Изобретение относится к способу изготовления интерметаллических отливок (вариантам), например, отливок из алюминида титана, и устройству для его осуществления, позволяющим получать данные отливки в большом количестве, при сниженных затратах и свободных от вредных загрязнений, возникающих вследствие реакции между интерметаллическим расплавом и материалами, содержащимися в расплаве.
Многие сплавы, содержащие высокий процент по массе химически активного металла, например, титана, вступают в реакцию с воздухом и наиболее распространенными материалами футеровки тигля до такой степени, что сплав загрязняется до неприемлемого уровня. В результате такие сплавы обычно плавят в водоохлаждаемых металлических (например, медь) тиглях с использованием электрической дуги или индукционного нагрева для образования тепла в загрузке сплава.
Такой способ плавки раскрыт в патенте США N 4738713.
Запатентованный способ плавки является очень неэффективным в отношении использования электрической энергии. Кроме того эксперимент с таким способом показывает, что степень достигаемого перегрева расплава ограничена и зависит от срока службы тигля. Однако, этот способ все же применяют, поскольку этим способом можно получить более дешевый исходный материал, чем дуговой плавкой с расходуемым электродом, которая требует использования специальных электродов для плавки необходимого сплава.
Способы дуговой плавки с использованием водоохлаждаемых медных тиглей (см. , например, патент США N 2564337) могут обеспечить более высокий перегрев во время плавки химически активных сплавов. Однако способы дуговой, а также индукционной плавки являются опасными из-за потенциального взрыва в случае повреждения тигля, когда охлаждающая вода вступает в контакт с расплавленным химически активным сплавом и образуется газ водород. Как дуговую, так и индукционную плавку проводят, например, за взрывобезопасными стенами специально возведенных помещений с вентиляцией. В результате работа таких водоохлаждающих металлических тиглей или печей является дорогостоящей, причем не достигается хороший контроль за процессом плавки.
Некоторые металлурги плавят и отливают реакционные сплавы, например, титановые сплавы с использованием тиглей из окиси кальция. Однако расплав таких сплавов быстро загрязняется кислородом, а при плавке некоторых сплавов, содержащих алюминий, происходит чрезмерное выделение паров окиси алюминия, причем в таком количестве, что это затрудняет практическую работу традиционных установок литья из-за загрязнения вакуумных систем и камер, связанных с установкой для литья.
В других известных технических решениях, например в патенте США N 3484840, титановые сплавы быстро расплавляют в футерованных графитом тиглях для исключения вредного загрязнения расплава. Однако этот способ не позволяет точно контролировать температуру расплава, причем, если цикл нагрева слишком продолжительный, то расплав может чрезмерно загрязняться. Кроме того, управление потоком расплава из днища тигля затруднено, поскольку для этой цели применяют плавку центральной части металлического диска на дне тигля. В такой конструкции выход для потока расплава будет изменяться в зависимости от скорости плавки, диаметра загрузки и размера диска, в результате управление потоком расплава становится трудным.
В последние годы значительное внимание стали уделять интерметаллическим сплавам, особенно TiAl с целью их применения в аэрокосмической и автомобильной отраслях промышленности, где требуется высокая прочность при повышенных температурах и относительно легкий вес. Однако эти интерметаллические сплавы содержат большое количество титана (например, так называемый гамма-TiAl включает в себя 66 мас.% Ti и остальное по существу Al), что делает плавку и литье без загрязнения трудным и очень дорогостоящим.
Более близким к предложенному способу изготовления интерметаллических отливок (вариантам) является способ, описанный в патенте США N 5042561. Известный способ изготовления интерметаллических отливок включает приготовление расплава из первого твердого и второго металлов в емкости с использованием нагрева и заливку расплава в форму для образования отливки после затвердевания расплава. Для того, чтобы указанные интерметаллические сплавы можно было использовать для изготовления таких деталей, как, например, автомобильные выхлопные клапаны, эти сплавы необходимо оплавить и отливать без вредного загрязнения с высокой производительностью и низкими затратами.
Задачей изобретения является создание способа и устройства для изготовления интерметаллических отливок, хотя оно не ограничено этим, без вредного загрязнения расплава, с высокой производительностью и низкими затратами, которые особенно пригодны для требований автомобильной, аэрокосмической и других отраслей промышленности.
Задача изобретения заключается также в создании способа и устройства для изготовления интерметаллических отливок с использованием огнеупорной плавильной емкости и комбинации расплавленных и твердых шихтовых материалов для исключения вредного загрязнения расплава из-за реакций с емкостью. Кроме того, задачей изобретения является создание способа и устройства для изготовления интерметаллических отливок с меньшими затратами благодаря использованию относительно дешевого сырья, которое требует меньше энергии для выхода расплава, готового для разливки в изложницу.
Решение задачи достигается описываемым способом изготовления интерметаллических отливок, включающим приготовление расплава из первого твердого и второго металлов в емкости, с использованием нагрева, и заливку расплава из емкости в форму для образования отливки после затвердевания, при котором, согласно изобретению, сначала в емкость для приготовления расплава помещают загрузку, состоящую из первого твердого металла, загрузку, состоящую из второго металла, которая вступает в экзотермическую реакцию с первым металлом, расплавляют отдельно, вводят в емкость расплавленную загрузку, состоящую из второго металла для контактирования с загрузкой первого металла, после чего ведут их нагрев в контакте друг с другом для экзотермической реакции первого и второго металлов и образования сплава для литья.
Предпочтительно ведут предварительный нагрев загрузки перед введением в емкость расплавленной загрузки, содержащей второй металл.
Возможно использовать загрузку, состоящую из множества кусков первого твердого металла. Последние, в частности, представляют собой скрап.
Загрузки, содержащие первый и второй металлы, возможно нагревать в емкости посредством возбуждения индукционной катушки вокруг емкости.
Возможно, также, заливку расплава проводить в форму, расположенную под емкостью, без применения давления после разрушения элемента заделки летки в днище емкости для сообщения формы и емкости.
Расплав можно также заливать в форму, установленную над емкостью, путем противодавления.
Предусматривают слив из емкости расплава, оставшегося в ней после заливки формы путем противодавления, за счет разрушения элемента заделки летки в днище емкости. Предусматривают также использование металлической формы, располагаемой под емкостью и сообщение ее с последней после разрушения элемента заделки летки для приема и затвердевания остатков расплава в этой металлической форме.
Предпочтительно второй металл представляет собой алюминий, а загрузка, состоящая из первого твердого металла, содержит металл, выбранный из следующих металлов: титана, никеля и железа.
