Ob
эо
Изобретение огносигся к лигеЭному производству, в часгносги к совмещенному процессу лигья в кокиль и ковки.
Известна система распределения смазки, используемая в восьмипозиционной литейно-ковочной машине карусельного типа. Машина соцержит поворотный стол, вокруг которого размещены узлы заливки металла в кокиль, ковки, обрезки и выталкивания облоя. В поворотный стол встроена система распрецеления технологической смазки между раскрытыми половинами ковочного штампа. Система распределения технологической смазки состоит из грех конценгрично расположенных колец; наружного, центрального и внутреннего, выполненных из бронзы. Кольца размешены на обшем кольцевом стальном подпятнике, расположенном в ,пазу поворотного стола заподлицо с последним. При этом наружное и внутреннее кольца через подпятник жестко соединены с поворотным столом с возможностью вращения относительно центрального кольца, которое посредством штыря, исключающего его разворот, соединено с фиксирующей планкой, закрепленной на траверсе машины. В центральное кольцо по оси с ковочным штампом встроен подпружиненный башмак сегментной формы со смазкоподводяшими каналами, сообщающийся через трубопровод с бачком для смазки и с возможностью периодического контакта с отверстиями (по числу позиций), выполненными в подпятнике под центральным кольцом. При этом эти отверстия через каналы, выполненные в поворотном столе, сообщаются со смазкораспределительными трубками (по числу позиций). Каждая из трубок имеет отверстия, обращенные к верхней к нижней половинам ковочного штампа 1
Недостаток известной системы заключается в том, что использование одного штыря, закрепленного на центральном кольце, с целью исключения разворота последнего во время поворота стола неэффективно. Поэтому, в процессе работы из-за большой скорости вращения поворотного стола происходит его заклинивание, и создается неравномерный и повышенный износ контактных поверхностей колец системы смазки. В итоге увеличивается зарор между кольцами, в который выходит под давдением смазка, загрязняя мац1ину, и приводя к излишнему ее расходу.
Кроме того, в процессе эксплуатации боковые усилия, возникающие при. повороте стола и действуюшие на наружное и . внутреннее кольца, воздействуют на крепежные винты, способствуя их отвинчиванию, в результате между наружным и внутренним кольцами с одной стороны и центральным кольцом с другой стороны образуется зазор из-за интенсивного износа колец в связи с нежесткой их фиксацией, что приводит к указанным выше последствиям.
Цель изобретения - повышение долговечности и уменьшение потерь смазки.
Поставленная цель достигаете тем, что в системе распределения технологической смазки в карусельной литейно- ковочной машине, содержащей концентрично расположенные наружное, центральное и внутреннее кольца, установленные на кольцевом подпятнике, имеющем отверстия соединенные со смазкораздаточными тру&ками и жестко связывающие наружное и внутреннее кольца с поворотным столом машины, центрирующий штырь,связанный с центральным кольцом и размещенный в фиксирующей планке, и подпружиненный башмак со смазкоподводящйми каналами, связанный посредством трубопровода с бачком для смазки, на поворотном столе выполнено кольцевое направляющее углубление, при этом подпятник с кольцами размешен в этом углублений, а центральное кольцо снабжено дополнительным центрирующим штырем, р1азмещенным в фиксирующей планке..
