Изобретение относится к металлургии, а именно к устройствам для заг грузки проходных толкательных печей.
Известна установка для загрузки стола толкательной печи, состоящая из накопителя, выполненного в виде поврротного стола, механизма забора заготовок, выполненного в виде манипулятора, ориентирующего устройства, выполненного в виде вибрационного конвейера,, и толкателей, приведенная в механизированной проходной печи для нагрева заготовок под штамповку11.
Наиболее близким по технической сущности и достигаемому результату является устройство для загрузки прюходных толкательных печей в агрегате для маслоокислитель ного нагрева, содержащее последовательно установленные накопитель заготовок, механизм единичной подачи в виде барабана с . ячейками для заготовок, транспортер с- направляющими и с электродатчиками контроля заготовок, промежуточный толкатель и загрузочный стол с толкателем печи tz.
К недостаткам известных устройств относятся сложность конструкции и ненадежность их в работе.
Цель изобретения - упрощение и повышение надежности конструкции устройства.
Поставленная цель достигается тем что устройство для загрузки проходных печей, содержащее последовательно установленные механизм единичной пода- чи заготовок с приводом и толкателем загрузочный стол и дополнительный толкатель печи, снабжено склизом и шторкой, закрепленными на толкателе, и подпружиненной планкой с конечным выключателем, установленной на торце загрузочного стола напротив толкателя, при этом толкатель соединен с приводом механизма единичной подачи, а шторка шарнирно закреплена на боковых стенках толкателя.
Механизм единичной подачи выполнен в виде шагового конвейера.
Толкатель соединен с приводом конвейера посредством кривошипно-шатунных пар, муфт обгона и штока-рейки приводаi
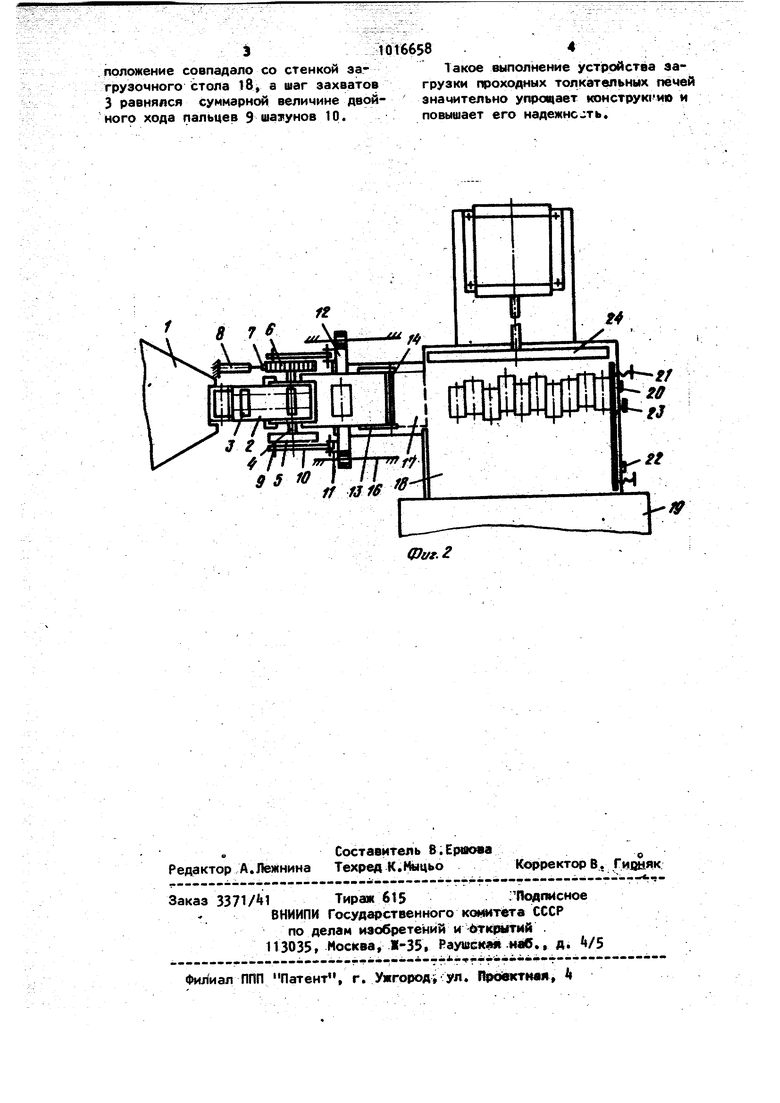
На фиг. 1 изображено предлагаемое устройство, вид сбоку; нафиг. 2 - то же, вид в плане.