Предпочтительно, также, загрузка, состоящая из первого твердого металла, содержит твердый титан и предварительно нагревается в вакууме, инертном газе или другой, по существу, нейтральной атмосфере до повышенной температуры, которая ниже температуры плавления титана, после чего в указанную емкость вводится расплавленная загрузка, содержащая в качестве второго металла алюминий.
Изобретение описывает также другой вариант проведения способа изготовления интерметаллических отливок, включающий размещение первого и второго металлических компонентов в емкости и нагрев их для их реакции и образования расплава, нагретого до температуры заливки, и заливку расплава в форму, при котором, согласно изобретению, первый и второй металлические компоненты помещают в емкость, имеющую ломкий элемент, расположение которого при его разрушении обеспечивает сообщение емкости с формой, и ломкий элемент разрушается после достижения расплавом температуры литья, обеспечивая при этом сообщение емкости с формой для заливки расплава в форму.
Предпочтительно ломкий элемент разрушают путем пробивки его разрушающим элементом.
Предпочтительно, также, передний конец разрушающего элемента располагают внутри емкости, вакуумированной до давления ниже атмосферного, а другой его конец - снаружи емкости при давлении окружающей среды. Предусмотрено средство для удержания этого другого конца разрушающего элемента, имеющего форму прутка, от перемещения относительно емкости. Кроме того, другой конец разрушающего элемента освобождают после достижения расплавом температуры литья, давлением окружающей среды на другой конец разрушающего элемента перемещают последний и разрушают передним его концом ломкий элемент.
Возможно ломкий элемент разрушать путем создания поперек него перепада давления, достаточного для его разрушения.
При этом перепад давления устанавливают путем создания давления в емкости по отношению к форме.
Известное устройство для изготовления интерметаллических отливок, описанное в патенте США N 5042561, содержит первую емкость для приема загрузки, средства для нагрева загрузок, содержащих первый и второй металлы, в первой емкости для образования интерметаллического расплава для литья и средство для заливки расплава в форму для формирования отливки после затвердевания расплава.
В отличие от известного, устройство для изготовления интерметаллических отливок согласно изобретению с целью сокращения времени, необходимого для получения расплава, времени нахождения расплава в емкости и уменьшения загрязнения расплава из-за реакции его с материалом емкости снабжено второй емкостью для расплавления загрузки, содержащей второй металл, а также средством для ввода расплавленной загрузки, содержащей второй металл, в первую емкость, содержащую указанную загрузку, представляющую собой первый металл в твердом виде, для контактирования с загрузкой первого металла, причем указанное средство для нагрева загрузок предназначено для экзотермической реакции первого и второго металлов с образованием интерметаллического расплава.
Предпочтительно для заливки расплава в форму без применения давления средство для заливки расплава включает в себя средство для разрушения элемента заделки летки в днище первой емкости для сообщения ее с формой, расположенной снизу.
Предпочтительно также средство для заливки расплава включает приспособление для подачи расплава противодавлением в форму, расположенную над емкостью, в виде наполнительной трубки между формой и расплавом. При этом средство для заливки расплава дополнительно снабжено средством для слива расплава, оставшегося после заливки его в форму путем противодавления, при этом средство для слива включает средство для перемещения наполнительной трубы в направлении разрушения элемента заделки летки в днище емкости.
Кроме того, средство для заливки расплава для приема и затвердевания расплава снабжено металлической формой, расположенной под емкостью и сообщаемой с ней после разрушения элемента заделки летки. Далее, предпочтительно средство для нагрева содержит индукционную катушку, расположенную вокруг емкости.
Кроме того, предпочтительно устройство согласно изобретению содержит форму для литья по выплавляемым моделям, расположенную в массе частиц огнеупорного материала, и включает в себя средство для исключения вредной реакции расплава и отливки с воздухом.
Способ проводят следующим образом: загрузку, состоящую из твердого первого металла, помещают в одну емкость, загрузку из второго металла, который реагирует экзотермически с первым металлом, расплавляют в другой емкости. Расплавленную загрузку, состоящую из второго металла, вводят в емкость, содержащую первый металл, так, чтобы он контактировал с другой загрузкой. Либо загрузку второго металла в твердой форме помещают в плавильную емкость для контактирования с другой загрузкой. Загрузки, состоящие из первого и второго металлов, быстро нагревают (например, посредством индукции) в емкости для их экзотермической реакции и образуют расплав, нагретый до температуры литья без применения давления или литья методом противодавления в форме (например, как описано в патенте США N 5042561). В результате экзотермической реакции между первым и вторым металлами высвобождается значительное количество тепла (т. е. интерметаллический сплав имеет высокое образование тепла), что позволяет уменьшить время, необходимое для получения расплава, готового для разливки в изложницу. В частности, экзотермическая реакция между первым и вторым металлами действительно уменьшает время интерметаллического расплава в емкости. В свою очередь, это уменьшенное время нахождения уменьшает потенциальную возможность загрязнения расплава в результате его реакции с материалом емкости. Когда требуется исключить вредную реакцию расплава и отливки с воздухом, во время осуществления способа предпочтительно используют такое средство, как, например, вакуум, инертный газ или, по существу, нереакционную атмосферу.
Кроме того, значительно снижается потребление энергии, необходимой для нагрева и расплавления металлов в емкости. Для осуществления изобретения можно использовать относительно дешевые формы первого и второго металлов. В результате сокращаются расходы на литье. Способ и устройство в соответствии с изобретением можно применять для изготовления большого количества дешевых, свободных от загрязнения, интерметаллических отливок, необходимых для автомобильной, аэрокосмической и других отраслей промышленности.
В одном примере выполнения изобретения загрузку первого металла выбирают из титана, никеля, железа или другого требуемого металла. Расплавленной или твердой загрузкой второго металла является алюминий, кремний или другой требуемый металл. Загрузку первого металла предпочтительно предварительно нагревают до ввода расплавленного второго металла в емкость.
В другом примере выполнения расплав заливают в форму без применения давления, расположенную под емкостью, посредством разрушения хрупкого элемента заделки летки на дне емкости так, чтобы форма и емкость сообщались. Температуру расплава (например, перегрев расплава) можно точно контролировать путем соответствующего согласования во времени разрушения элемента заделки летки для выпуска расплава в установленную внизу форму. Элемент заделки летки можно разрушить, ударяя по нему подвижным прутком для пробивания летки в емкости или же путем установления соответствующего перепада давления текучей среды через летку, например, посредством повышения давления газа на расплав внутри емкости относительно давления газа снаружи емкости.
