Известны горячевысадочные автоматы зарубежного производства для изготовления гаек.
Предлагаемый автомат горячевысадочный для изготовления фасонных деталей, например гаек, содержащий кривошипно-шатунный механизм и подающий, отрезной, переносный и высадочный механизмы, отличается тем, что он имеет горизонтально-вертикальную компоновку отрезного и подающего механизмов с высадочным и переносным со сниженной осью подачи на величину расстояния между отрезной и высадочной матрицами без верхней перемычки станины, благодаря чему повышается стабильность работы и удобство обслуживания.
В подающий механизм введено дополнительное устройство для ускоренной подачи и удаления прутков, содержащее червячный редуктор с электродвигателем, передающий вращение подающим роликам через фрикционную муфту с пневмоцилиндром и коробку нодач, и кулачковую муфту с пневмоцилиндром.
Кулачковая муфта отключает обгонную муфту для осуществления реверса подающих роликов. Оба пневмоцилиндра получают питание от общего электропневматического золотника, включаемого одновременно с электродвигателем.
приводом от штока зажима прутка через телесконическую тягу, систему рычагов и тяг.
Механизм переноса заготовок к высадочным матрицам выполнен в виде движущейся каретки с щарнирно закренленными на ней двумя парами клещей, верхние захваты которых выполнены в виде призм, а нижние - в виде прижимов, позволяющих зажимать заготовки в трех точках, и снабжены конечными выключателями для выключения автомата нри перегрузке. Такая конструкция механизма переноса заготовок обеспечивает стабильность настройки.
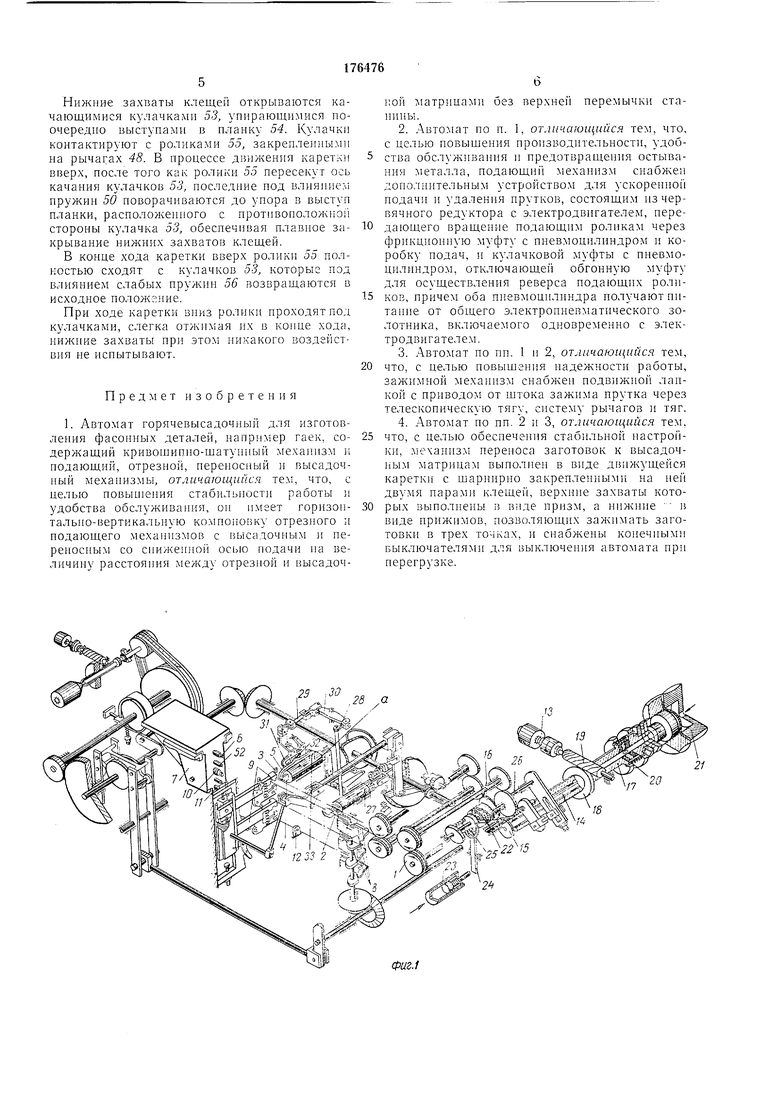
Па фиг. 1 изображена кинематическая схема описываемого автомата; на фиг. 2 - механизм переноса заготовок; на фиг. 3 - механизм зажима прутка и заготовки.
