Изобретение относится к метаппургии и может быть использовано дпя удаления шпака с поверхности расппавленного метаппа из метаппургической емкости.
Известен способ скачивания шпака из дуговых печей, заключающийся в накпоне печи и присаживании жидкого чугуна в метапп в период кипения, что вызывает вспенивание и повышение уровня шпака который самотеком спивается через порог рабочего окна в шпаковню ij.
Этот способ обеспечивает удаление топько 40-50% шлака, а оставшийся шлак скачивается гребками, при этом затрачивается тяжелый, ручной и малопроизводительный труд.
Наиболее близким по технической сущности и достигаемому результату к иасибретению является способ скачивания шпака с поверхности жидкого металла, вклв чающий наклон металлургической емкости и принудительное перемещение шлака через сливное отверстие 2J.
Применение струй газа для принудительного перемещения шлака приводит к его разбрызгиванию и некоторому охлаждению металла. Использование для удаления шлака гребков приводит к необходимости частой их замены, использования ручного труда или специальных, сложных приводов для управления движением гребков. Кроме того, полное и эффективное удаление шлака гребком невозможно, так как при тонком слое шлака вместе с вшу захватывается и удаляется металл. Невозможность полного и &Iстрого удаления шлака в значительной степени препятст- вует нормальной деформации металла.
Целью изобретения является более полное удаление шлака и уменьшение потерь металла. .
Поставленная цель достигается тем, что согласно способу скачивания шлака с поверхности жидкого металла, включаютцего наклон, металлургической емкости и принудительное перемещение шлака через сливное отверстие, металлургическую емкость наклоняют до положения уровни металла выше уровня сливного отверстия, а получаемую разность уровней компенсиру« ют путем приложения к поверхности металла взаимно-пересекающихся электри ческого тока и магнитного поля, максимум вfзaимoдeйcтвия которых совпадает с серединой .основания сливного отверстия
Взаимодействие электрического и магнитного поля приводит к возникновению объемных эпектромагнитных (пондеромоторных) сил. Воздействие пондеромоторных сил в районе сливного отверстия металлургической емкости приводит к возникновению в жидком металле перед сливным отверстием вогнутости
5 или так называемой потенциальной ямы, т.е. возникает такое положение, когда прндеромоторные силы создают давление, уравновешивающее гидростатическое давг111ение расплавленного металла в потенц№10 альной яме. Добиваясь путем наклона ме таллургической емкости совмещения основания потенциальной ямь1 с серединой основания сливного отверст.ия, получают превышение уровня металла в металлургической емкости, а следовательно, и уровня шлака над уровнем сливного отверстия. Это приводит к истечению шлака с поверхности расплавленного металла через потенциальную яму и сливное отверстие металлургической емкости в шлаковый сборник.