Еще в одном примере выполнения изобретения расплав заливают противодавлением в форму, установленную над емкостью, через наполнительную трубу, расположенную между расплавом и формой (см., например, патент США N 5042561). После литья методом противодавления оставшийся в емкости неиспользованный расплав можно слить путем разрушения хрупкого элемента заделки летки на дне емкости. После разрушения летки емкость сообщается с расположенной внизу металлической литейной формой для приема и отвердения неиспользованного расплава в металлической форме. Это устройство позволяет уменьшить время, необходимое для удаления неиспользованного слитого расплава и для сборки нового тигля и формы для дальнейшего литья.
Еще в одном примере выполнения изобретения форма представляет собой тонкостенную форму для литья по выплавляемым моделям, расположенную в массе частиц огнеупорного (например, керамика) материала во время литья в ней без применения давления или литья методом противодавления.
Плавильная емкость может быть также окружена массой частиц подобного огнеупорного материала. Масса частиц (или другое нереактивное ограничивающее средство) ограничивает любой расплав, который может просочиться из емкости или формы.
В конкретном исполнении изобретения множество отливок из алюминида титана получают путем размещения загрузки из твердого титана в футерованной (например, графитом) емкости предварительного нагрева загрузки до повышенной температуры, которая ниже температуры ликвидуса титана, плавки алюминия в другой емкости и ввода расплавленного алюминия в футерованную емкость так, чтобы он контактировал с титановой загрузкой. Алюминий и титан нагревают в емкости для экзотермической реакции и образования интерметаллического расплава для разливки без применения давления или методом противодавления в форму для литья по выплавляемым моделям, имеющую множество полостей. Экзотермическая реакция между алюминием и титаном уменьшает время нахождения расплава в емкости для уменьшения загрязнения расплава в результате его реакции с материалом емкости, и также сокращает потребление энергии, необходимой для образования расплава, готового для литья. В качестве металла титана и алюминия можно использовать относительно дешевый металлический скрап.
На фиг. 1 показано устройство в соответствии с одним примером исполнения изобретения для осуществления способа литья без применения давления, вид сбоку в разрезе; на фиг. 2 - вид подобный фиг. 1, с воронкой, замененной прутком для вскрытия летки; на фиг. 3 - вид устройства, подобный фиг. 1, и показывающий другое средство (средство для создания перепада давления газа) для разрушения элемента заделки летки в днище плавильной емкости; на фиг. 4 - устройство согласно второму варианту осуществления изобретения для осуществления способа литья методом противодавления, вид сбоку в разрезе; на фиг. 5 - вид, подобный фиг. 4, но показывающий наполнительную трубу, погруженную в расплав.
На фиг. 1 устройство в соответствии с изобретением для изготовления интерметаллических отливок показано, как включающее в себя литейную секцию 10 и стационарную плавильную секцию 12, причем литейная секция расположена под плавильной секцией для литья интерметаллического расплава без применения давления. Хотя устройство будет описано на примере литья расплава TiAl для целей иллюстрации, однако изобретение не ограничено этим, и его можно осуществить для получения отливок из других интерметаллических сплавов, например, включая, Ti3Al, TiAl3, NiAl и другие требуемые алюминиды и силициды, причем интерметаллический сплав содержит первый и второй металлы, которые вступают в экзотермическую реакцию способом, описанным ниже. Интерметаллический сплав может включать легирующие добавки помимо первого и второго металлов. Например, можно отливать TiAl, легированный марганцем, ниобием и/или другим легирующим элементом.
Литейная секция 10 включает стальной контейнер 20, имеющий камеру 20a, в которой расположена в массе 26 частиц с низкой химической активностью форма 22 для литья по выплавляемым моделям, имеющая множество полостей 24 формы. Камера 20 имеет нижнюю цилиндрическую зону и верхнюю коническую зону. Форма 22 включает питатель или литник 28, сообщающийся с полостями 24 формы через боковые каналы литниковой системы 31.
Верхнее удлинение или зона 29 выполнена как одно целое с формой 22 для образования опорного кольца 30 для цилиндрической плавильной емкости и центральной цилиндрической камеры 32 для приема расплава, которая обеспечивает сообщение вертикального канала 28 с плавильной емкостью 54.
Форма 22 для литья по выплавляемым моделям и удлинение 29, выполненное как одно целое, образованы известным способом из выплавляемого модельного состава, согласно которому восковую или другую съемную модель формуют с применением суспензии порошка огнеупорного материала и штукатурного гипса, в повторных операциях для получения требуемой толщины стенки формы вокруг модели. Затем модель удаляют выплавлением или другим способом, при этом остается форма, которую обычно обжигают при повышенной температуре для достижения требуемой прочности для литья.
Для литья упомянутого интерметаллического сплава TiAl форма 22 для литья по выплавляемым моделям имеет внутреннее облицовочное покрытие из двуокиси циркония или двуокиси иттрия и наружные опорные слои из двуокиси циркония или окиси алюминия, образующие корпус формы (см., например, патент США N 4740246). Общая толщина стенки применяемой формы может составлять 0,1-0,3 дюйма (2,54-7,62 мм). Выбирают такое внутреннее облицовочное покрытие, чтобы оно могло лишь незначительно вступать в реакцию с залитым в нее расплавом TiAl для уменьшения загрязнения расплава во время затвердевания в форме 22. Предпочтительно внутреннее облицовочное покрытие формы для литья сплава TiAl наносят в виде суспензии, содержащей жидкий ацетат циркония и порошок двуокиси циркония, сушат и покрывают плавленной окисью алюминия (размер сита 80). Наносят один слой облицовочного покрытия. Предпочтительные опорные слои для применения с этой облицовкой наносят в виде суспензии из пластинчатой окиси алюминия, сушат и покрывают плавленой окисью алюминия (размер сита 36). Соответствующие облицовочные покрытия для формы, применяемой для других сплавов, а не TiAl, можно легко определить.
Для массы 26 выбирают такие порошки, чтобы они имели низкую химическую активность по отношению к конкретному расплаву, заливаемому в форму 22 так, чтобы в случае какой-либо утечки расплава из формы 22 он был заключен безвредным образом, без реакции, в массе 26. Для расплава TiAl частицы 26 содержат зерна двуокиси циркония размером от -100 до +200 мкм.
