S
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления конических зубчатых пар | 1986 |
|
SU1431901A1 |
| Способ фрезерования поверхностей заготовок и обрабатывающий центр для его осуществления | 2014 |
|
RU2615387C2 |
| Способ обработки фасонных поверхностей заготовок периферией шлифовального круга | 1983 |
|
SU1166968A1 |
| Способ обработки пространственных поверхностей и устройство для его осуществления | 1986 |
|
SU1399013A1 |
| СПОСОБ СКВОЗНОГО БЕСЦЕНТРОВОГО НАРУЖНОГО ШЛИФОВАНИЯ | 1992 |
|
RU2023575C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ВЫСОКОСКОРОСТНЫМ ФРЕЗЕРОВАНИЕМ | 2012 |
|
RU2544710C2 |
| Способ обработки тел вращения | 1987 |
|
SU1440623A1 |
| УСТРОЙСТВО ДЛЯ БЕЗАБРАЗИВНОЙ ДОВОДКИ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ ПОДШИПНИКОВ | 2001 |
|
RU2213652C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ ПОВЫШЕННОЙ ТОЧНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2817096C1 |
О5
о со
Изобретение относится к обработке металлов резанием и может быть использовано при обработке выпуклых и вогнутых фасонных поверхностей тел вращения.
Известны способы обработки тел вращения, при которых ведется обработка двух заготовок цилиндрической фрезой, ось которой скрещивается под прямым углом с осями заготовок. Фрезе сообщается подача вдоль оси заготовок, а последним - вращение вокруг оси, параллельной осям заготовок 1 .
При такой схеме жесткость оправки с фрезами уменьшается при увеличении размеров заготовок и расстоянии между ними. Кромке того, одновременно в работе находится малое число зубьев, ввиду чего достижение относительно высокой производительности представляет затруднения.
Известны способы обработки фасонных поверхностей вращающимся многозубым инструментом, которому сообщается поступательное движение вдоль направляющей обрабатываемой поверхности. Каждому зубу придаются независимые поступательные перемещения в направлении обрабатываемой поверхности 2.
Недостатком данных способов является строчечный характер обработки.
Наиболее близким к предлагаемому способу является способ обработки фасонных поверхностей тел вращения, при котором оси заготовки и торцовой фрезы скрещивают под острым углом, к заготовке и фрезе сообщают вращение 3.
Однако при обработке протяженных поверхностей размеры инструмента резко возрастают, что усложняет обслуживание, увеличивает необходимую мощность оборудования. Кроме того, при обработке выпуклых поверхностей с образующей произвольной формы в ряде случаев не удается осуществить приближенное формообразование из-за того, что погрещность формообразования превыщает допуск на обработку.
Цель изобретения - повыщение производительности обработки протяженных фасонных поверхностей.
Поставленная цель достигается тем, что согласно способу обработки, при котором оси заготовки с торцовой фрезы скрещивают под острым углом, и заготовке и фрезе сообщают вращение, заготовке сообщают
дополнительное вращение вокруг оси, параллельной прямой, перпендикулярной осям заготовки и фрезы и пересекающейся с ними, и подачи в направлениях, параллельном и перпендикулярном к указанной оси.
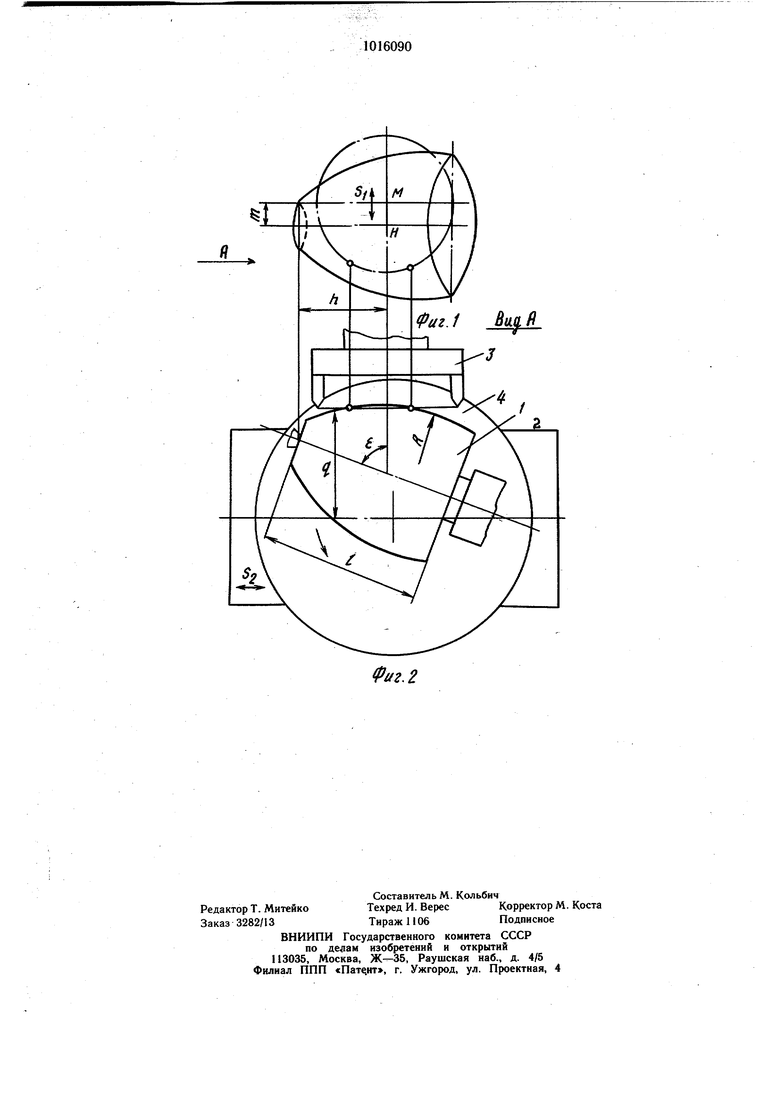
На фиг. 1 представлена схема, поясняющая способы обработки; на фиг. 2 - вид А на фиг. 1.
Заготовку Г устанавливают на оправке 2, закрепленной в шпинделе бабки изделия.
На шпинделе станка устанавливают торцовую фрезу 3. Оси заготовки 1 и фрезы 3 скрещивают. Бабку изделия вместе с заготовкой 1 располагают на поворотном столе 4, ось вращения которой параллельна
отрезку МН прямой, перпендикулярной осям заготовки 1 и фрезы 3 и пересекающейся с ними.
При вращении фрезы 3 и заготовки 1 фреза врезается в заготовку в направлении оси фрезы. После этого осуществляется вращение поворотного стола 4 вокруг его оси, подача S) стола вдоль этой оси и S в направлении, перпендикулярном к ней.
Для любого момента времени параметры установки заготовки относительно инструмента , m и g определяются в соответствии
с требованиями минимизации погрещности формообразования в пределах дуги контакта фрезы с обрабатываемой поверхностью.
Скорость вращения стола и координата h изменяются таким образом, чтобы с учетом погрешностей максимизировать длину дуги контакта инструмента с заготовкой.
Предлагаемый способ расширяет область эффективного использования процессов фрезерования тел вращения, которые имеют ряд преимуществ: надежное дробление стружки, большая размерная стойкость инструмента, что особенно важно в автоматизированном производстве при обработке изделий из вязких легированных сталей.
Фиг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ фрезерования тел вращения и станок для его осуществления | 1977 |
|
SU622589A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