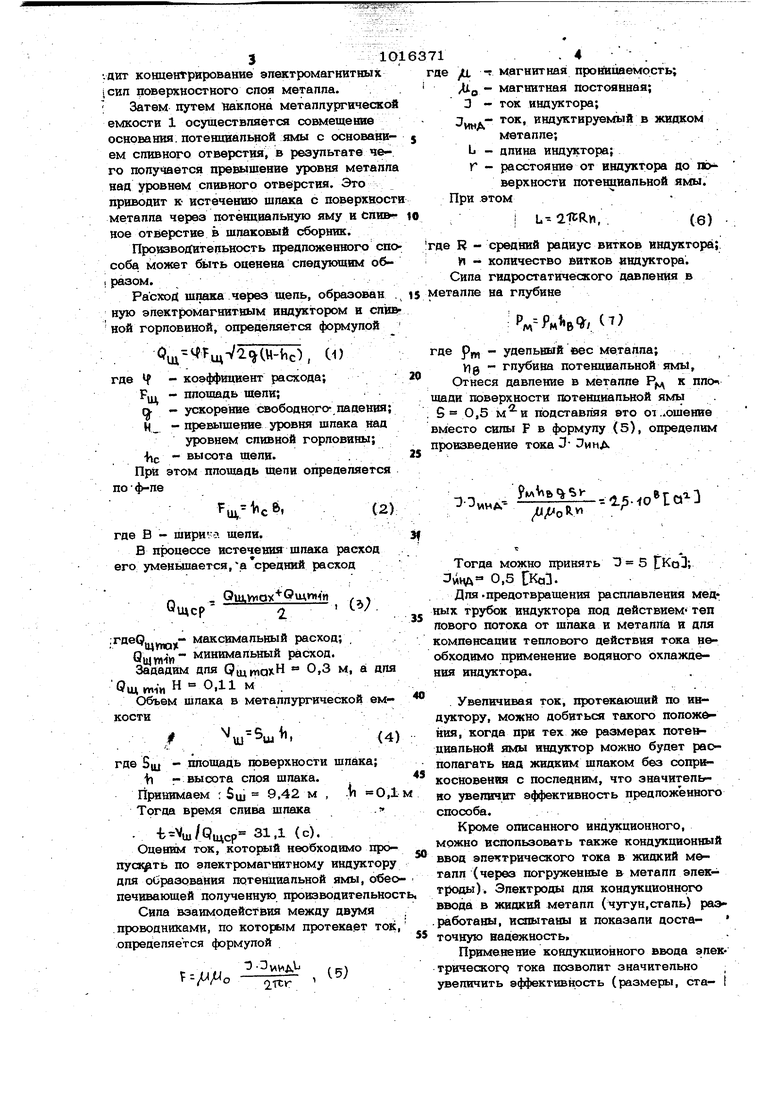
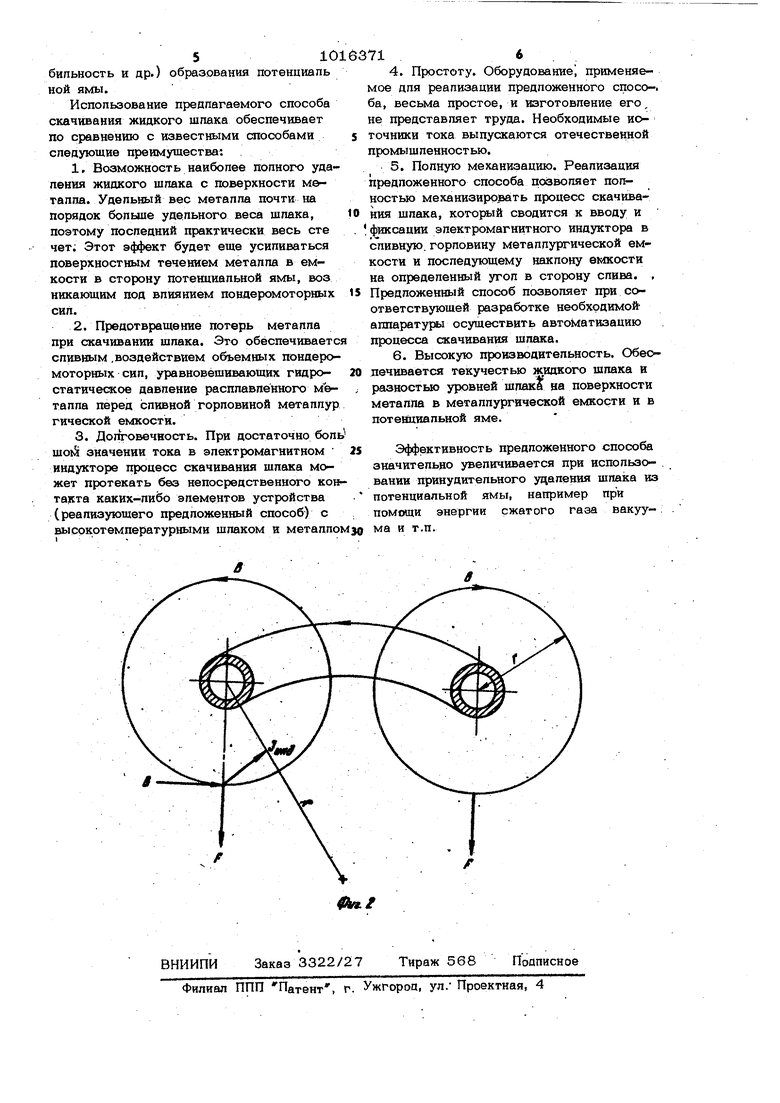
На фиг. 1 и 2 представпеиы схемы реализации способа.