Контейнер 20 формы включает в себя канал 36, сообщающийся через обычный запорный канал 38 с источником 40 аргона или другого инертного газа. Канал 36 закрыт перфорированной сеткой 41, непроницаемой для частиц массы 26, таким образом они заключены внутри контейнера 20. Как будет описано, клапан 38 срабатывает во время операции литья для доступа газа аргона в контейнер 20.
Контейнер 20 формы перемещается относительно плавильной секции 12 при помощи подъемника 21 (показан схематически), расположенного под контейнером 20. Контейнер 20 формы имеет на своем ближнем верхнем конце радиально расположенный периферийный выступ или фланец 42, который предназначен для зацепления с плавильной секцией 12 во время операции литья.
В частности, плавильная секция 12 включает металлический (стальной) кожух 50, образующий плавильную камеру 52 вокруг огнеупорной плавильной емкости 54. Кожух 50 плавильной секции имеет боковую стенку 56 и съемную верхнюю часть 58, уплотненную с боковой стенкой сальниковым уплотнением 60.
Боковая стенка 56 включает радиальный выступ или фланец 62, против которого размещается уплотнительно выступ или фланец 42 контейнера формы посредством подъемника 21 во время операции литья. Между выступами 42, 62 проложена газовая уплотнительная прокладка 63.
Боковая стенка 56 включает уплотненный впускной канал 66 для прохода соединений 68a, 68b от источника электрического тока (не показан) к индукционной катушке 68, расположенной в камере 52 вокруг плавильной емкости 54. В боковой стенке 56 выполнен также канал 70, сообщающийся через трубопровод 72 и клапан 74 с источником 76 аргона или другого инертного газа либо с источником вакуума (например, вакуумный насос) 78.
Съемная верхняя часть 58 включает уплотняемое отверстие 80, через которое вводят расплавленный металлический компонент интерметаллического расплава в плавильную емкость 54 через огнеупорную (например, муллит, связанный с глиной) воронку 81, вставляемую временно в отверстие 80. Для выпуска расплава из плавильной емкости 54 отверстие 80 может также уплотнительно принимать пруток 82 для пробивки летки, как показано на фиг. 2.
Боковая стенка 56 имеет наружный кольцеобразный выступ или фланец 84a, прикрепленный к внутреннему кольцеобразному выступу 84b, на котором по периферии расположены кольцом опоры 86, которых, как правило, 4, для опоры индукционной катушки 68. Фланцы 84a, 84b прикрепляют крепежными элементами 84c с болтами и гайками, чтобы можно было использовать различные фланцы 84b для приспособления к различным размерам плавильных емкостей или индукционных катушек.
Масса 26 частиц проходит вверх между катушкой 68 и плавильной емкостью 54 так, чтобы ограничить любой расплав, который может просочиться или каким-либо образом проникнуть в частицы с низкой химической активностью из емкости 54.
Как показано на фиг. 1, цилиндрический трубчатый керамический кожух 90 поддерживается и прикреплен (например, керамическим клеем на основе силиката калия) к верхней части кольца 30. Кольцо 30 включает хрупкий огнеупорный элемент 92 заделки летки, удерживаемый на месте под действием силы тяжести так, чтобы он был размещен вблизи днища плавильной емкости 54. Элемент 92 заделки летки включает кольцеобразный паз 92a, который делает элемент легко разрушаемым для выпуска расплава из плавильной емкости 54 в форму 22.
Керамический кожух 90 изготовлен из таких же керамических материалов, как и стенки формы 22, описанным способом формования из выплавляемого модельного состава.
Элемент 92 заделки летки также изготовлен из подобного материала, что и форма 22 и кожух 90.
Таким образом, плавильная емкость 54 образована кольцом 30, кожухом 90 и элементом 92 заделки летки. После сборки кольца 30, кожуха 90 и элемента 92 заделки летки емкость 54 футеруют листом графита GRAFOIL или футеровкой 94 из графитовой ткани, поставляемой фирмой Поликарбон Корпорейшн. Толщина футеровки - обычно 0,010 дюйма (0,254 мм). Футеровка 94 не вступает в реакцию за тот короткий период времени, в течение которого расплав находится в плавильной емкости 54.
Футеровку можно покрыть окисью иттрия для уменьшения поглощения углерода расплавом. Другие материалы футеровки, которые можно применять для емкости, содержащей расплав TiAl, включают в себя, но без ограничения, окись иттрия и окись тория. Можно выбрать материалы футеровки, пригодные для других расплавов, а не TiAl, чтобы они не вступали в реакцию с расплавом во время нахождения расплава в емкости 54.
Открытый верхний конец плавильной емкости 54 частично закрыт крышкой 100, изготовленной из волокнистой окиси алюминия. В центре крышки 100 имеется отверстие 102, через которое можно вводить в емкость расплавленный металлический компонент интерметаллического расплава. Отверстие также принимает упомянутый пруток 82 для пробивки летки, если его применяют.
Во время осуществления способа согласно изобретению форму 22 помещают в массу 26 частиц (например, зерна двуокиси циркония) в контейнере 20. Затем на кольцо 30 помещают кожух 90, футерованный графитом GRAFOIL, с элементом 92 заделки летки.
Загрузку C1 из кусков твердого нелегированного титана (первый металл интерметаллического сплава) помещают в плавильную емкость 54 и на кожух 90 устанавливают крышку 100. Титановая загрузка C1 может состоять из листов титанового скрапа, брикетов или других форм. Легирующая добавка (добавки) для ввода в расплав может быть диспергирована в виде порошков легирующих добавок вместе с титановой загрузкой C1 для обеспечения быстрого растворения легирующей добавки в расплаве.
Куски листового титанового скрапа обычно имеют размер 1 дюйм х 1 дюйм х 1/16 дюйма максимум (25,4 х 25,4 х 1/6 мм), и его получают от фирмы Кемаллой Ко.
Брикеты размером примерно 1 дюйм х 1 дюйм х 3 дюйма (25,4 х 25,4 х 76,2 мм) приготавливают из губчатого титана. Титановую загрузку C1 добавляют в таком количестве, чтобы обеспечить требуемый процент содержания титана по массе в интерметаллической отливке. Обычно загрузку C1 вводят вручную.
Загруженное устройство поднимают вверх подъемником 21, например, гидравлическим подъемным механизмом, установленным под контейнером 20. Загруженное устройство поднимают для установки плавильной емкости 54 внутри индукционной катушки 68 в неподвижном плавильном кожухе 50. Верхняя часть 58 кожуха 50 отсутствует, или ее устанавливают дистанционно в этом месте.