Нагретый в печи или индукторе пруток (не показан) закладывается в ролики / и подается ими через разъемную отрезную матрицу 2 до упора 3. Пожом 4 от прутка отрезается мерная заготовка и переносится в горизонтальном направлении к первой высадочной позиции (не обозначена). В момент реза отрезная матрица сжимается и плотно охватывает пруток, а нож движется при этом вплотную с торцом отрезной матрицы (на фиг. 1 нож условно отнесен в сторону). Заготовка в ноже удерживается подвижной лапкой 5 и заталкивается пуансоном 6 в первую высадочную матрицу (не показана). По окончании пер1зОй высадки при обратном ходе высадочного ползуна 7 бочкообразная заготовка удаляется из матрицы выталкивателем 8 и попадает в клеш,и 9 механизма переноса, который перемещает заготовку на линию второй высадки, где она заталкивается пуансоном 10 во вторую высадочную матрицу.
Заготовка с предварительно выдавленным отверстием при выталкивании из второй высадочной матрицы вновь нопадает в клещи механизма переноса и переносится на линию прошивки отверстия, где прошивается пуансоном 11.
При обратном ходе ползуна отштампованная заготовка снимаеся с прошивпого пуансона съемннком /2 и попадает в отводяш,ий склиз. Отходы металла после прошивки отводятся из автомата через прошивную матрицу отдельно от изделий. Все переходы, включая и отрезку заготовки, осушествляются одновременно, т. е. за каждый двойной ход ползуна нолучается одно изделие.
Механизм ускоренной подачи и удаления прутка содержит приводимый в движепие от электродвигателя 13 вал (редуктор) 14, на котором смонтирована шестерня 15, находящаяся в постоянном зацеплении с приводной шестерней 16 коробки нодач.
Вал 14 расположен внутри полого вала 17, на котором жестко закреплено червячное колесо 18, находящееся в заценлении с червяком 19. Вращение от полого вала 17 на выходной вал 14 передается через фрикционную муфту 20, включающуюся от пневматического цилиндра 21.
Реверс подающих роликов осуществляется кулачковой муфтой 22 с пневмоцилиндром 23 и вилкой 24. Кулачковая муфта отключает обгоииую муфту при включеиии ускоренной подачи и находится в зацеплении под действием пружины 25. Оба пневматических цилиндра 21 и 23 получают питаиие от общего электропневматического золотника (не показан), который включается одновременно с электродвигателем. Последний включает фрикционную муфту, передающую крутящий момент от полого вала на выходной вал и выключающую кулачковую муфту, отсоединяющую обгонную муфту приводного вала 26, благодаря чему приводная шестерня может свободно вращаться в обе стороны. Такая конструкция позволяет осуществить кнопочное включение мехаиизма во время работы автомата и во время его останова.
Механизм зажима заготовки (фиг. I и 3) выиолиен в одном узле с механизмом зажима прутка, от щтока 27 которого получает движение через систему тяг 28 и 29 коромысло 30 и параллелограммную систему рычагов с закрепленной иа инх плаикой 31, в пазу которой перемещается ролик 32. Этот ролик вращается на осн, закрепленной в рычаге, жестко связанном с нрижнмом (лапкой), ось 33 которого
закреплена на ножевом штоке механизма реза .
Планка, двигаясь по дуге окружности, передает движение через находящийся в ее пазу ролик иа прижим, который осуществляет прииудительиый зажим отрезанной заготовки в ноже ири нереносе, а также принудительное ее освобождение в момент заталкивания. Для обеспечения падежного зажима заготовки в ноже и нредотвращения перегрузки механизма тяга 29 вьшолие)1а телескопической с вмонтированной пружиной 54 (фиг. 3), лимитирующей усилие зажима. Регулировкой величины холостого хода ведущей части телескопической тяги 29, укорачиванием или удлинением тяги 28 производится регулировка момента зажима и освобождения заготовки. Для пропуска прутка при его подаче служит упор 35, который, упираясь в рычаг 36, в момент нахождения ножевого штока а в исходном положении отводит прижим.
Механизм переноса заготовок (фиг. 2) из одной матрицы в другую содержит движущуюся возвратно-поступательно каретку 37 с щарнирио закреплеинь Ми иа ней двумя парами клещей. Положепие каретки в крайних положениях фиксируется жесткими упорами 38. Для фиксации заготовки в трех точках верхний захват 39 клещей выполнен в виде призм и кренится к рычагу 40, который, в свою очередь, носредством оси 41 щаринрно крепится к каретке 37. Противоположный конец рычага 40 сверху унирается в упорный винт 42, к которому прижимается расположенной снизу пружиной 43. Это обеспечивает регулировку клещей при помощи винта 42 в вертикальном нанравлении, подпружинение верхнего захвата клещей при выталкивании заготовок из матриц и жесткую фиксацию клещей относителььо матриц.