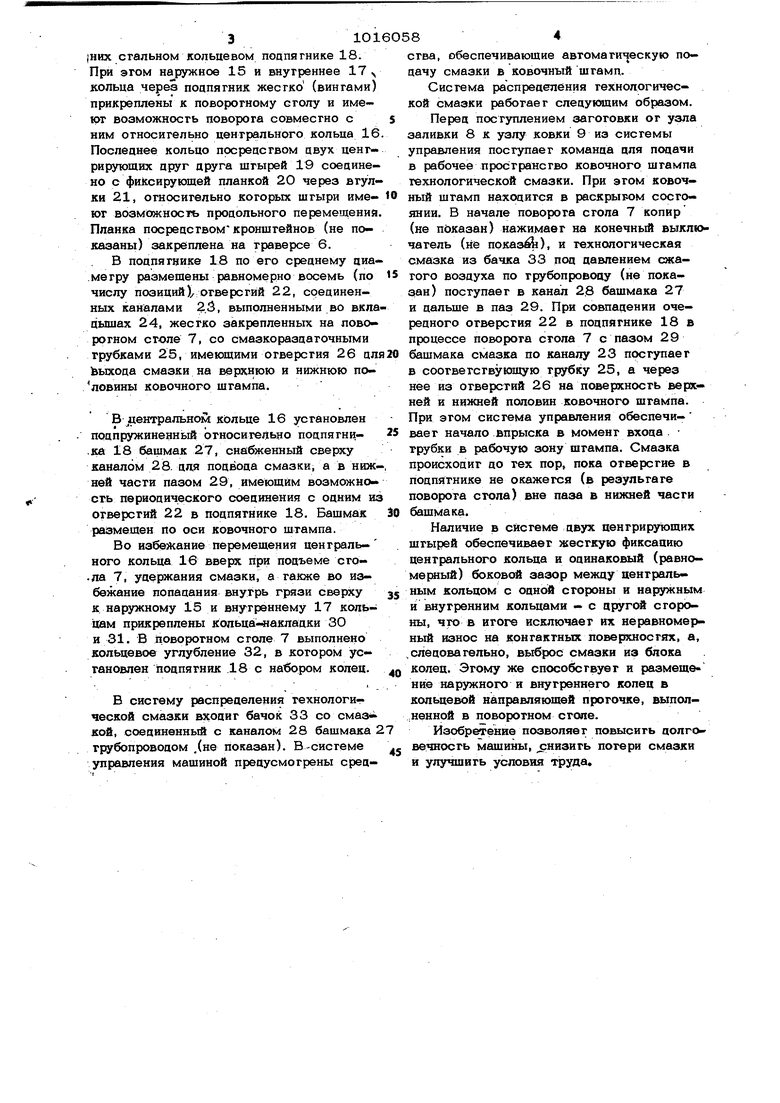
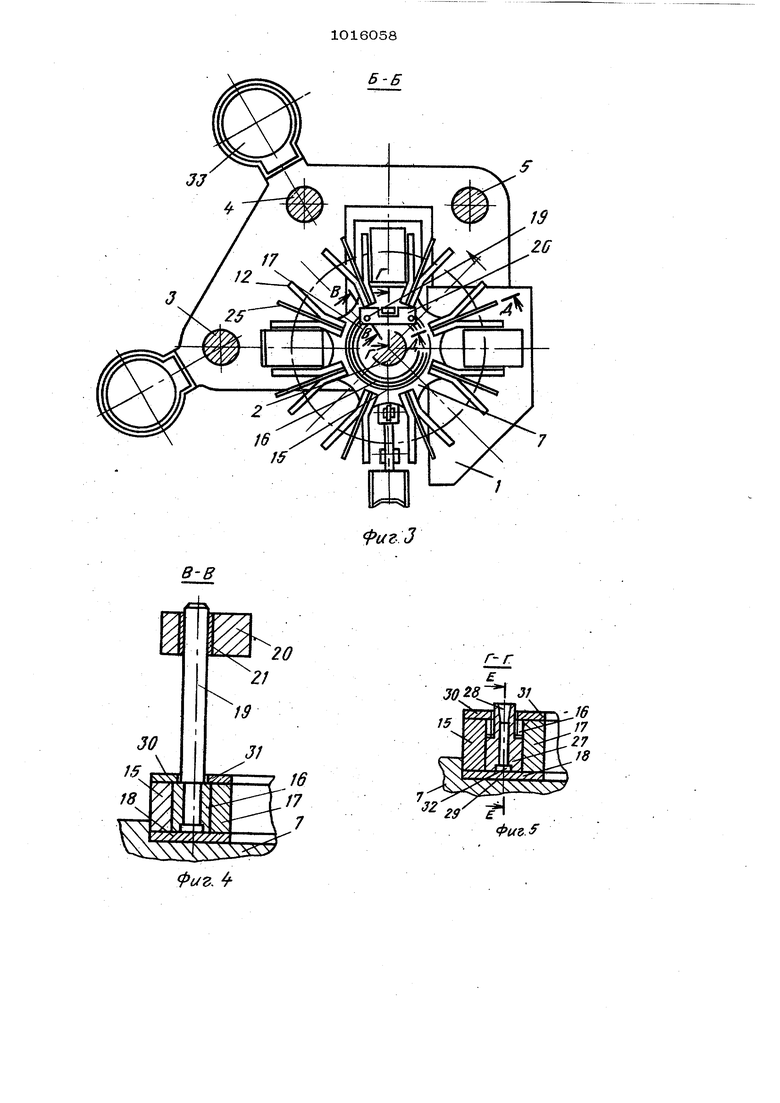
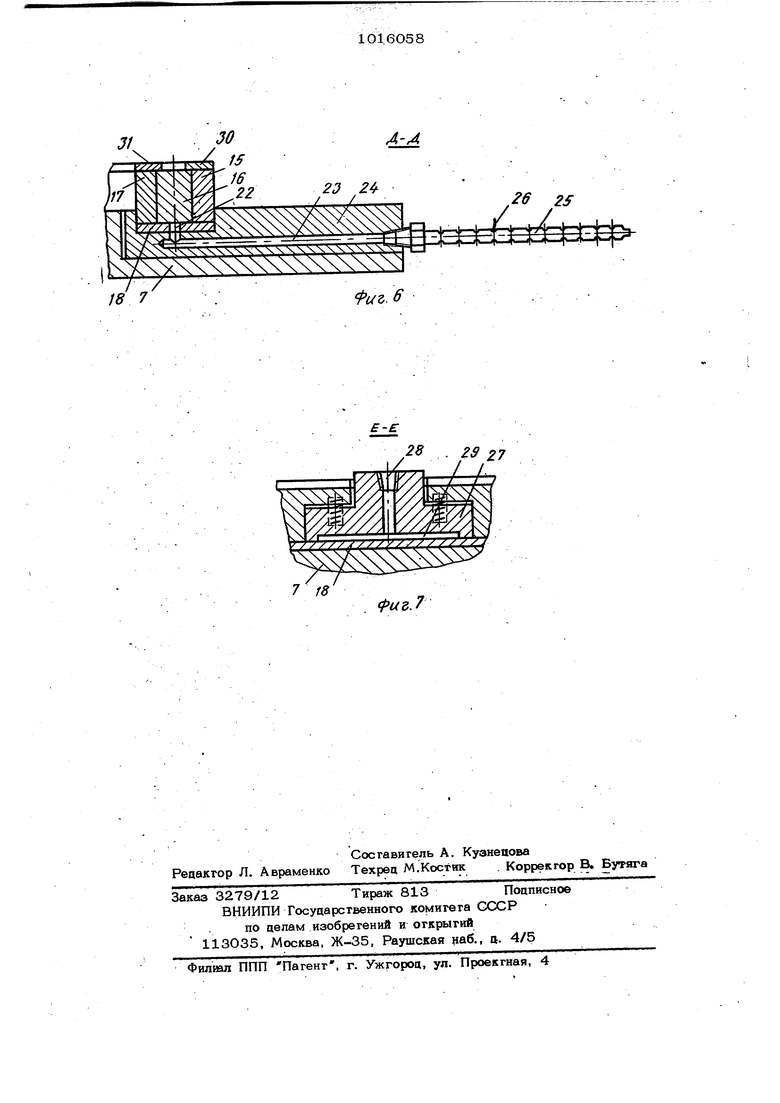
На фиг, 1 изображена литейная ковочна машина, разрез; на фиг. 2 - разрез А-А / на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1 на фиг. 4, 5 и 6 соответственно сечения В-В, Г-Г, Д-Д на фиг. 3; па. фиг. 7 - сечение Е-Е ца фиг. 5.