Затем кольцеобразное пространство между плавильной емкостью 54 и катушкой 68 заполняют через открытый кожух 50 частицами (зерна двуокиси циркония) так, чтобы масса 26 проходила до уровня, показанного на фиг. 1, вокруг емкости 54. После этого крышку 58 уплотнительно устанавливают на уплотнительную прокладку 60 боковой стенки 56 для подготовки к началу операции плавки/литье.
В начале цикла литья плавильную камеру 52 сначала вакуумируют до меньше, чем 0,1 Тор (100 мкм) и затем заполняют аргоном до давления слегка выше атмосферного (>5 Торр, обычно 5-89 Торр) через отверстие 70. После этого загрузку (шихту для плавки) C1 из частиц твердого титана предварительно нагревают, если это требуется, индукционной катушкой 68 до температуры 300-1500oF (т. е. ниже температуры ликвидуса титана).
Одновременно загрузку (шихта) C2 из алюминия расплавляют в плавильной емкости 110 снаружи устройства для литья для получения второго металлического компонента интерметаллического сплава. В частности, загрузку из алюминиевого скрапа или другого нелегированного (или легированного небольшим процентом легирующей добавки) алюминия плавят на воздухе в обычной плавильной печи с газовым обогревом в емкости 110, которая состоит из огнеупорного материала глина/графит. Расплавленную алюминиевую загрузку C2 нагревают в емкости 110 до температуры примерно 1300oF (704oC), при этом обеспечивая 80oF (26,67oC) для перегрева. Расплавленный алюминий заливают в плавильную емкость 54 через огнеупорную воронку 81, устанавливаемую временно в отверстие 80, которое открыто для этой цели.
Количество расплавленного алюминия, добавленного в емкость 54, соответствует необходимому процентному содержанию алюминия по массе в интерметаллическом сплаве. Воронку 81 удаляют, а пруток 82 для пробивки летки вставляют уплотнительно в отверстие 80, как показано на фиг. 2.
Затем плавильную камеру 52 вакуумируют до примерно 100 мкм или меньше через отверстие 70. Результатом вакуумирования камеры 52 является также вакуумирование контейнера 20 формы и его содержимого до такого же уровня. Пруток 82 для пробивки летки удерживается в позиции, показанной на фиг. 2, зажимом 131 с болтом-барашком, закрепляемым вокруг прутка 82 и контактирующим с верхним уплотнительным элементом 83 крышки 58.
После достижения требуемого уровня вакуума в камере 52 (например, в течение 60 с) индукционная катушка 68 возбуждается до уровня мощности, необходимого для нагрева/расплавления твердой титановой загрузки C1 и расплавленной алюминиевой загрузки C2 и для их реакции в плавительной емкости 54. Титановая и алюминиевая загрузки вступают экзотермически в реакцию в емкости 54, при этом образуется значительное количество тепла, которое ускоряет процесс плавки и уменьшает время, необходимое для получения интерметаллического расплава M, готового для разливки в форму 22, причем это также заменяет электрическую энергию, которая в противном случае потребуется от индукционной катушки 68. Обычно уровень мощности в интервале 200- 240 кВт, прилагаемой в течение 1,25-2,00 мин, можно использовать для получения 40-50 фунтов расплава TiAl. Уровень мощности и время можно изменять и регулировать для достижения требуемого перегрева за короткий отрезок времени. Для получения расплавов других интерметаллических сплавов можно применять другие уровни мощности.
Время, необходимое для получения расплава TiAl в емкости 54, готового для литья в форму 22, является достаточно коротким, обычно не превышающим примерно двух минут времени приложения мощности. В результате время нахождения расплава в емкости 54 является достаточно непродолжительным, чтобы не происходила вредная реакция расплава и огнеупорной футеровки емкости. Таким образом получают расплав, который можно использовать для конструкционных отливок. В частности, содержание углерода в расплаве составляет меньше, чем 0,04 мас.%, а кислорода меньше, чем 0,18 мас.%.
Как только расплав достигнет требуемой температуры (перегрев) литья (например, спустя только 1,25 мин), расплав разливают в форму 22 посредством перемещения прутка 82 для пробивки летки вниз для разрушения хрупкого элемента 92 заделки летки и прокладки 94. Это освобождает расплав для движения самотеком в центральную камеру 32 и вниз через вертикальный литниковый канал 28 в полости 24 формы через каналы литниковой системы 31. Заливку расплава в форму 22 точно контролируют посредством измерения времени, в течение которого разрушается элемент 92 заделки летки для выпуска расплава в форму 22. Разрушенный элемент 92 заделки летки захватывается тремя (показаны только два) разнесенными по периферии штангами 120 из двуокиси циркония в центральной камере 32 для поддержания открытыми каналов для потока расплава.
Пруток 82 для пробивки летки освобождают путем размыкания вручную зажима 131 с болтом-барашком, чтобы атмосферное давление на наружном конце 82a прутка могло переместить пруток 82 в сторону емкости через расплав для разрушения элемента 92 заделки летки и прокладки 94 внутренним концом 82b прутка.
Вместо применения прутка 82 для пробивки элемента 92 заделки летки можно установить перепад давления через этот элемент для этой цели. Например, внутри плавильной емкости 54 можно создать давление через трубопровод 121 и колпачок 122 (фиг. 3), устанавливаемые над открытым верхним концом емкости 54, для ввода в нее аргона для создания в ней соответствующего давления, например, из обычного источника аргона 129 через клапан 133. Таким образом внутри емкости 54 можно создать давление относительно контейнера 20 для установления достаточного перепада давления газа через элемент 92 заделки летки для разрушения его, когда расплав находится при требуемой температуре литья, чтобы расплав мог течь из емкости 54 в форму 22.
Как показано на фиг. 3, расплав алюминия вводят из емкости 110 через клапан 141, который открывается для этой цели. Расплав заливают через воронку (не показано), соединенную с открытым клапаном 141. Расплав проходит по трубопроводу 121 в емкость 54.
Как было указано, выбирают такой материал формы, чтобы уменьшить реакцию между расплавом и формой в то время, как расплав затвердевает в форме 22. Это также позволяет получить отливки из сплава TiAl, свободные от вредного загрязнения.
