СП СЛ
Изобретение относится к литейному производству, конкретйее к установкам для литья чугунных гильз.
Известно устройство для изгото&ления отливок направленной крситаляизакней, включающее литейную форму, установленную на опорах днища емкости для охлаждающего агента, которое сна жено камерой для подачи о.хлаждающей жидкости, размещенной с нижней стороны днища GI1
Однако это устройство выполнено так, что затвердевающая отливка имеет неодинаковые условия озслаждения различных участков, напршлер нияшей и боковых частей, что привадит к неравномерности затвердевания по высоте отливки и ухудшению качества литых изделий.
Наиболее б/шзким к предлагаемому по технической сущности и достигаемому результату является устройство для получения полых отливок содержащее емкость для металла, литейную форму и металлический стержень с привх -ом перемещения и механизмом фиксаии, в котором емкость для металла овмещена с литейной формой и сна жена нагревателем для плавления металла, а стержряь заключен в графитовый кожух и выполнен s виде графитового днища с направляющей втулкой и кольцевой выемкой .
Недостаток данного устройства - раэ личные условия теплообмена по высоте затвердеваюшей отливки со стороны во до охлаждаемого стергккя, нижняя часть которой охлаждается холодным потоком, воды, а BepxiiHH - уже нагретым потоком воды, .Это приводит к образованию неравномерной структуры литого металла и невозмо);шости получения изотроП « ной структуры по высоте попой отлив кн. Известное устрЪйство не может быть отнесено к категории индустриальных, так как обладает низкой производительног::гью. После каждой заливки гфокзБОднтся разборка устройства и выпрессовка графитового кожуха из слитка с предварительным нагревом до 400.-450°С, что приводит к его коробленшо к быстрому выходу Из -строя. При этом существенно меняются также геометркчесшю размеры отливки,
Цель изобретения - обеспечение равномерности-затвердевания по высоте отюгвки, позышв ше качества и увеличение производительности.
Поставленная цель достигается теМе что устройство содержащее станину.
емкость для расплава совмещенную с литейной формой, имеющей нагреватель и водоохлаждаемый металлический стержень с приводом перемещения и механиз- мом фиксации, снабжена механизмом (уьема заготовки со стержня, вьшолне ным в виде разъемной протяжной плиты из двух секций, расположенной под емкостью для расплава, и вытеснителем, в емкости для расплава выполнена вспомогательная полость для сжускашд, вытеснителя и доливки расплава, а в наружной стенке стержня по .высоте кольцеобразная полость для заполнения 5 легкош1ав1а1м сплавом.
На чертеже изображено предлагаемое
Ji-CTpOflCTBO.
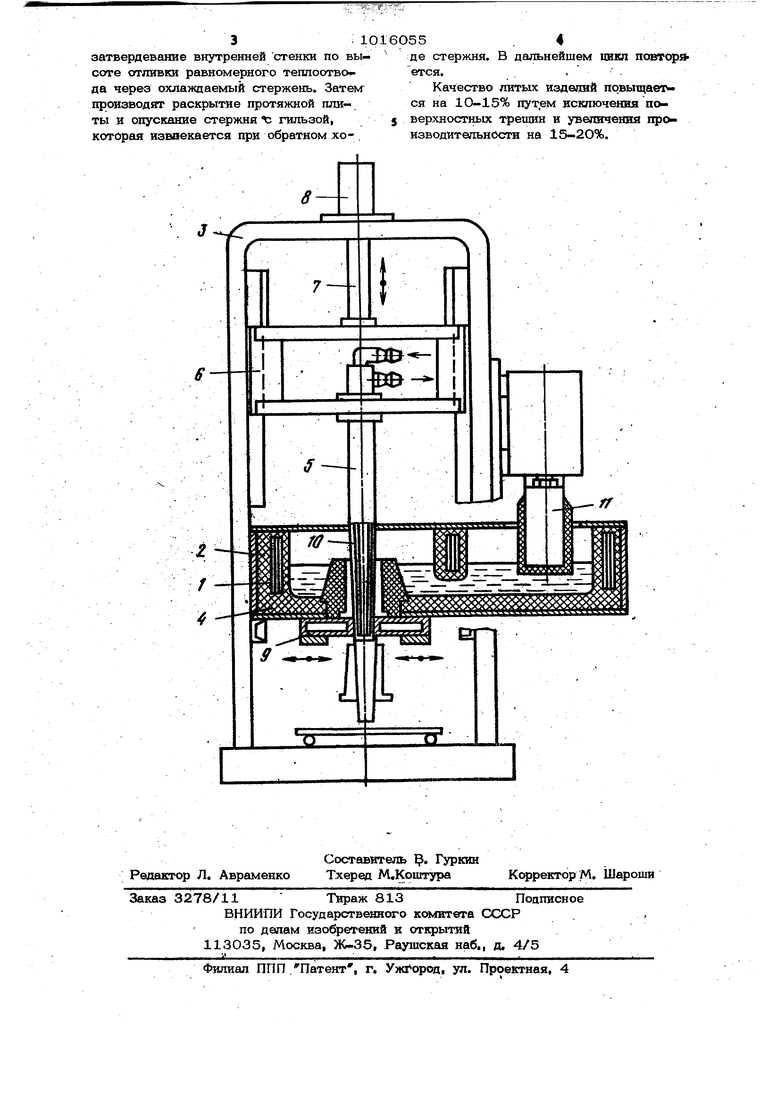
в обогреваемую нагревателями 1 € мкость 2 для металла, закрепленную
0 на станине 3, установлена питейная
форма 4, вьшолневиая из графита и имеюгиая в нижней полость под фланец ГИЛЬЗЫ. В литейную форму строго по оси установлен водоохлаждаемый стержень 5
