Изобретение относится к литейному производству, в частности для получения полых отливок из металлов и сплавов.
Известен способ получения полых отливок, включающий заливку расплава в форму с полым металлическим стержнем, затвердевание отливки между литейной формой и стержнем, извлечение отливки и ее съем со стержня [1] (А.с. 1713729 A1, МПК B22D 15/04, БИ №7, 1992). В данном способе используется неохлаждаемый полый стержень, который снижает интенсивность затвердевания отливки. Нагрев стержня приводит к ее заклиниванию, что снижает стабильность процесса литья.
Наиболее близким по технической сущности является способ получения полых отливок, включающий заливку расплава в нагреваемую огнеупорную литейную форму, затвердевание отливки между литейной формой и полым охлаждаемым стержнем, извлечение отливки из литейной формы, съем отливки со стержня [2] (А.с. 1215845 А, МПК B22D 7/04 // B22D 11/00, 27/04, БИ №9, 1986). Основными недостатками данного способа литья является относительно низкая охлаждающая способность стержня и нагрев формы до температуры заливаемого металла. Это значительно снижает интенсивность охлаждения отливки и укрупняет ее структуру, что уменьшает производительность процесса литья и ухудшает качество отливок.
Технической задачей, на решение которой направлено заявляемое изобретение, является повышение производительности процесса литья и улучшение качества полых отливок.
Поставленная задача достигается тем, что в заявляемом способе получения полых отливок, включающем заливку расплава в нагреваемую огнеупорную литейную форму, затвердевание отливки между литейной формой и полым охлаждаемым стержнем, извлечение отливки из литейной формы, съем отливки со стержня, литейная форма нагревается до температуры плавления металла (сплава), используется металлический стержень с высокой теплопроводностью стенки, который вводят со скоростью от 0,02 до 0,8 м/с в литейную форму после ее заполнения расплавом заданного объема, затвердевание отливки ведут со скоростью более 1 мм/с, извлечение отливки осуществляется вместе со стержнем после ее затвердевания, съем отливки происходит при движении стержня в направлении его извлечения.
На фигуре представлена схема получения полых отливок: а - заполнение формы, б - формирование отливки, в - извлечение отливки, г - съем отливки, где 1 - заливочное устройство, 2 - расплав, 3 - литейная форма, 4 -нагреватель, 5 - охлаждаемый металлический стержень, 6 - отливка, 7 - съемник.
Получение полых отливок осуществляется следующим способом. С помощью заливочного устройства 1 расплавом 2 заданного объема заполняют огнеупорную литейную форму 3, которая нагревается нагревателями 4. Далее в литейную форму с расплавом вводят до самого ее дна металлический водоохлаждаемый стержень 5 и формируют отливку 6. После чего она извлекается вместе со стержнем и снимается с него с помощью съемника 7.
Ввод в литейную форму металлического охлаждаемого стержня со скоростью менее 0,02 м/с приводит к большой неравномерности затвердевания отливки по ее высоте, что способствует ее деформации и образованию трещин. Это ухудшает качество отливок и снижает производительность процесса литья. Ввод в литейную форму металлического охлаждаемого стержня со скоростью более 0,8 м/с приводит к частичному выплеску расплава из формы. Это снижает производительность процесса получения полых отливок. При затвердевании отливки со скоростью менее 1 мм/с получается немодифицированная структура, что ухудшает качество полых отливок. Их скорость затвердевания более 1 мм/с обеспечивается металлическим водоохлаждаемым стержнем с высокой теплопроводностью его стенки и нагревом литейной формы до температуры плавления металла (сплава). Это увеличивает скорость затвердевания отливки и позволяет увеличить дисперсность ее структуры, что повышает производительность процесса литья и улучшает качество получаемых полых отливок.
Пример
Была изготовлена графитовая литейная форма с наружным диаметром 90 мм, внутренним диаметром 55 мм и высотой 270 мм. Литейная форма нагревалась до температуры плавления силумина АК18, который заливали в форму в количестве, необходимом для получения полых отливок с внутренним диаметром 35 мм и высотой 140 мм. После заполнения литейной формы расплавом в нее со скоростью 0,2 м/с вводили силуминовый водоохлаждаемый стержень с наружным диаметром 34 мм. Интенсивно охлаждаемый стержень обеспечивал среднюю скорость затвердевания отливки 2 мм/с. Это позволило получить в ней модифицированную структуру с дисперсностью кристаллов первичного кремния от 15 до 20 мкм без применения примесных модификаторов. По сравнению с аналогом данный способ получения полых отливок повышает производительность процесса литья более чем в 2 раза.
Источники информации
1. А.с. 1713729 A1, МПК B22D 15/04, БИ №7, 1992.