После заливки расплава в форму 22 описанным способом контейнер 20 и камеру 52 снова заполняют газом аргоном до атмосферного давления. В действительности форма 22, содержащая расплав, заполнена аргоновой атмосферой, при этом расплав охлаждается и затвердевает в форме 22, таким образом исключается окисление отливки. После заполнения контейнера 20 и камеры 52 аргоном секцию 10 формы (заполненную аргоном через канал 36) можно удалить из зацепления с плавильной секцией 12 путем опускания подъемника 21. Таким образом контейнер 20, форма 22, заполненная расплавом, и плавильная емкость 54 удаляются из плавильной секции 12 (т. е. из плавильной камеры 52), и можно разместить в плавильной камере 52 новый контейнер 20, форму 22 и плавильную емкость 54, заполненную титановой загрузкой, для повторения описанного цикла. Подобным образом образуют новую расплавленную алюминиевую загрузку C2 в емкости 110.
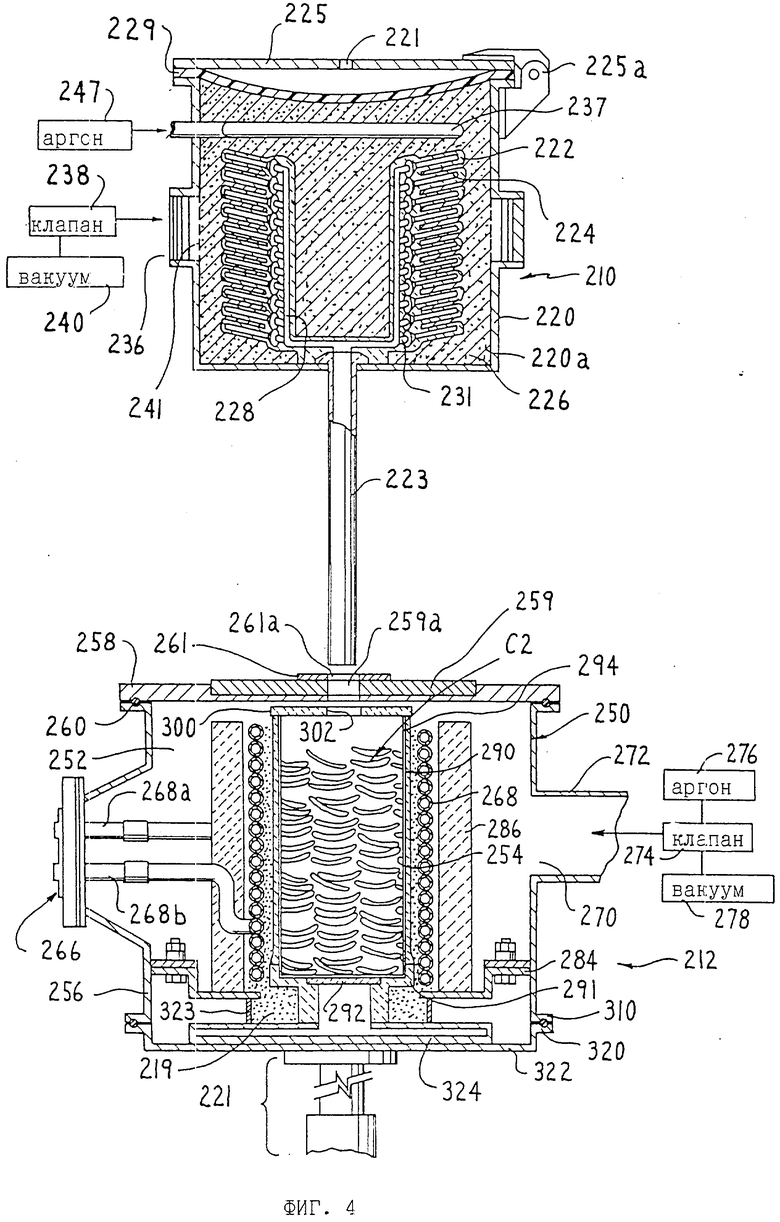
На фиг. 4 показано устройство в соответствии с другим вариантом исполнения изобретения для изготовления интерметаллических отливок литьем методом противодавления. В частности, устройство включает в себя секцию 210 формы и плавильную секцию 212, причем секция формы расположена над плавильной секцией для литья методом противодавления интерметаллического расплава. Контейнер 220 формы перемещается относительно плавильной секции 12 посредством гидравлического рычага (не показан), как описано в патенте США N 5042561.
Секция 210 формы включает стальной контейнер 220 формы, имеющий цилиндрическую камеру 220a, в котором форма 222 для литья по выплавляемым моделям, имеющая множество полостей 224, расположена в массе 226 частиц с низкой химической активностью. Форма 222 расположена на продолговатой, жаростойкой (например, углерод) наполнительной трубе 223, опускающейся с контейнера 220 снаружи. Наполнительная труба 223 соединена с днищем формы 222 и проходит уплотнительно через нижнее отверстие в контейнере 220, как показано, например, в патенте США N 5042561. Вертикальный литниковый канал 228 формы сообщается с наполнительной трубой 223 и с полостями 224 формы через боковые каналы литниковой системы 231. Форма 222 для литья по выплавляемым моделям изготовлена упомянутым способом с применением выплавляемого модельного состава.
Контейнер 220 формы имеет открывающуюся/закрывающуюся крышку 225, соединенную с контейнером посредством шарнира 225a. Крышка 225 несет листовую резиновую прокладку 229, сообщающуюся с окружающей атмосферой через вентиляционное отверстие 221.
Форма 222 заделана в массе 226 частиц с низкой реакционной способностью для конкретного расплава, заливаемого в форму 222, таким образом в случае любой утечки из формы 22 расплав будет ограничен без вредной реакции в массе 226. Соответствующие порошкообразные материалы для расплава TiAl были описаны. Резиновая прокладка 229 уплотняет массу 226 частиц вокруг формы 222, когда в контейнере 220 создают относительный вакуум для опоры формы во время литья.
Контейнер 220 формы включает расположенную по периферии камеру 236, сообщающуюся через обычный запорный клапан 238 с источником 240 вакуума, например, вакуумным насосом. Камера 236 закрыта перфорированной сеткой 241, непроницаемой для частиц массы 226, чтобы содержать их внутри контейнера 220. Контейнер 220 формы также содержит впускной трубопровод 237 для подачи аргона соответственно из защищенного распределительного трубопровода 243 в контейнер 220 из соответствующего источника 247.