5 с конусной частью на траверсе 6, сое, диненной со штоком 7 привода 8 подъ&ма и опускания. Снизу литейная форма закрыта протяжной плитой, выполне ной из двух сводящихся секций 9, ох0 ватывающи.х стержень. В стержне выпопянена в наружной стенке по длине кольцеобразная полость, заполненная легкоп;п авким сплавом 10. Емкость для металла содержит- вспомогательную полость
J д;тя опускания вытеснителя 11 и допив ки йощкого чугуна Это дает возможность производить заливку формы без д(эливки чугуна в емкость, что сущест веяно повышает производительность
0. угл-ройства.
Устройство работает следующим образом,
, Предварительно в литейную форму 4 опускаю стержень 5 и закрывают ее со стороны днища протяжной плитой, сводя секции 9 до плотного охвата конуоной части стержня. В eMKoc-ib 2 заливают чугун и опускают вытеснитель 11, Чугун заполняет полость литейной формы, после чего происходит формированке внутренней .стенки лопой отливки, а фор-мйрованяи наружной стенки происходит более мадленно, чем обеспечивается
K-f ... - шх1учекке попой отливки без на noBepxitocTH. При этом в попоет суврж-ля расплавляется легкоплав шй зелашитепь, .обеспечивая равкомерное
затвердевание внутренней стенки по высоте отливки равномерного теппоотвода через охлаждаемый стержень. Затем производят раскрытие протяжной плиты и опускание стержня t гильзой, которая изваекается при обратном ходе стержня. В дальнейшем цикл повтор ется...
Качество литых изделий повыщает ся на 10-15% путем нскпюченвя поверхностных трещин и увеличения производительности на 15-2О%.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ ОТЛИВОК | 2012 |
|
RU2516178C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2051005C1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| Способ литья с формированием однородной мелкозернистой структуры металла | 2020 |
|
RU2765031C1 |
| ЛИТЕЙНАЯ ФОРМА | 2004 |
|
RU2284245C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353469C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНТЕРМЕТАЛЛИЧЕСКИХ ОТЛИВОК (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2107582C1 |
| УСТРОЙСТВО И КЕРАМИЧЕСКАЯ ОБОЛОЧКА ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С МОНОКРИСТАЛЛИЧЕСКОЙ И НАПРАВЛЕННОЙ СТРУКТУРОЙ | 2015 |
|
RU2597491C2 |
УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ ОТЛИВОК, содержащее станину, емкость для расплава, совм&шенную с литейной формой, имеющей нагреватель и водоохлаждаемый стержень с приводом перемещения и механизмом фиксации, отличающееся тем, что, с целью обеспечения равномер ностн затвердевания по высоте отливки, повышения ее качества и увеличения производительности устройства,оно снабжено механизмом съема заготовки со стержня, выполненным в виде разъемной протяжной плиты из двух секций, расположенной под емкостью для расплава, и вытеснителем, в емкости для распла ва выполнена вспомогательная пойость дпя опускания вытеснителя и допивки paoufaBa, а в наружной стенке стерж ня по высоте - кольцеобразная полость (Л для заполнения легкоплавким сплавом.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для изготовления отливок направленной кристаллизацией | 1975 |
|
SU598690A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для получения полых отливок | 1977 |
|
SU638423A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