Литейно-ковочная машин модержит станину 1 с закрепленными на ней колоннами 2, 3, 4 и 5, верхнюю траверсу 6, поворотный стол 7, установленный с возможное гью вращения относительно колонны 2, и узлы заливки 8 в кокиль, ковки 9, обрезки 10 и выталкивания облоя 1 Поворотный с гол снабжен восемью (по числу позиций) парами транспортных захвагов 12 и имеет возможность поворота и перемещения вверх-вниз с помощью гидроприводов 13 и 14. Система поцачи технологической смазки в пространство между раскрытыми половинами ковочного штампа включает в себя конценгрично расположенные. друг относительно друга и оси колонны 2 кольца, наружное 15, центральное 16 и внутреннее 17. Все кольца вьшо йены из бронзы и размещены на общем дл 3101 |них стальном кольцевом поцпягнике 18. При эгом наружное 15 и внугреннее 17 кольца через поцпягник жестко (винтами) прикреплены к поворотному столу и имеют возможность поворота совместно с ним относительно центрального кольца 16 Последнее кольцо посредством цвух центрирующих друг друга штырей 19 соединено с фиксирующей планкой 20 через втУлки 21, относительно которых штыри имеют возможность продольного перемещения. Планка посредствомкронштейнов (не показаны) закреплена на траверсе 6. В подпятнике 18 по его среднему циаметру размешены равномерно восемь (по числу позиций)/ отверстий 22, срединен- ных каналами 2.3, выполненными во вкла цышах 24, жестко закрепленных на поворотном столе 7, со смазкораздаточными трубками 25, имеющими отверстия 26 для Ььиода смазки на верхнюю и нижнюю половины ковочного штампа. В центральном кольце 16 установлен подпружиненнь1й относительно подпятни.ка 18 башмак 27, снабженный сверису каналом 28. для подвода смазки, а в нижней части пазом 29, имеющим возможность периодического соединения с одним из отверстий 22 в подпятнике 18. Башмак размешен по оси ковочного штампа. Во избежание перемещения централь- ного кольца 16 вверх при подъеме сто.ла 7, удержания смазки, а также во избежание попадания внутрь грязи сверху к наружному 15 и внутреннему 17 кольцам прикреплены кольца«41акладки 30 и 31. В поворотном с голе 7 выполнено кольцевое углубление 32, в котором установлен подпятник 18 с набором колец. В систему распределения технологической смазки входит бачок 33 со смаз кой, соединенный с каналом 28 башмака 2 трубопроводом .(не показан). В системе управления машиной предусмотрены сред. 84 ства, обеспечивающие автоматическую подачу смазки в ковочный штамп. Система распрецеления технологической смазки ршбогаег слецукяиим образом. Перец поступлением заготовки от узла заливки 8 к узлу ковки 9 из системы управления поступает команца цля поцачи в рабочее пространство ковочного штампа технологической смазки. При этом ковочный штамп находится в раскрытом состоянии. В начале поворота стола 7 копир (не показан) нажимает на конечный выключатель (не показЙ), и технологическая смазка из бачка 33 под давлением ежатого воздуха по трубопроводу (не показан) поступает в канал 28 башмака 27 и дальше в паз 29. При совпадении очередного отверстия 22 в подпятнике 18 в процессе поворота стола 7 с пазом 29 башмака смазка по каналу 23 поступает в соответствующую трубку 25, а через нее из отверстий 26 на поверхность верхней и нижней половин ковочного штампа. При этом система управления обеспечи- вает начало впрыска в момент входа . трубки в рабочую зону штампа. Смазка происходит до тех пор, пока отверстие в подпятнике не окажется (в результате поворота стч)ла) вне паза в нижней части башмака. Наличие в системе двух центрирующих штырей обеспечивает жесткую фиксацию центрального кольца и одинаковый (равноме(шый) боковой зазор между центральным кольцом с одной стороны и наружным и внутренним кольцами - с другой стороны, что в итоге исключает их неравномерный износ на контактных поверхностях, а. следовательно, выброс смазки из блока колец. Этому же способствует и размещенвэ наружного и внутреннего колец в кольцевой н аправляющей проточке, выпол,ненной в поворотном столе, Изобретение позволяет повысить долге вечность машины, ;низить потери смазки и улучшить условия труда.
