О5
65
05 00
Изобретение относится к области обработки металлов резанием и касается обработки сложньрс фасонных поверхностей шлифованием.
Цель изобретения - расширение технологических возможностей путем обеспечения обработки поверхностей с переменным радиусом кривизны профиля по периметру изделия.
На чертеже представлена схема реализации данного способа.
Обрабатьшаемую заготовку 1, на роторой необходимо обработать фасонную поверхность, закрепляют на оправке 2 в шпинделе станка и сообщают ей вращательное движение. Радиус кривизны профиля этой фасонной поверхности в осевом сечении должен быть выполнен переменным по ее периметру с наименьшим и наибольпшм значениями радиусов кривизны.
Шлифовальный круг 3 размещают . на круговом столе 4, который вращают вокруг оси О с круговой подачей 5, . Ось круговой подачи скрепщвается с осью заготовки 1 под прямым углом. Кроме того, шлифовальный круг 3 перемещают по пазам кругового стола 4 в радиальном направлении с
подачей 52При этом круговую подачу (т.е. круговой стол 4) осуществляют в направлении, перпендикулярном оси вращения заготовки 1, с подачей 5 j таким образом, чтобы в каждый момент времени ось круговой подачи совпадала с центром радиуса кривизны профиля обрабатываемой поверхности. Указанные перемещения с подачами Sj и 5з производят возвратнопоступательно с периодом времени, равным времени одного оборота заготовки. При этом в каждый момент времени направления перемещений с подачами 52 и 5 j противоположны. Например, если круговой стол 4 перемещают в данный момент времени с подачей 5 внаправлении от оси обрабатываемой заготовки 1, то радиальное перемещение шлифовального круга 3 с подачей Sj в этот же момент времени осуществляют по направлению к оси О круговой подачи 5 и наоборот. Амплитуды возвратно-поступательных переме1йений с подачами
62 и S 5 выбирают равными разности наибольшего R и наименьшего Р радиусов кривизны профиля фасонной поверхности.
При сочетании указанных вращательных и возвратно-поступательных перемещений образуется фасонная поверхность с переменным по периметру радиусом кривизны профиля в осевом сечении.
В качестве режущего инструмента кроме указанного шлифовального круг можно применять дисковую фрезу, резец и т.д.
Таким образом, применение .предложенного способа позволяет обрабатывать указанные поверхности профилированием их йа металлорежущем oбopy ;oвaнии без применения ручного труда. 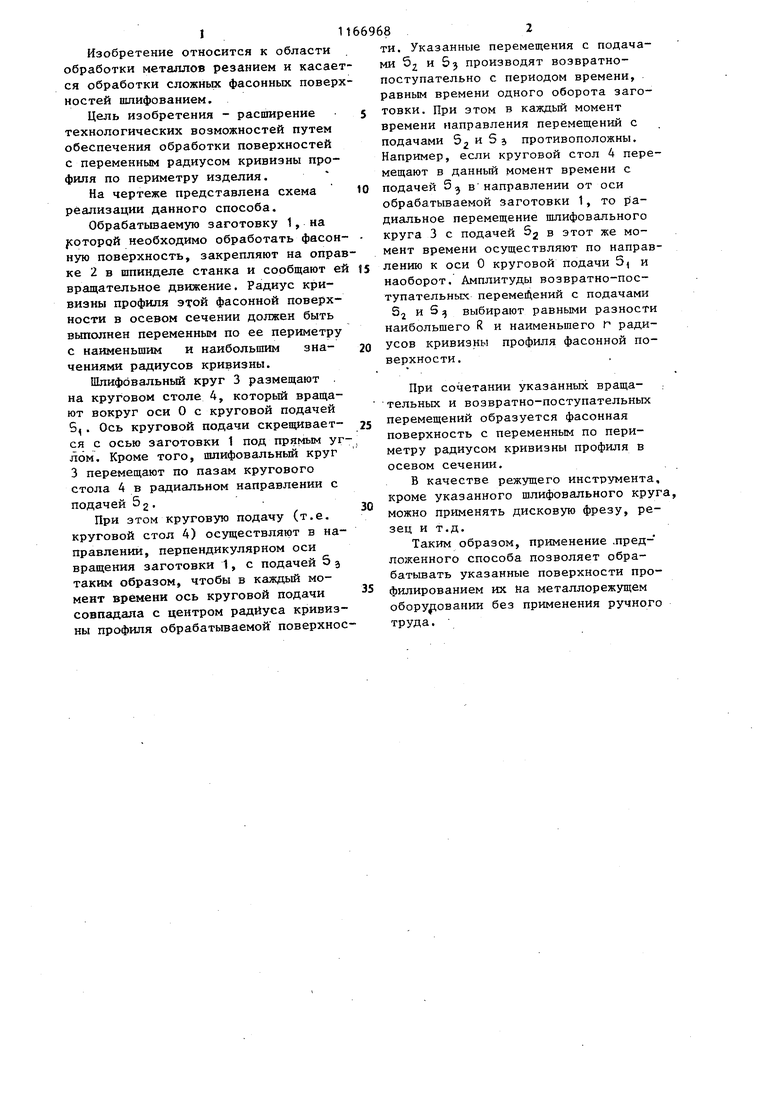
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования наружной поверхности деталей | 1984 |
|
SU1235700A1 |
| Способ токарной обработки радиусных кольцевых канавок | 1985 |
|
SU1291289A1 |
| Устройство для обработки периодически повторяющихся участков с фасонной поверхностью на деталях типа тела вращения | 1976 |
|
SU657973A1 |
| Способ обработки поверхностей вращения | 1984 |
|
SU1255302A1 |
| Способ обработки деталей типа тело вращения с криволинейным профилем | 1984 |
|
SU1256937A1 |
| Устройство для обработки асферических поверхностей | 1972 |
|
SU589107A1 |
| Устройство для шлифования сложных поверхностей | 1981 |
|
SU984718A1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2107605C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| Способ токарной обработки наружных сферических поверхностей | 1981 |
|
SU952442A1 |
1. СПОСОБ ОБРАБОТКИ ФАСОНiHbK ПОВЕРХНОСТЕЙ ЗАГОТОВОК ПЕРИФЕРИЕЙ ШЛИФОВАЛЬНОГО КРУГА,при котором заготовку и круг вращают вокруг их осей, шлифовальному кругу сообщают радиальную подачу и круговую подачу вокруг оси, скрещивающейся с осью заготовки под прямым углом, о т-л и - чающийся тем, что, с целью расширения технологических возможностей путем обеспечения обработки поверхностей с переменным радиусом кривизны профиля по периметру изделия, круговую подачу осуществляют в направлении, перпендикулярном оси вращения заготовки, при этом указанное перемс-щение и радиальнзто подачу шлифовального круга производят возвратно-поступательно со скоростью один двойной ход за оборот заготовки. 2, Способ ПОП.1, отличающийся тем, чтоамплитуды вовратно-поступательных перемещений оси круговой подачи и радиального пересл мещения круга выбирают равными разности наибольшего и наименьшего радиусов профиля заготовки.
| Дружинский И.А | |||
| Методы обработки сложных поверхностей на металлорежущих станках | |||
| М.-Л., Машиностроение, 1965, с | |||
| Счетный сектор | 1919 |
|
SU107A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