Устройство состоит из лотка-склиза 1, конвейера 2 с захватами 3 На
концах приводного вала i конвейера 2 установлены обгонные муфты 5 Иб, связанные через mTort-рейку 7 с шаговым приводом 8 через пальцы 9, шатуны 10
и оси 11 - с толкателем 12, на котором установлены кронштейны 13 соединенные между собой осью , на которой с возможностью вращения установлена шторка 15о Толкатель 12 установлен на направляющих 16, закрепленных на раме 17 промежуточной плоскости. Напротив толкателя 12 на/, торце загрузочного стола 18 печи 15 установлена планка 20, подпружиненная пружинами 21 и взаимодействующая с упорами 22 и конечным выключателем , 23 который, в свою очередь, электрически связан с шаговым приводом В и приводом дополнительного толкателя 2k.
Устройство работает следующим образом.
Шаговый привод 8 через шток-рейку 7, обгонные муфты 5 и 6, пальцы 9 шатуны 10 и оси 11 перемещает толкатель 12 в исходное крайнее левое положение и одновременно через штокрейку 7 и обгонные муфты 5 и 6 проворачивает вал 4, перемещая захват 3 в положение сброса заготовки. Заготовка скатывается, отклоняя шторку 15 и одновременно ориентируя свою ось, падает перед толкателем 12. Далее ход штока-рейки 7 является холостым и обгонные муфты 5 и 6 проворачиваются в обратную сторону на приводном валу k свободно. При следующем рабочем ходе штока-рейки 7 перемещается толкатель 12, который толкает перед собой заготовку
0 на определенный шаг и одновременно проворачивает вал , перемещая Чем самым захваты 3 с заготовками на половину шага конвейера 2. Цикл повторяется до тех пор, пока полностью набранный ряд заготовок не нажмет подпружиненную планку 20. Планка 20, нажав на конечный вы. ключатель 23, перемещается до упоров 22, Конечный выключатель 23
0 отключает шаговый привод 8 и включает привод дополнительного толкателя 2k печи 19, который, выравнивая ряд заготовок, подает их по столу толкателя в печь.
Для автоматизации процесса в кон5це обратного хода дополнительного толкателя включается шаговый привод 8. Ход толкателя 12 выбирается таким образом, чтобы его крайнее
положение совпадало со стенкой эагрузомного стола 18, а шаг захватов 3 равнялся сумиарной величине двойного хода пальцев 9 10.