Приме р. Осуществить предложе ный способ можно, например, с помощью ггедукционного ввода в жидкий металл электрического тока и создания индуктором амагнитного поля.
Над стенкой (фиг. 1) металлургичео кой емкости 1. в сливном отверстии устанавливается электромагнитный индуктор 2, который представляет собой катушку, состоящую из нескольких расположенных друг возле друга изолированны к водоох35 лаждаемых витков. Снаружи электромагнитный индуктор 2 покрыт слоем огне-iупорной футеровки 3. При подключении индуктора 2 к источнику электрического тока вокруг витков (фиг. 2) образуется
40 магнитное поле В, направление которого
, определяется известным правилом буравчика, В то же время в расплавленном металле индуктируется ток Зцнд, направление которого противоположно направлению тока в витке индуктора. Взаимодействие индуктированного тока 3 инд с магнитным полем В приводит к возник новению электромагнитной силь F, направ.ление действия которой определяется законом Ленца. Суммарное воздействие электромагнитных сил F создает определенное давление в металле, и при фиксированном положении индуктора в жидком метаппе образуется потенциальная яма.
55 Для того, чтобы увеличить эффективность образования потенциальной ямы, т.е. увеличить ее размеры и-жесткость, необходимо применять высокую частоту ток (до ЗОО Гц), так как при э.том происхо;,дит кош1ентрирование эпектромагкитных СИП цоверхносгного споя метаппа. Затем путем наклона метаппургичесжой емкости 1 осуществляется совмещение основания потешшапьной siMbi с основанием стшного отверстия, в результате чего получается превышение уровня металла над уровнем сливного отверстия. Это приводит к- истечению шлака с поверхност металла через потенциальную яму и ели ное отверстие в шлаковый сборник. Производительность предложенного спо соба кгожет быть оценена следующим образом. Расход шпака через щель, образован ную эпектромагнитшлм индуктором и сл1ав ной горловиной, определяется формулой (Н-ЬсЬ CD -коэффициент расхода; -площадь щели; - ускорение свободного- падения; -превышение уровня шлака над уровнем сливной горловины; -высота щели.. При этом площадь щепи определяется поф-ле ( С 6. где В - ширИ/. щели. В процессе истечения шлака расх его уменыиается,а средний расход . Qiu.VYiqx Qu nn ,где(5. - максимальный расход; . Ошпи минимальный расход. Зададим для « 0,3 м, а QiUmiM Н 0.11 м Объем шпака в металлургической кости где Вщ - площадь шверхности шпака Ь - высота слоя шлака. Принимаем : 5ш 9,42 м , )i Тогда время слива шлака - i uj/Qmcp 31,1 (с). Оценвсм ток, который необходимо nycigiTb по электромагнитному индук для образования потенциальной ямы, печивающей полученную