Кроме того, автоматический останов автомата производится при перегрузке механиз.ма переноса, например в случае, если не все заготовки вытолкнуты из матрицы, для чего у каждой нары клещей нредусмотрен конечный выключатель 44, на который при значительном повороте рычага 40 воздействует упор 45, связанный с этим рычагом плоской пружиной 46. Пижний захват 47 клещей является рычагом, прижимающим заготовку к верхнему захвату, и крепится к рычагу 48, в свою очередь, шарнирно связанному через ось 49 с рычагом 40. Пижний захват клещей прижимается к верхнему пружиной 50. Расстояние между клешами регулируется упорным винтом 5/.
Для пропуска пуансона второй высадочной позиции между клещами последние слегка разжимаются закрепленными на ползуне коническими штырями 52, для чего клеши снабжены выступами. Пижние захваты клещей при ходе каретки 37 вверх открываются, поворачиваясь при этом иа угол, необходимый для обхода пуансонов, которые в момент начала движения каретки находятся в матрицах.
Нижние захваты клещей открываются качающимися кулачками 53, упирающимися поочередио выступами в планку 54. Кулачки контактируют с роликами 55, закрепленными на рычагах 48. В процессе движения каретки вверх, после того как ролики 55 пересекут ось качания кулачков 53, иоследиие под влияииел иружии 50 поворачиваются до упора в выступ планки, расположеииого с противоположиоГ стороны кулачка 53, обеспечивая плавное закрывание нижних захватов клещей.
В конце хода каретки вверх ролики 55 полкостью сходят с кулачков 53, которые под влияиием слабых пружин 56 возвращаются в исходиое иоложяпие.
При ходе каретки вииз ролики ироходятпод кулачками, слегка отжимая их в коиие хода, иижиие захваты ири этом никакого воздействия не испытывают.
Предмет и з о б р е т е и и я
1. Автомат горячевысадочиый для изготовления фасоииых деталей, например гаек, содержащий кривошипио-шатунный механизм и иодающий, отрезиой, переносный и высадочный мехапизмы, отличающийся тем, что, с целью повыи еиия стабилыюст работы и удобства обслуживания, он имеет горизоптально-вертикальную комиоиоЕжу отрезного и подающего меха1 измов с высадочным и переносным со сниженной осью подачи иа величииу расстояиия между отрезной и высадочi;oH Л1атрицами оез верхней перемычки ста1И1ИЫ.
2.Автомат по п. 1, ог.тчающийся тем. что, е целью повышепия производптельиости, удобства обслуживания и предотвращеи1 я остывания металла, подающий механизм снабжен доиолнительиым устройством для ускореииоГ подачи и удаления ирутков, состоящим изчервячиого редуктора с электродвигателем, передающего вращение подающим роликам через фрикционную муфту с пиевмоцилиндром и коробку иодач, и кулачковой муфты с пиевмоцилиндром, отключающей обгонную муфту для осуществления реверса подающпх роликов, причем оба п евмоцплиндра получают питаиие от общего электроиневматического золотника, включаемого одновре,енно с электродвигателем.
3.Автомат по пи. 1 и 2, отличающийся тем, что, с целью повышения надежности работы, зажимной мехаиизм сиабл еи подвижиой лайкой с приводом от штока зажима прутка через телескопическую тягу, систему рычагов и тяг.
4.Автомат ио пп. 2 и 3, отличающийся тем. что, с целью обесиечения стабильной настройки, механизм переноса заготовок к высадочным матрицам выполпеи в виде движущейся каретки с шарнирио закреплен 1ыми на ней двумя парамн клещей, верхнне захваты которых выполнены в виде призм, а нижние в виде прижимов, позволяющих зажимать заготовки в трех точках, и снабжены конечными выключателями для выключеиия автомата при перегрузке.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для РЕЗА И ПЕРЕНОСА ЗАГОТОВОК | 1970 |
|
SU262607A1 |
| Автомат горячевысадочный для изготовления железнодорожных костылей | 1982 |
|
SU1134272A1 |
| МЕХАНИЗМ ПЕРЕНОСА МНОГОПОЗИЦИОННОГО ВЫСАДОЧНОГО АВТОМАТАФОНДбис; | 1972 |
|
SU430933A1 |
| МНОГОПОЗИЦИОННЫЙ ХОЛОДНО-ВЫСАДОЧНЫЙ АВТОМАТ | 1973 |
|
SU378278A1 |
| Холодновысадочный автомат | 1978 |
|
SU710740A1 |
| Автомат для двухсторонней высадки | 1959 |
|
SU134967A1 |
| Устройство для переноса заготовок в многопозиционном высадочном автомате | 1980 |
|
SU958031A1 |
| Автомат для изготовления гвоздей | 1979 |
|
SU1039625A1 |
| Автомат для двухсторонней высадки деталей стержневого типа | 1980 |
|
SU935193A1 |
| Многопозиционный автомат для высадки гаек | 1977 |
|
SU721242A1 |