Ноки/1ь
t oSotiHbH}( Ufmcfffn
27
фиг. 2
иг J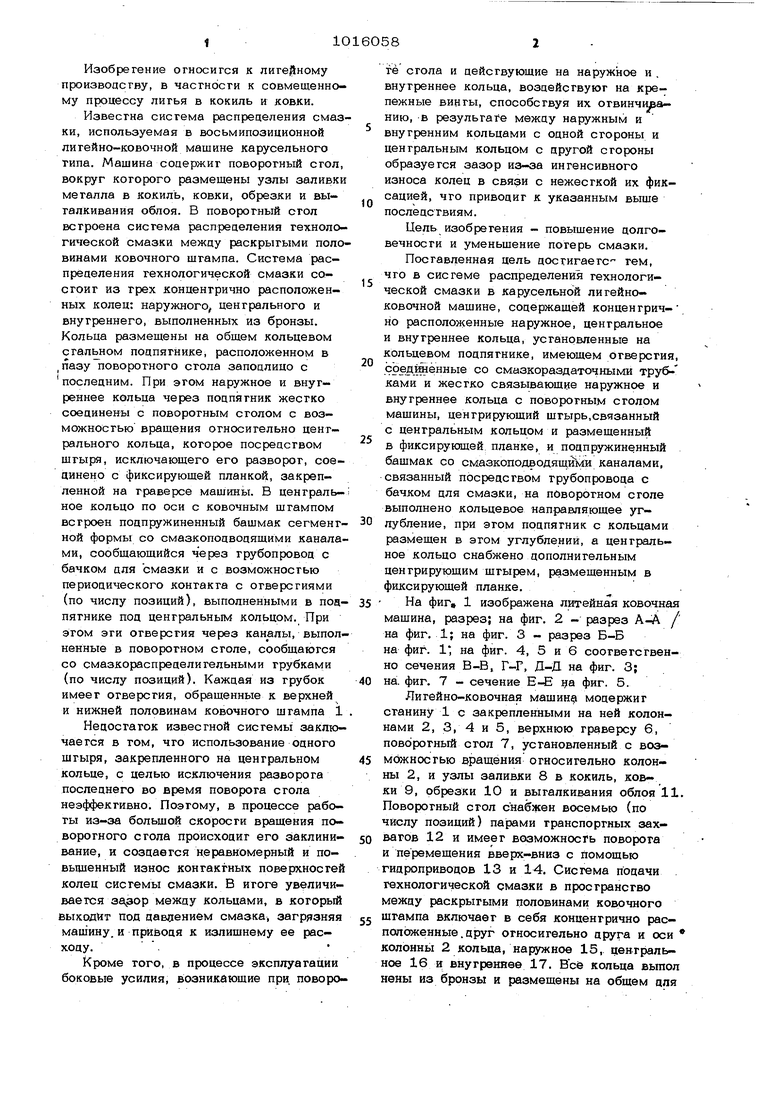
| название | год | авторы | номер документа |
|---|---|---|---|
| ЦЕНТРОБЕЖНО-ВЕРТИКАЛЬНАЯ ЛИТЕЙНАЯ МАШИНА | 1949 |
|
SU85290A1 |
| Компенсатор неравномерности нагружения штампа | 1989 |
|
SU1710350A1 |
| Масляная ванна электрической машины | 2023 |
|
RU2823670C1 |
| ОБДЕЛКА ШАХТНОГО СТВОЛА, КОМПЛЕКС ДЛЯ ЕЕ СООРУЖЕНИЯ И СПОСОБ ЕЕ СООРУЖЕНИЯ | 2012 |
|
RU2502873C1 |
| Компенсатор неравномерности нагружения элементов штамповой оснастки открытого вертикального пресса | 1987 |
|
SU1440740A1 |
| Встряхивающая формовочная машина | 1989 |
|
SU1708494A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| ПРАВОЧНЫЙ ШТАМП | 2000 |
|
RU2201835C2 |
| Радиально-ковочная машина | 1981 |
|
SU1061901A1 |
| Центробежная литейная машина с вертикальной осью вращения | 1987 |
|
SU1502180A1 |
СИСГГЕМА РАСПРЕдаЛЕНИЯ ТЕХНОЛОГИЧЕСКОЙ СМАЗКИ В КА РУСЕЛЬНОЙ ЛИТЕЙНО-КОВОЧНОЙ МАШИНЕ, содержащая койценгрйчно располо.женные наружное, центральное и внутренjHee кольца, усгановленные на кольцевом подпядгнике, имеющем огйерсгия, соединенные со сйазко рааца гочными трубками, и жестко связьшаюшем наружное и внутренее кольца с поворотным столом машины, цен трирукнцийиргырь, ный с центральным кольцом и размещё нньй в фиксирующей планке, в подпружиненный бащмак со смазкоподводящими каналами, связанный посредством трубопровода с бачком для смазки, о т л и ч а ю щ а я с я тем, что, с целью по вышения долговечности машины и умень- щения -потерь смазки, jia поворотном столе выполнено кольцевое направляющее пглубпение, при этом подпятник с кольцами раймещён fe этом углублении, а (Л це4гч альное кольцо снабжено дополввтельным центрирующим штырем, размещёнс ным в фиксирующей планке,
Фиг.
фиг.
7 18 Фиг.
LJ
фиг.7 6