производител Сипа взаимодействия между двумя проводниками, по которым протекает опредепяется формулой г-ии 2 магнитная проницаемость; магнитная постоянная; ток индуктора; ток, индуктируемый в жидком металле; длина индуктора; расстояние от индуктора ао ix верхности потешиальной ямы. ри этом I L i-reRrt,(е) R - средний радиус витков индуктора; VI - количество витков индуктора. ила гидростатического давления в лле на глубине P,Ь,, р - удельный вес металла; глубина потенциальной ямы. тнеся давление в металле Р к плоч поверхности потенциальной ямы О,5 м и подставляя это от.лшение то сипы F в формулу (5), определим зведение тока 37инД .-foHa Лой. Тогда можно принять ГКоЗ; 0,5 ГКаЗ. Для .предотвращения расплавления мед ных трубок индуктора под действием-теп лового потока от шлака и металла и для компенсации теплового действия тока необходимо применение водяного охлаждения индуктора. Увеличивая ток, протекающий по индуктору, можно добиться такого положения, когда при тех же размерах noTet циальной ямы индуктор можно будет располагать над жидким шлаком без соприкосновения с последним, что значительно увепичит эффективность предложенного способа. Кроме описанного индукционного, можно использовать также кондукционный ввод электрического тока в жидкий металл (через погруженные в металл электроды). Электроды для кондукционного ввода в жидкий металл (чугун,сталь) раз работаны, испытаны и показали достаточную надежность. Применение кондукционного ввода эпектрическогр тока позволит значительно уветтачить эффективность (размеры, ста- t бипьность и др.) образования потенциапь ной ямы. Использование предпагаемого способа скачивания жидкого шпака обеспечивает по сравнению с известными способами следующие преимущества: 1.Возможность наиболее полного удаления жидкого шлака с поверхности металла. Удельный вес металла почти на порядок больше удельного веса шлака, поэтому последний практически весь сте чет; Этот эффект будет еще усиливаться поверхностным течением металла в емкости в сторону потенциальной ямы, воз никающим под влиянием пондеромоторных сип. 2.Предотвращение потерь металла при скачивании шлака. Это обеспечиваетс сливным .воздействием объемных пондеромоторных сил, уравновешивающих гидростатическое давление расплавленного металла перед сливной горловиной металпур гической емкости. 3.Долговечность. При достаточно бол шо1 значении тока в электромагнитном индукторе процесс скачивания шлака может протекать без непосредственного кон такта каких-лиЬо элементов устройства (реализующего предложенный способ) с высокотемпературными шлаком и металло 4.Простоту. Оборудование) применяемся для реализации предложенного спосо-. ба, весьма простое, и изготовление его, не представляет труда. Необходимые ис точники тока выпускаются отечественной промышленностью. 5.Полную механизацию. Реализация предложенного способа позволяет полностью механизировать процесс скачивания шлака, который сводится к вводу и фиксации электромагнитного индуктора в сливную, горловину металлургической емкости и последующему наклону емкости на определенный угол в сторону спива. , Предложеннь й способ позволяет при соответствующей разработке необходимой аппаратуры осуществить автоматизацию процесса скачивания шлака. 6.Высокую производительность. Обеспечивается текучестью ж идкого шпака и разностью уровней шпаки на поверхности металла в металлургической емкости и в потевшиальной яме. Эффективность предложенного способа значительно увеличивается при использовании принудительного удаления шлака из потенциальной ямы, например при помощи энергии сжатого газа вакуума и т.п.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для обработки и диспергирования жидких металлов | 1978 |
|
SU909843A1 |
| Устройство для удаления шлака с расплавленного металла | 1982 |
|
SU1044936A1 |
| Способ удаления шлака из дуговой печи | 1982 |
|
SU1073294A1 |
| Устройство для обработки металла в потоке | 1983 |
|
SU1081211A1 |
| Способ выплавки нержавеющих сталей | 1975 |
|
SU529629A1 |
| МАГНИТОГИДРОДИНАМИЧЕСКИЙ ГРАНУЛЯТОР | 1996 |
|
RU2111087C1 |
| Способ десульфурации чугуна | 1976 |
|
SU620505A1 |
| Способ внепечной обработки чугуна | 1980 |
|
SU1073289A1 |
| СПОСОБ ВЫПЛАВКИ ПОДШИПНИКОВОЙ СТАЛИ | 2000 |
|
RU2197538C2 |
| Автоматический регулятор расхода металла | 1976 |
|
SU573254A1 |
СГЮСОБ СЗ ЧИВАНИЯ ШЛА КА с поверхности жидкого метаппа, вкпк чающий накпон метаппургической емкости в принудительное перемещение шпака через спивное отверстие, отличающийся тем, что, с цепью бопее полного удаления шпеиса и уменьшения потерь металла, метаппургическую емкость наклоняют до положения уровня метапла выше уровня сливного отверстия, а попу-. чаемую разность уровней компенсируют путем приложения к поверхности металла взаюлно пересекающихся электрического тска и магнитного поля, максимум взаимодействия которых совпадает с серед1Н ной. основания сливного отверстия. СО с: о со К1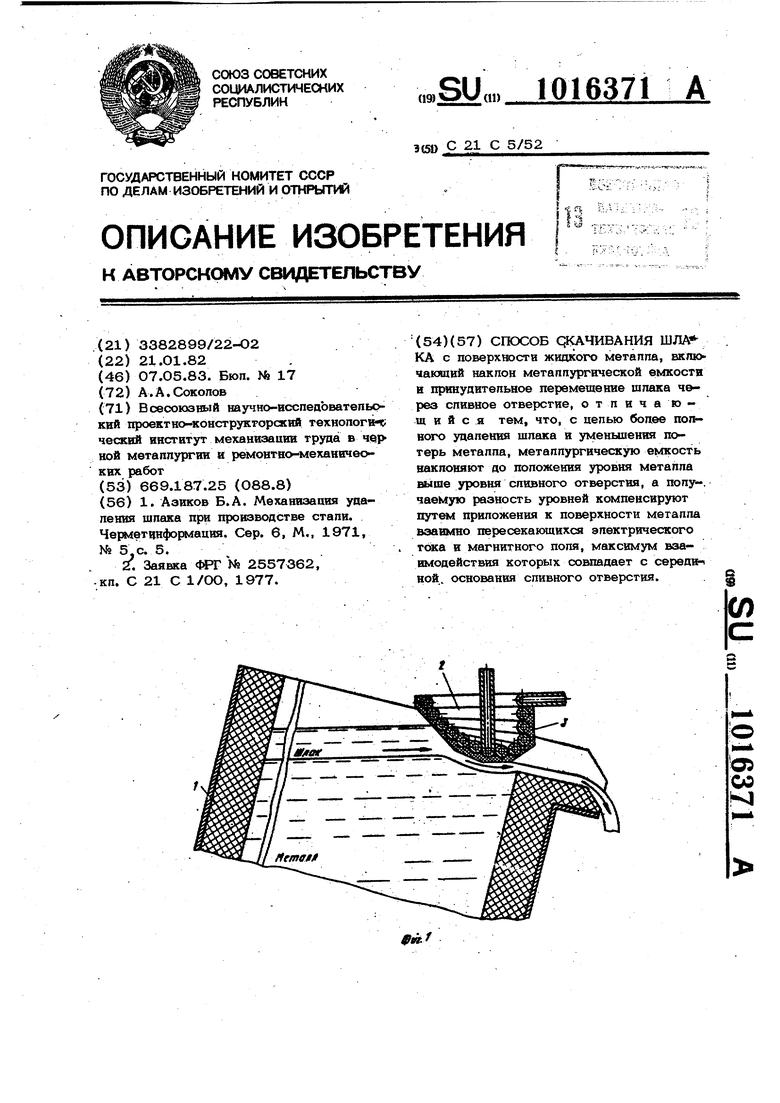
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Азиков Б.А | |||
| Механизация удапения шпака при производстве стапи | |||
| Черметивформация | |||
| Сер | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Z | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ ОБЪЕМНОЙ ТВЕРДОСТИ ДРЕВЕСИНЫ | 2013 |
|
RU2557362C2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
