная а фиг. 1, устанав; ивается ia суииорте токарного , где наход1 тся автоматическая сварочная головка.
ЛЬ78419-2-
Регулирование CKOpocTeit подачи электродов 2 и 3 производится вращением махов)гчка 14, передвигающего промежуточный ролик конусообразного вариатора 5.
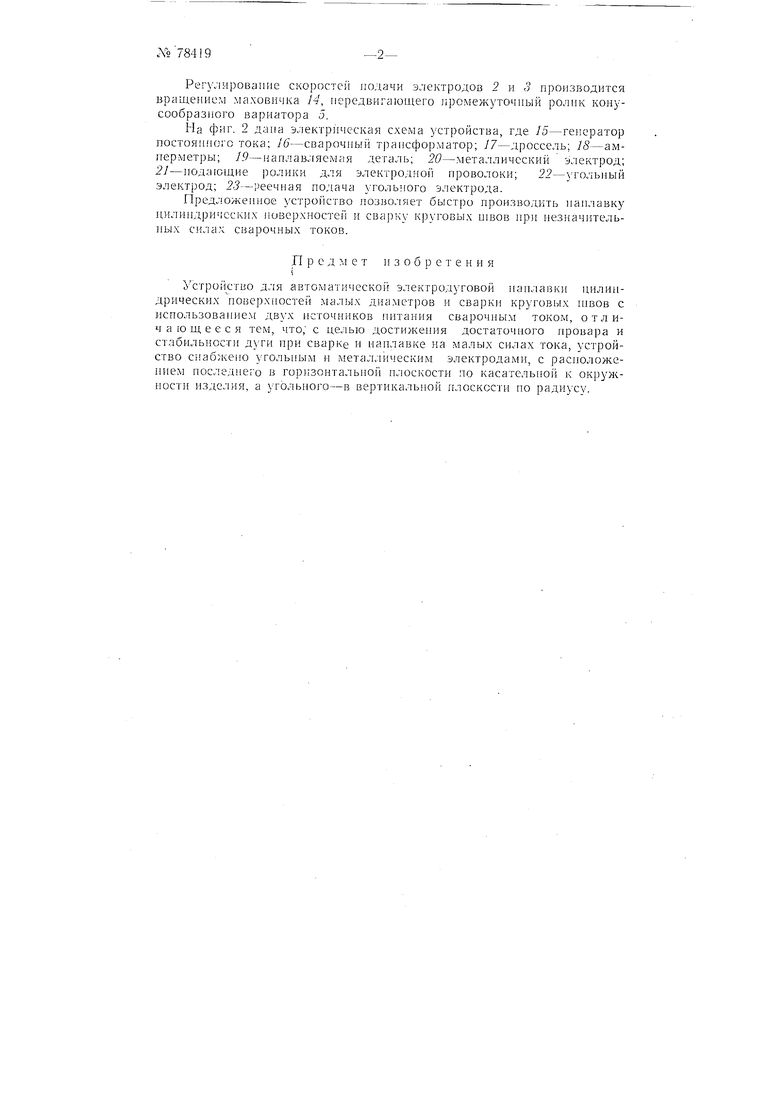
На фиг. 2 дана электрическая схема устройства, где 15-генератор nocTOHHiioro тока; 16-сварочный трансформатор; 17-дроссель; 18-ам1гермет)ы; 19-наплав;гяемая деталь; 20-металлический электрод; 21-подающие ролики для электродной проволоки; 22- тольиый электрод; 23-реечная подача угольного электрода.
Предложенное устройство позво.ляет быст|5о нроизводить наплавку цилиндрических 1шверхиостей и сварку круговых ишов при незначительных силах сварочных токов.
Л р е д л е т и з о б р е т е н и я i
стройство для автоматической электродуговой паплавки цилиндрических поверхностей малых диаметров и сварки круговых пшов с использова11ие. двух источников пптання сварочным током, отличающееся тем, что; с целью достижения достаточного провара и стабильности дуги ири сварке н иаплавке на малых силах тока, устройство снаб;-ке1 0 угольным и мета;г;1нческим электродами, с расположеиием последнего в горизонтальной плоскости но касательпой к окружности изделия, а угольного-в вертикальной плоскости по радиусу.