Плавильная секция 212 включает металлический (например, стальной) кожух 250, образующий плавильную камеру 252 вокруг огнеупорной плавильной емкости 254. Кожух 250 имеет боковую стенку 256 и съемную верхнюю часть 258, уплотненную с боковой стенкой сальниковым уплотнением 260. Скользящая крышка 261 типа, описанного в патенте США N 5042561, расположена на неподвижной крышке 259 верхней части 258, и она может перемещаться для приема наполнительной трубы 223 для целей, изложенных в этом патенте. Неподвижная крышка 259 имеет отверстие 259a для приема трубы 223 для заполнения формы, как показано на фиг. 3. Скользящая крышка 261 имеет отверстие 261a для приема наполнительной трубы 223. когда отверстия 259a, 261a сцентрированы для заливки расплава из емкости 254 в форму 222.
В боковой стенке 256 образован уплотненный входной канал 266 для прохождения соединений 268a, 268b от электрического источника питания (не показан) к индукционной катушке 268, расположенной в камере 252 вокруг плавильной емкости 254. Также в боковой стенке 256 имеется отверстие 270, сообщающееся через трубопровод 272 и клапан 274 с источником 276 аргона или другого инертного газа, либо с источником вакуума (например, вакуумный насос) 278.
На боковой стенке 256 имеется внутренний выступ или фланец 284, на котором расположена опора 286 для индукционной катушки 268. Масса 219 частиц (подобна массе 226) с низкой реакционной способностью проходит вверх между катушкой 268 и плавильной емкостью 254 для ограничения любой утечки расплава из емкости 254 внутри частиц с низкой реакционной способностью.
Плавильная емкость 254 содержит цилиндрический трубчатый керамический кожух 290, удерживаемый и прикрепленный (например, керамический клей на основе силиката калия) наверху керамического кольца 291. Как показано, кольцо 291 включает в себя хрупкий огнеупорный элемент 292 заделки летки, удерживаемый под действием силы тяжести так, чтобы находиться вблизи днища плавильной емкости 254, образованной кожухом 290, кольцом 291 и элементом 292 заделки летки. Элемент 292 имеет кольцеобразный паз 292a, который делает его легко разрушаемым во время операции литья, как будет описано.
Керамический кожух 290 и кольцо 291 также изготовлены описанным способом с применением выплавляемого модельного состава. Для литья из сплава TiAl кожух 290, кольцо 291 и элемент 292 заделки летки выполнены из материалов, описанных в связи с конструкцией, показанной на фиг. 1. После сборки вместе кожуха 290, кольца 291 и элемента 292 заделки летки для образования плавильной емкости 254 ее футеруют листовым графитом GRAFOIL или графитовой тканью, причем прокладка 294 также может быть описанного выше типа.
Открытый верхний конец плавильной емкости 254 частично закрыт крышкой 300 из волокнистой окиси алюминия. Крышка 300 имеет центральное отверстие 302, через которое можно вводить расплавленный металлический компонент интерметаллического расплава и трубу 223 для заполнения формы.
Нижний закрытый конец плавильной емкости 254 имеет наружный выступ или фланец 310, который соприкасается с подобным выступом или фланцем 320 на расположенном внизу контейнере 322 формы. Контейнер 322 включает металлическую (например, медную) форму 324, установленную в нем под днищем плавильной емкости 254, при этом кольцо 291 лежит уплотнительно на металлической форме 324. Масса 219 частиц расположена вокруг кольца 291 в направлении металлической формы и ограничена гильзой 323. Контейнер 322 поддерживается подъемником 221.
Во время применения в литье методом противодавления согласно изобретению форму 222 устанавливают в массу 226 частиц (например, зерна двуокиси циркония) в контейнере 220, при этом наполнительная труба выступает из контейнера, как показано на фиг. 4.
Собранную плавильную емкость 254 устанавливают на металлическую форму 324, расположенную в контейнере 322. Контейнер 322 поднимают подъемником 221 для установки загруженной емкости 254 в плавильной камере 252 внутри индукционной катушки 268, как показано на фиг. 4.
Затем через отверстие 302 вводят частицы 219 для размещения вокруг плавильной емкости. В плавильную емкость 254 помещают загрузку C2 из кусков твердого нелегированного титана (первый металл интерметаллического сплава) и на нее устанавливают крышку 300. Титановая загрузка может состоять из недорогостоящего листового титанового скрапа, брикетов и других соответствующих форм, как было описано выше. В титановую загрузку C1 можно добавить частицы легирующей добавки, как было описано.
Для начала цикла плавки сначала вакуумируют плавильную камеру 252 до уровня примерно 100 мкм и затем ее заполняют аргоном до давления слегка выше атмосферного (> 5 Торр) через отверстие 270. Затем загрузку (шихту для плавки) из твердых кусков титана предварительно нагревают, если это требуется, индукционной катушкой 268 до температуры 350-1500oF (177-815oC, т. е. ниже температуры ликвидуса титана).
Одновременно в плавильной емкости (не показана, но подобна емкости 110 на фиг. 1) снаружи установки для литья плавят алюминиевую загрузку (сырье для плавки) для получения второго металлического компонента интерметаллического сплава. В частности загрузку из алюминиевого скрапа или другого нелегированного (или легированного) алюминия плавят на воздухе в емкости, которая имеет огнеупорную футеровку из глины и графита. Расплавленный алюминий нагревают до перенагрева примерно на 80oF (26,67oC и затем заливают в плавильную емкость 254 через отверстия 259a, 261a и 302. Количество расплавленного алюминия, добавленного в емкость 254, соответствует процентному содержанию алюминия по массе, необходимого в интерметаллическом сплаве.
При давлении газа аргона слегка выше атмосферного индукционная катушка 268 возбуждается до такого уровня мощности, чтобы нагреть твердую титановую загрузку для плавки и реакции их в плавильной емкости 254. Титановая и алюминиевая загрузки вступают в экзотермическую реакцию в емкости 254, в результате образуется значительное количество тепла, которое ускоряет процесс плавки для уменьшения времени, необходимого для получения интерметаллического сплава M, готового для заливки в форму 222, и также для экономии электроэнергии, которая потребуется в противном случае от индукционной катушки 268. Для получения расплава TiAl (42 фунта), готового для литья спустя только 1,25 мин после возбуждения индукционной катушки 268, применяют уровень мощности 240 кВт.
Обычно уровень мощности в интервале 200-240 кВт, прилагаемой в течение 1,25-2,0 мин, можно применять для получения расплава TiAl в количестве 40-50 фунтов. Уровень мощности и время можно изменять и регулировать для достижения требуемого перегрева за короткий отрезок времени.