1акое выполнение устройства загрузки гфоходных толкательных печей значительно упрощает монструюию и повышает его надежность.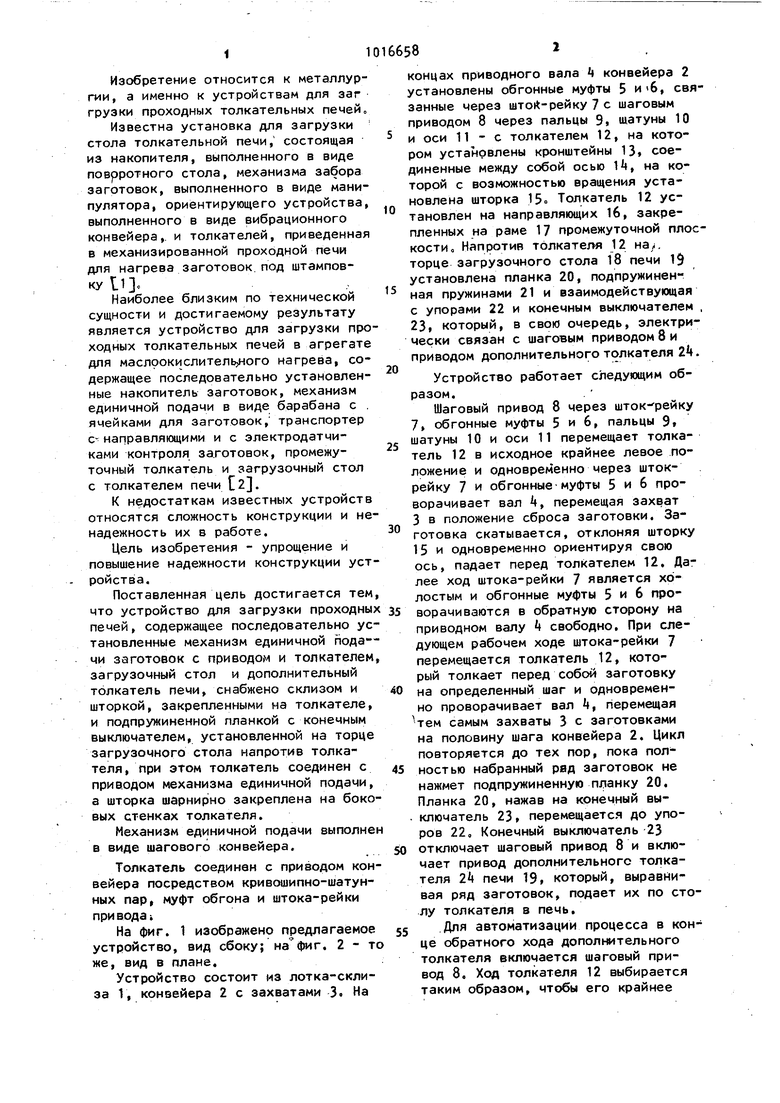
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для загрузки нагревательных печей | 1980 |
|
SU934180A1 |
| Устройство для загрузки-выгрузки нагревательных печей | 1981 |
|
SU1008602A1 |
| Нагревательная печь | 1986 |
|
SU1435911A1 |
| Установка для загрузки нагрувательных печей | 1983 |
|
SU1135997A1 |
| Устройство для загрузки нагревательных печей | 1987 |
|
SU1583721A1 |
| ЛИНИЯ ДЛЯ ВЫРАБОТКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ НА ЛИСТАХ | 1971 |
|
SU424550A1 |
| ЦЕПНОЙ КОНВЕЙЕР ДЛЯ ВЕРТИКАЛЬНОЙ ЩЕЛЕВОЙ ПЕЧИ | 1967 |
|
SU198207A1 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |
1. УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ НАГРЕВАТЕЛЬНЫХ ПЕЧЕЙ, содержащее последовательно установленные механизм . едийичной подачи заготовок с приводом и толкателем, загрузочный стол и дополнительный толкатель пе5 fO тг чи, отличающееся тем, что, с целБЮ упрощения и повышения надежности устройства, оно снабжено склизом и шторкой, закрепленными на толкателе, и подпружиненной планкой с конечным выключателем, установленной, на торце загрузочного стола напротив толкателя, при этом толкатель соединен с приводом механизма единичной подачи, а шторка шарнирно закреплена на боковых стенках толкателя . 2.Устройство по п. 1, о т л и чающееся тем, что механизм единичной подачи выполнен в. виде шагового конвейера. 3.Устройство по пп.о1 и 2, о тл и ч а ю щ е е с я тем, что толка(Л тель соединен с приводом конвейера посредством кризошипно-шатунных пар, муфт обгона и штока-рейки привода. Од О) сл 00 Фиг 20 2 f