2. А.с. 1215845 А, МПК B22D 7/04 // B22D 11/00, 27/04, БИ №9, 1986.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления керамических полых стержней | 2017 |
|
RU2663514C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| Способ литья с формированием однородной мелкозернистой структуры металла | 2020 |
|
RU2765031C1 |
| Способ изготовления отливок с мелкозернистой однородной структурой | 2024 |
|
RU2836123C1 |
| СПОСОБ ЛИТЬЯ ЗАГОТОВОК | 2012 |
|
RU2503521C1 |
| СТЕРЖЕНЬ ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ СЛИТКОВ И ОТЛИВОК | 2001 |
|
RU2185926C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК | 2006 |
|
RU2323802C9 |
| Устройство для получения полых отливок | 1982 |
|
SU1016055A1 |
| СПОСОБ ШТАМПОВКИ ИЗ ЖИДКОГО МЕТАЛЛА РЕЖУЩЕГО ИНСТРУМЕНТА НА МАШИНЕ ЛИТЬЯ ПОД ДАВЛЕНИЕМ С ГОРИЗОНТАЛЬНОЙ КАМЕРОЙ ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353468C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВКИ | 1992 |
|
RU2041766C1 |
Изобретение относится к литейному производству. Способ включает заливку расплава в нагреваемую огнеупорную литейную форму, затвердевание отливки между литейной формой и полым охлаждаемым стержнем, извлечение отливки из литейной формы и съем отливки со стержня. Литейную форму нагревают до температуры плавления металла. Металлический охлаждаемый стержень с высокой теплопроводностью стенки вводят в литейную форму после ее заполнения расплавом со скоростью от 0,02 до 0,8 м/с. Затвердевание отливки ведут со скоростью не менее 1 мм/с. Извлечение отливки осуществляют вместе со стержнем после ее затвердевания. Съем отливки со стержня производят при движении стержня в направлении его извлечения. Обеспечивается повышение производительности процесса литья и улучшение качества полых отливок. 1 ил., 1 пр.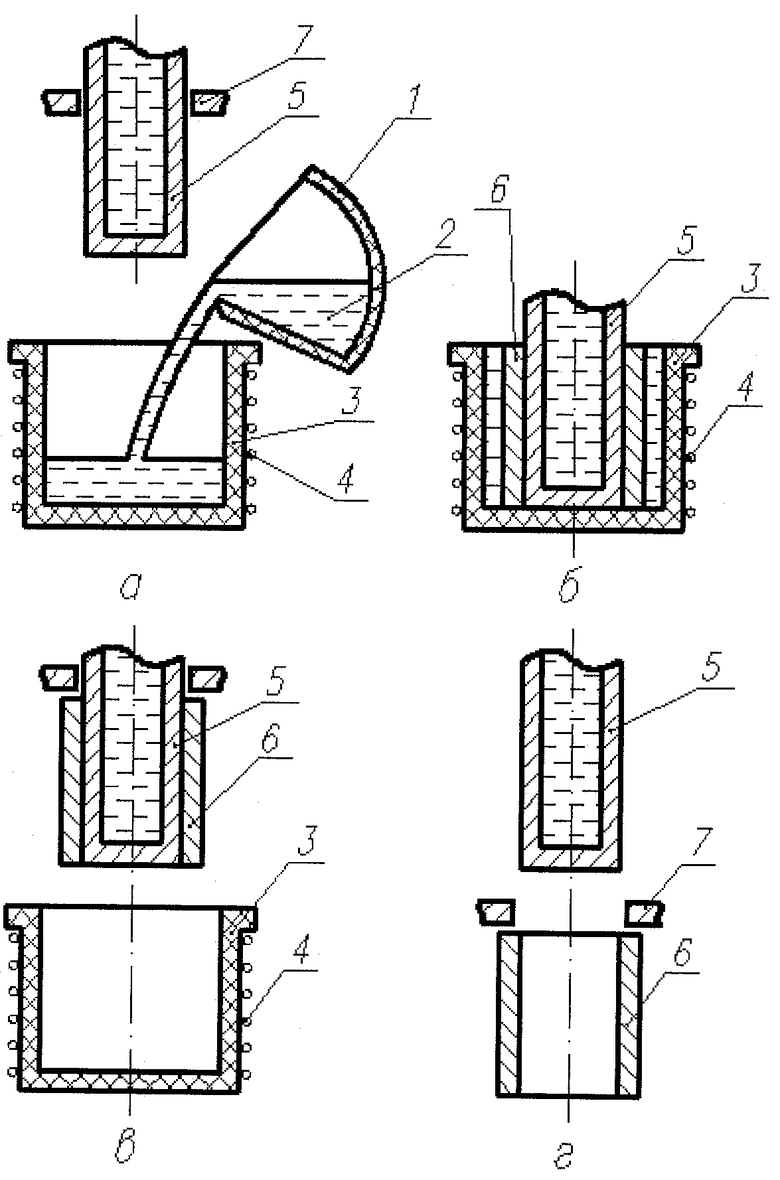
Способ получения полых отливок, включающий заливку расплава в нагреваемую огнеупорную литейную форму, затвердевание отливки между литейной формой и полым охлаждаемым стержнем, извлечение отливки из литейной формы, съем отливки со стержня, отличающийся тем, что литейную форму нагревают до температуры плавления металла, при этом используют металлический охлаждаемый стержень с высокой теплопроводностью стенки, который вводят в литейную форму после ее заполнения расплавом со скоростью от 0,02 до 0,8 м/с, затвердевание отливки ведут со скоростью не менее 1 мм/с, извлечение отливки осуществляют вместе со стержнем после ее затвердевания, а съем отливки со стержня производят при движении стержня в направлении его извлечения.
| Способ получения полых отливок | 1984 |
|
SU1215845A1 |
| Способ получения отливок с полостями из черных сплавов выжиманием | 1976 |
|
SU564092A2 |
| US 3627018 A, 14.12.1971 | |||