Время, необходимое для образования расплава TiAl в емкости 254, готового для литья в форме 222, является достаточно непродолжительным - обычно не превышает время приложения мощности в течение примерно 2 мин. В результате время нахождения расплава в емкости 254 является достаточно коротким, чтобы не происходила вредная реакция между расплавом и огнеупорной футеровкой емкости. Таким образом получают расплав, который можно использовать для изготовления конструкционных отливок.
Как только расплав достигнет требуемой температуры (перегрев) литья (например, только после 1,25 мин), контейнер 220 опускают для ввода наполнительной трубы 223 через отверстие 259a и также отверстие 302 в расплав M в емкости 254 (фиг. 5). Контейнер 220 перемещают упомянутым гидравлическим рычагом (не показан). До или после погружения наполнительной трубы в расплав в контейнере создают вакуум через камеру 236. Таким образом, вакуум прилагают к форме 222, в сравнении с созданием атмосферного давления газа аргона в плавильной камере 252, для установления перепада давления ниже атмосферного между полостями 224 формы и расплавом в емкости 254, который достаточен для затягивания расплава вверх через наполнительную трубу 223 в форму 222.
После заполнения формы 222 расплавом и затвердевания отливок в полостях 224 формы контейнер 220 опускают для разрушения элемента 292 заделки летки и прокладки 294 наполнительной трубой 223. Затем контейнер 220 поднимают для удаления наполнительной трубы 223 из плавильной камеры 252. Часть расплава в наполнительной трубе стекает назад в емкость во время этого движения. Выпущенный расплав и любой неиспользованный расплав, оставшийся в емкости 254, стекает в металлическую форму 324, где расплав быстро затвердевает. После того, как расплав в металлической форме достаточно охлаждается (например, до 1100oF - 593oC), металлическую форму 324, заполненную расплавом, и емкость 254 можно удалить из плавильной камеры 252 посредством опускания подъемником 221.
Использование металлической формы 324 для быстрого затвердевания слитого или неиспользованного расплава сокращает время, необходимое для установки нового контейнера 322, металлической формы 324 и емкости 254, загруженной титаном для последующего литья деталей. Без металлической формы 234 слитый или неиспользованный расплав должен оставаться в емкости 254 и медленно охлаждаться до достаточно низкой температуры, чтобы можно было его удалить из плавильной камеры.
После установки нового контейнера 322, металлической формы 324 и загруженной емкости 254 в плавильной камере 252, как было описано, можно приготовить алюминиевый расплав в другой плавильной емкости (емкость 110 на фиг. 1) и повторить описанный цикл литья в новой форме 222, установленной в контейнере 220. В результате сокращается время для цикла литья.
Форму 222, заполненную расплавом (только что удаленную из плавильной камеры 252), оставляют в ее контейнере 220, при этом направляют поток аргона через впускное отверстие 237, таким образом расплав может затвердевать и/или охлаждаться до температуры окружающей среды в атмосфере аргона. Как уже упоминалось, выбирают такой материал для формы, чтобы уменьшить реакцию между расплавом и материалом формы во время затвердевания расплава в форме 222. Это также позволяет получить отливки из сплава TiAl, свободные от вредного загрязнения.
Устройство, показанное на фиг. 4-5, отличается непродолжительным циклом литья. Например, для изготовления автомобильных выхлопных клапанов из сплава TiAl три формы 222, каждая из которых имеет 270 полостей, могут отливать в час методом противодавления с использованием устройства, показанного на фиг. 3. Загрузка TiAl в емкость будет составлять 54 фунтов с 11 фунтами, слитыми из наполнительной трубы 223, когда ее удаляют из расплава после заполнения формы 222. Таким образом, при применении устройства, показанного на фиг. 4-5, можно отливать в общем 4 миллиона выхлопных клапанов в год. Клапаны будут отливать с меньшими затратами в сравнении с другими способами, при этом они будут свободны от вредного загрязнения в результате реакций между расплавом и емкостью и расплавом и формой.
Хотя в описании подробно изложен наиболее предпочтительный вариант исполнения изобретения, в объеме изобретения возможны изменения и модификации, включая перестановку деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛИТЬЯ ВАКУУМНЫМ ВСАСЫВАНИЕМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2108892C1 |
| СПОСОБ АНТИГРАВИТАЦИОННОЙ РАЗЛИВКИ РАСПЛАВЛЕННОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2039629C1 |
| ЦЕНТРОБЕЖНОЕ ЛИТЬЕ МЕТОДОМ ПРОТИВОДАВЛЕНИЯ | 2002 |
|
RU2278765C2 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ МЕТАЛЛА ПОД ДЕЙСТВИЕМ ПЕРЕПАДА ДАВЛЕНИЯ И СПОСОБ ЛИТЬЯ МЕТАЛЛА ПОД ДЕЙСТВИЕМ ПЕРЕПАДА ДАВЛЕНИЯ | 1990 |
|
RU2023533C1 |
| Способ литья и устройство для его осуществления | 1985 |
|
SU1360578A3 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ И ЛИТЫХ ИЗДЕЛИЙ ИЗ ИНТЕРМЕТАЛЛИЧЕСКИХ СПЛАВОВ | 2007 |
|
RU2362651C1 |
| Способ обработки интерметаллических сплавов на основе гамма-алюминида титана | 2015 |
|
RU2625515C2 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЮМИНИЕВОГО СПЛАВА, СОДЕРЖАЩЕГО ЛИТИЙ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2079563C1 |
| ЛИНИЯ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК МЕТОДОМ ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1992 |
|
RU2025206C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЫХ ДЕТАЛЕЙ С ГРАНУЛЯРНОЙ СТРУКТУРОЙ | 2007 |
|
RU2375147C2 |



Изобретение предназначено для изготовления интерметаллических отливок с небольшим уровнем загрязнения, например, из алюминида титана, никеля, железа для автомобильной и аэрокосмической промышленности. Загрузку из твердого первого металла, защищенную от воздуха, как это требуется, помещают в емкость, а загрузку другого металла, который вступает в экзотермическую реакцию с первым металлом, плавят в другой емкости. Расплавленный второй металл вводят в емкость, содержащую загрузку первого металла, для контактирования с первым металлом. Первый и второй металлы нагревают в емкости для их экзотермической реакции и образования расплава для заливки в форму без применения давления или методом противодавления. Экзотермическая реакция между первым и вторым металлами высвобождает значительное количество тепла, которое сокращает время, необходимое для получения расплава, готового для литья в форму. 3 с. и 23 з.п. ф-лы, 5 ил.
| US, патент, 5042561, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |

