1 12 Изобретение относится к оборудованию для изготовления изделий из проволоки, в частности для изготовления двухспиральных пружин с петлей посередине и отогнутыми концами, ко- торые применяются на кормоуборочных машинах в качестве рабочих органов, известных в сельскохозяйственном машиностроении под названием граблины или зуба сгребания.
Цель изобретения - расширение технологических возможностей и повышение качества пружины.
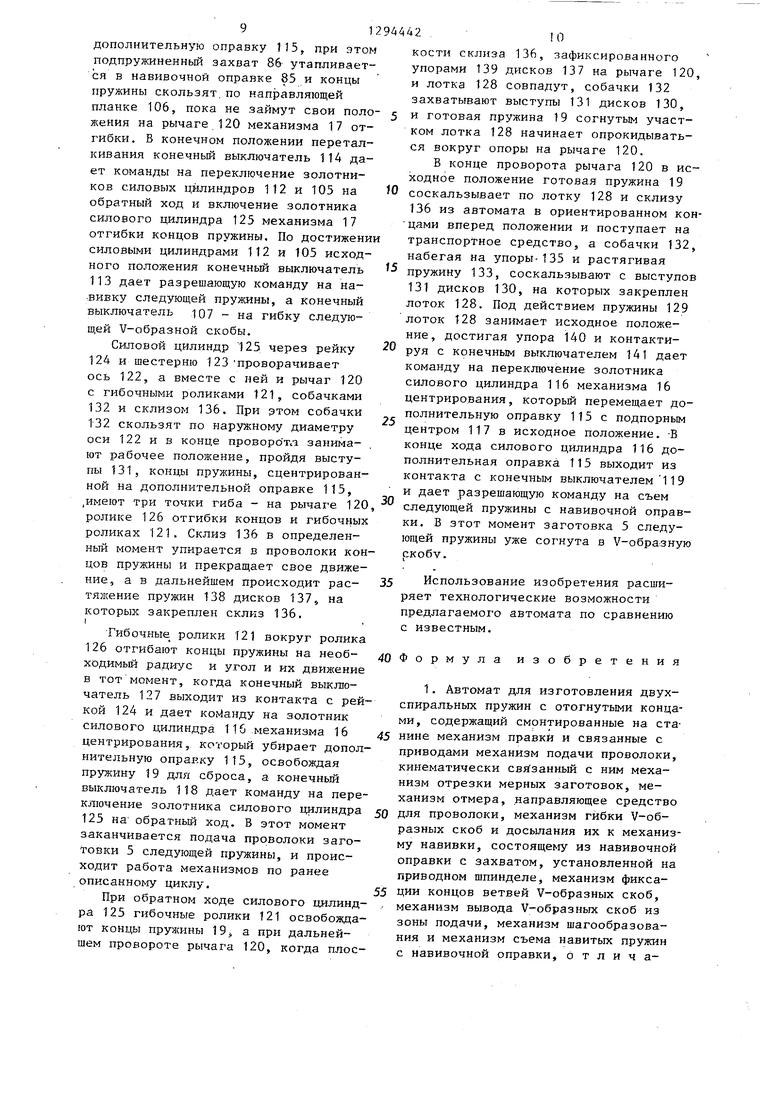
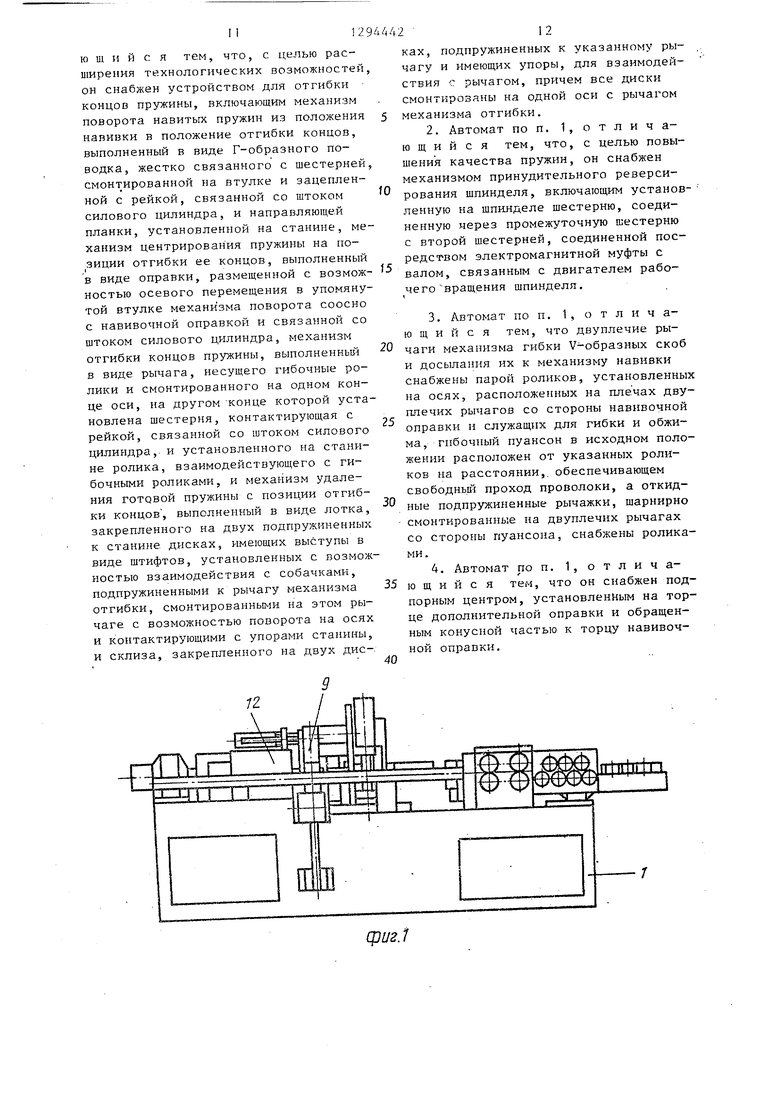
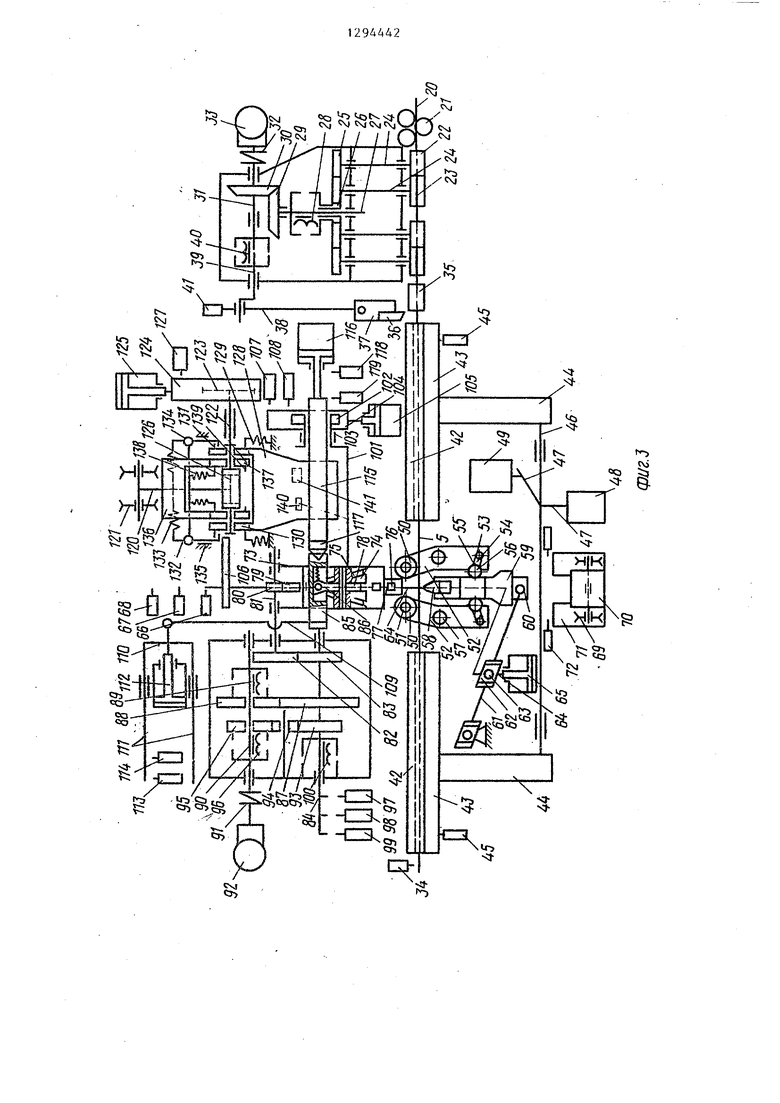
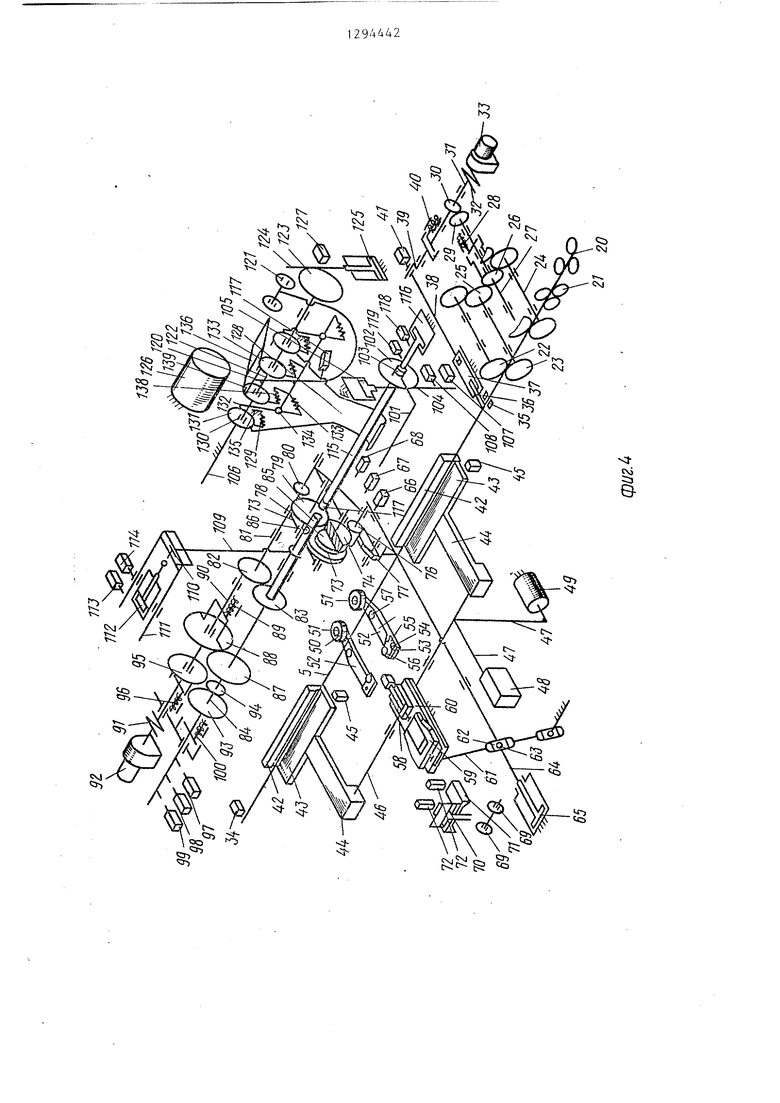
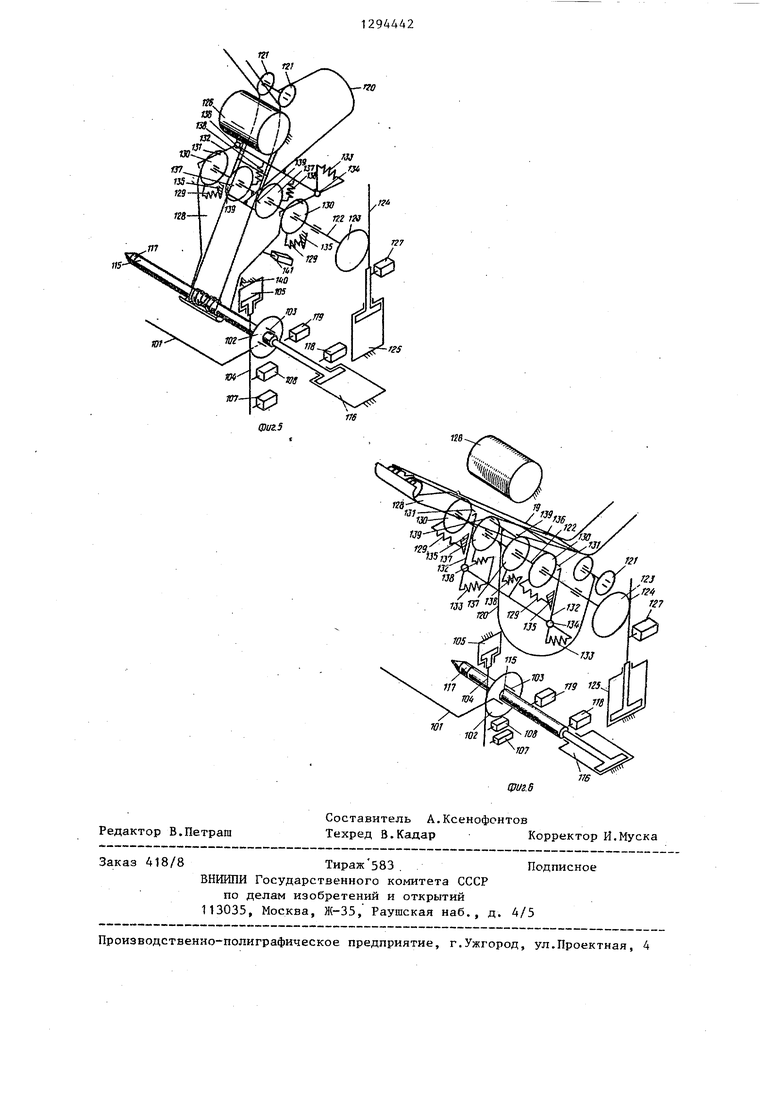
На фиг. 1 изображен автомат для изготовления двухспиральных пружин с отогнутыми концами, вид спереди} на фиг. 2 - то же, вид-сверхуJ на фиг. 3 - кинематическая схема автомата; на фиг. 4 - то же, изометрия; на-фиг. 5 - кинематическая схема устройства для выполнения операций по отгибке концов пружины в момент окончания отгибки; на фиг. 6 - то же, в момент удаления готовой пружины с позиции отгибки.концов.
Автомат для изготовления двухспиральных .пружин с отогнутыми концами содержит станину 1 и смонтированные на ней механизмы 2 правки, механизм 3 подачи, механизм 4 отмера необходимой длины заготовки 5, механизм 6 отрезки, направляющее средство 7 для подаваемой проволоки, механизм 8 гибки V-образных скоб и досыпания их к механизму навивки, механизм 9 фикса- ции концов ветвей V-образных скоб, механизм 10 вывода V-образных скоб из зоны подачи, механизм 11 шагообра- зования, механизм 12 навивки, меха- низм 13 принудительного реверсирования 13 шпинделя, механизм 14 поворота навитых пружин из положения навивки в положение отгибки концов, механизм 15 съема навитых пружин с навивочной оправки, механизм 16 центрирования пружины на позиции отгибки ее концов, механизмы 17 отгибки концов пружины и механизм 18 удаления готовой пружины 19 с позиции отгибки концов.
Механизм 2 правки проволоки 20 выполнен в виде неприводных правильных роликов 21, осуществляющих правку в. двух плоскостях. Механизм 3 подачи выполнен в виде двух пар подающих роликов 22 и 23, установленных на валах
24,на которых установлены шестерни
25,зацепляющиеся с шестерней 26, ко
5
4
Q 5 0
с
5
42 2
торая свободно установлена на валу 27 и через электромагнитную муфту 28 соединена с ним. Кроме того, на валу 27 установлена коническая шестерня 29, зацепляющаяся с шестерней 30, установленной на валу 31, который через муфту 32 соединен с мотор-редуктором 33.
Механизм 4 отмера необходимой длины заготовки 5 выполнен в виде конечного -выключателя 34, взаимодействующего с заготовкой 5.
Механизм 6 отрезки выполнен в виде неподвижного ножа 35 втулочного типа и подвижного ножа 36, установленного на ползушке 37, соединенной шатуном 38 с кривошипным валом 39. Кривошипный вал 39 посредством электромагнитной муфты 40 соединен с 1валом 31 механизма подачи. Конечный выключатель
41взаимодействует с кривошипным валом 39.
Направляющее средство 7 для подаваемой проволоки 20 выполнено в виде установленных на станине 1 проводок
42и линеек 43, закрепленных на рычагах 44 и контактирующих с конечными выключателями 45. Рычаги 44 установлены на закрепленной на станине 1 оси 46, которая соединена с двуплечим рычагом 47, на одном из плеч которого установлен противовес 48, а другое взаимодействует с электромагнитом 49.
Механизм 8 гибки V-образных скоб и досылания их к механизму навивки выполнен в виде двух гибочно-обжим- ных роликов 50, установленных посредством осей 51 на двуплечих рычагах 52, на вторых плечах которых на осях 53 установлены откидные подпруясинен- ные рычажки 54, контактирующие с поверхностями 55 двуплечих рычагов 52 и снабженные роликами 56. Двуплечие рычаги 52 через оси 57 установлены на корпусе станины 1. Пуансон 58 и клиновидный кулак 59, контактирующий своими боковыми поверхностями с роликами 56, установлены на ползушке 60, на которой шарнирно закреплена кулиса 61, соединенная через камень 62 и ось 63 со штоком 64, на торец которого воздействует усилие силового цилиндра 65, Со штоком 64 контактируют конечные выключа.тели 66-68.
Механизм 9 фиксации концов ветвей V-образных скоб выполнен в виде прижимных роликов 69, соединенных с силовым цилиндром 70, установленным ня
направляющие планки 71, на которых закреплены конечные выключатели 72 контроля наличия скобы.
Механизм 10 вывода V-образных скоб из зоны подачи выполнен в виде пово- ротного корпуса 73, на котором установлены шагообразующие ролики 74 с винтовыми канавками 75, и опорного ролика 76, контактирующего с кулаком 77, установленным на штоке 64.
Механизм 11 шагообразования выполнен в виде шагообразующих роликов 74; с винтовыми канавками 75, жестко соединенных с шестерней 78, которая через промежуточную шестерню 79 зацеп- ляется с шестерней 80. Шестерня 80 установлена на валу 81 совместно с шестерней 82, зацепляющейся с шестерней 83 и установленной на шпинделе 84
Механизм 12 навивки выполнен в виде шпинделя 84, в котором установлена навивочная оправка 85 с захватом 86. На шпинделе 84 установлена шестерня 87 навивки, зацепляющаяся с шестерней 88, которая через электромагнитную муфту 89 соединена с валом 90, через муфту 91 соединенным с мотор-редуктором 92.
Механизм 13 принудительного реверсирования шпинделя 84 выполнен в виде установленной на нем шестерни 93 реверсирования, соединенной через промежуточную шестерню 94 с шестерней 95, которая через электромагнитную муфту 96 соединена с валом 90. Шпин- дель 84 контактирует с конечными выключателями 97-99 и на нем установлен электротормоз 100-.
Механизм 14 поворота навитых пру- жин из положения навивки в положе.ние отгибки концов выполнен в виде Т-образного поводка 101, жестко связанного с шестерней 102, смонтированной на втулке 103 и зацепленной с рейкой 104, связанной со штоком силового цилиндра 105. -На станине 1 установлена направляющая планка 106. Рейка 104 контактирует с конечными выключателями 107 и 108.
Механизм 15 съема навитых пружин с навивочной оправки 85 выполнен в виде рычага 109 вильчатой формы,шар- нирно закрепленного на траверсе 110, установленной на скалках 111 и соединенной со штоком силорого цилиндра 112. Скалка 111 контактирует с конечными выключателями 113 и 114.
Механизм 16 центрирования пружины на позиции отгибки ее концов выполнен в виде дополнительной оправки 115, вставленной во втулку 103 механизма 14 поворота соосно с навивочно оправкой 85 и связанной со штоком силового цилиндра 116. На торце дополнительной оправки 115 предусмотрена возможность установки подпорног центра 117. Дополнительная оправка 115 контактирует с конечными выключателями 118 и 119.
Механизм 17 отгибки концов пружины выполнен в виде рычага 120, несущего гибочные ролики 121, и смонтированного на одном конце оси 122, на другом конце которой установле на шестерня 123, прикрепленная к рейке 124, связ аниой со штоком силового цилиндра 125, и установленного на станине 1 ролика 126 отгибки концов. Рейка 124 контактирует с конечным выключателем 127.
Механизм 18 удаления готовой пружины 19 с позиции отгибки концов яы- полнен в виде лотка 128, закрепленного на двух подпружиненных пружинами 129 к станине 1 дисках 130, имеющих выступы в виде штифтов 131,взаимодействующих с собачками 132, подпружиненными пружинами 133 к рычагу 120 механизма 17 отгибки, смонтированными на рычаге 120 с возможностью поворота на осях 134 и контактирующими с упорами 135 станины 1, и склиза 136, закрепленного на двух дисках 137, подпружиненных пружинами 138 к рычагу 120 и имеющих упоры 139, взаимодействующие с рычагом 120. Все диски 130 и 137 смонтированы на оси 122 вместе с рычагом 120. Лоток 128 контактирует с упором 140 и конечными выключателями 141, установленными на станине 1, I
Автомат работает следующим образом Проволока 20 вводится между правильными роликами 21, подающими роликами 22 и 23 Б неподвижный нож 35 втулочного типа и прижимается верхним подающим роликом-22 к нижнему 23. Включается мотор-редуктор 33 привода механизма 3 подачи и механизма 6 отрезки, мотор-редуктор 92 механизма 12 навивки, система управления силовыми цилиндрами и электромагнитная муфта 28. От мотор-редуктора 33 через муфту 32, вал 31, шестерни 30 и 29, вал 27, электромагнитную муфту 28,
шестерни 26 и 25 ч валы 2 подающими роликами 22 и 23 происходит подача проволоки 20 по прикрытыми торцами линеек 43 пазам проводок 42 направляющего средства 7 для проволоки до контакта ее с конечным выключателем 34 механизма 4 отмера необходимой длины заготовки 5.
Конечньм выключатель 34 дает команды на отклю чение электромагнитной муфты 28 и включение электромагнитно муфты 40 механизма 6 отрезки, а такж на зопотник силового цилиндра 70 механизма фиксации концов 9 ветвей V- образных скоб на перемещение прижим- ных роликов 69 вниз.
При включении электромагнитной муфты 40 вращение от вала 31 передается на кривошипный вал 39, который через шатун 38 приводит в возвратно- поступательное движение ползушку 37 с подвижным ножом 36, который отрезает заготовку 5 на неподвижном ноже 35 Совершив оборот и отрезав заготовку 5, кривошипный вал 39, контактируя с конечным выключателем 41, останавливается. Конечньй выключатель 41 дает команды на отключение элертромагнит- ной муфты 40 и включение электромаг- нита 49 направляющего средства 7 для подаваемой проволоки 20. Электромагнит 49, преодолев усилие противовеса 48, через двуплечий рычаг 47 и ось 46 проворачивает рычаги 44 вмес- те с линейками 43 до упора, пока торцы линеек 43 не откроют пазы проводо 42, чтобы заготовка 5 могла из них свободно выйти. При этом линейки 43 входят в контакт с конечными выклю- чателями 45, которые дают команду на включение золотника силового цилиндра 65 механизма 8 гибки V-образных скоб и досылания их к механизму 12 навивки.
Силовой цилиндр 65 через шток 64, ось 63, камень 62 и кулису 61 приводит в поступательное движение ползушку 60 с установленным, на ней клиновидным кулаком 59 и пуансоном 58, который относительно гибочно-обжим- ных роликов 50 сгибает заготовку 5 до тех пор, пока пуансон 58 не пройдет диаметр гибочно-обжимных роликов 50. В этот момент клиновые поверхнос ти клиновидного кулгка 59 набегают на ролики 56, откидные подпружиненны рычажки 54, на которых установлены ролики 56, контактируя с по:верхностя
.426
ми 55 двуплечих рычах ов, через оси 53 проворачивают двуплечие рычаги 52 на осях 57 и гибочно-обжимные ролики 50 обжимают У-образную скобу до необходимых размеров. При этом шток 64 входит в контакт с конечным выключателем 67, который дает команду на золотник силового цилиндра 70 механизма 9 фиксации концов ветвей V-образных скоб на перемещение вверх прижимных роликов 69, которые прижимают ветви V-образной скобы к направляющим планкам 71, и конечные выключатели 72 фиксируют наличие скобы.
I
Кроме того, закрепленный на штоке
64 кулак 77 механизма 10 вывода V- об разных скоб из зоны подачи освобождает опорный ролик 76 и корпус 73 вместе с щагообразующими роликами 74 опускается, освобождая в необходимое пространство для входа пуансона 58 с V-образной скобой под навивочную оправку 85, повернувшись вокруг вала 81 механизма 11 шагообразования. По достижении конечного положения силовым цилиндром 65 .шток 64 контактирует с ко;1ечным выключателем 68, который дает команды на вт 1ключение золотника силового цилиндра 65, возвращая его в исходное положение, и на отключение электромагнита 49. При этом под действием противовеса 48 пазы проводок 42 закрываются торцами линеек 43, образуя пространство для подачи следующей заготовки 5.
t
В первый момент движения ползушки 60 совместно со штоком 64 под действием силового цилиндра 65 в исходное положение откидные подпружиненные рычажки 54, проворачиваясь вокруг осей 53, освобойсдают двуплечие рычаги 52 и гибочно-обжимные ролики 50 освобождают V-образную скобу, а при движении ползушки 60 с пуансоном 58 петля скобы, концы которой зажаты механизмом.9 фиксации концов ветвей V-образных скоб, остается в переднем положении под навивочной оправкой 85 Во второй момент движения штока 64 кулак 77 набегает на опорньй ролик 76, проворачивает корпус 73 относительно вала 81. При этом шагообразую- щие ролики 74 поднимают V-образную скобу, освобождая зону подачи, и вблизи петли ветви V-образной скобы ложатся в винтовые канавки 75 шагообра- зующих роликов 74.
7
При дальнейшем движении штока 64 в исходное положение он контактирует с конечным выключателем 67, который дает команду на включение электромагнитной муфты 28, начинается подача проволоки следующей заготовки 5 и ранее описанный цикл работы автомата повторяется. В это же время при возвращении шток-а 64 в исходное положение он контактирует с конечным выключателем 66, которьй дает команды на включение электромагнитной муфты 89 механизма 12 навивки и отключение электротормоза 100 механизма 13 принудительного реверсирования шпинделя 84. I
Шпиндель 84, несущий навивочную
оправку 85 с захватом 86, из своего исходного положения начинает вращение навивки от мотор-редуктора 92 через муфту 91, вал 90, электромагнитную муфту 89, шестерни 88 и 87, захват 86 упирается в петлю V-образ- ной скобы и на навивочную оправку 85 начинают наматываться две спирали правой и левой навивки, шаг которьм задают канавки 75 шагообразующих роликов 74. Вращение шагообразующих роликов 74 осуществляется жесткой кинематической связью, передаточное отношение которой зависит от диаметра щагообразующих роликов 74 и числа витков спиралей, через шестерни 78- 80, вал 81, шестерни 82 и 93 от шпинделя 84.
По достижении необходимого и заданного числа оборотов шпинделя 84 с навивочной оправкой 85, отсчитываемого конечным выключателем 97, концы ветвей V-образной скобы выходят из-под прижимных роликов 69, направляющих планок 71 и уходят из зоны действия конечных выключателей 72, давая разрешающую команду на включение электромагнита 49 направляюш.его средства 7 для провоЛоки,по команде от шпинделя 84 конечный выключатель 98 останавливает навивку в конечном положении захвата 86 навивочной оправки 85, подавая команду на отключение электромагнитной муфты 89, и дает команду на включение электромагнитной муфты 96 механизма 13 принудительного реверсирования шпинделя 84, а также при необходимости на золотник силового цилиндра 105 механизма 14 поворота навитых пружин из
944428
положения навивки в положение отгиО- ки концов.
Необходимость включения золотника силового цилиндра механизма 14 пово5 рота обусловлена тем, что поворот некоторых навитых пружин с конкретным числом витков и определенным расположением петли относительно концов пружины не может быть осуществлен
О механизмом 13 принудительного реверсирования, так как захват 86 навивочной опра,вки 85 в конечном положении может оказаться в нижнем положении и будет препятствовать подаче новой
5 V-образной скобы, поскольку конечное положение захвата 86 в момент реверсирования является исходньм положением навивки. При изготовлении таких пружин реверсивное вращение оправки
-20 85 прекращается в удобном положении захвата 86 конечным выключателем 99 с включением электротормоза 100, а поворот пружины в положение отгибки концов выполняется механизмом 14 поО1Г
ворота. При этом силовой цилиндр 105 рейкой 104 проворачивает шестерню 102, а вместе с ней и втулку 103 с Г-образным поводком 101, которьш СЕО- им стержнем, захватывая за один из
30 концов пружину, проворачивает ее вокруг навивочной оправки 85 и ложит концы на направляющую планку 106.
При выходе рейки 104 из контакта
э с наконечным вбжлючателем 108 последний дает команду на золотник силового цилиндра 112 механизма 15 съема навитых пружин с навивочной оправки 85. Кроме того, реверсивное вращение
40 оправки 85 должно обеспечивать совпадение размера между ветвями концов V-образной скобы над шагообразующими роликами 74 с размером между канавками 75 в них. В остальных случаях
J5 конструктивных размеров пружин при включении реверсивного вращения захват 86, сделав немногим менее оборота, своей противоположной плоскостью упирается в петлю пружины с обратной
5Q стороны и, повернув пружину вокруг навивочной оправки 85, ложит концы на направляющую планку 106. В любом случае поворота пружины конечный выключатель 99 или 108 дает команду
55 з золотник силового цилиндра 112 механизма 15 съема.
Силоёой цилиндр 112 через траверсу 110 рычагом 109 переталкивает пружину с навивочкой оправки 85 на
912
дополнительную оправку 115, при этом подпружиненный захват 86 утапливается в навивочной оправке 85 и концы пружины скользят.по направляющей планке 106, пока не займут свои поло- женин на рычаге 120 механизма 17 отгибки. В конечном положении переталкивания конечньш выключатель 114 дает команды на переключение золотников силовых цилиндров 112 и 103 на обратный ход и включение золотника силового цилиндра 125 механизма 17 отгибки концов пружины. По достижении силовыми цилиндрами 112 и 105 исходного положения конечный выключатель 113 дает разрешающую команду на на- вивку следующей пружины, а конечный выключатель 107 - на гибку следующей V-образной скобы.
Силовой цилиндр 125 через рейку
124и шестерню 123 проворачивает ось 122, а вместе с ней и рычаг 120 с гибочными роликами 121, собачками 132 и склизом 136. При этом собачки 132 скользят по наружному диаметру оси 122 и в конце проворо тл занима- , ют рабочее положение, пройдя выступы 131, концы пружины, сцентрированной на дополнительной оправке 115,
,имеют три точки гиба - на рычаге 120 ролике 126 отгибки концов и гибочных роликах 121. Склиз 136 в определенный момент упирается в проволоки концов пружины и прекращает свое движение, а в дальнейшем происходит рас- тялсение пружин 138 дисков 137, на
которых закреплен склиз 136,
I
Тибочные ролики 121 вокруг ролика 126 отгибают концы пружины на необ- ходимый радиус и угол и их движение в тот момент, когда конечный выключатель 127 выходит из контакта с рейкой 124 и дает команду на золотник силового цилиндра 116 .механизма 16 центрирования, который убирает дополнительную опракку 115, освобождая пружину 19 для сброса, а конечный выключатель 118 дает команду на переключение золотника силового цилиндра
125на- обратный ход. В этот момент заканчивается подача проволоки заготовки 5 следующей пружины, и происходит работа механизмов по ранее
описанному циклу.
При обратном ходе силового цилинд- ра 125 гибочные ролики 121 освобождают концы пружины 19j а при дальнейшем провороте рычага 120, когда плос
5
4
0
5
0 5 0
г
,
0
кости склиза 136, зафиксированного упорами 139 дисков 137 на рычаге 120, и лотка 128 совпадут, собачки 132 захватывают выступы 131 дисков 130, и готовая пружина 19 согнутым участком лотка 128 начинает опрокидываться вокруг опоры на рычаге 120.
В конце проворота рычага 120 в исходное положение готовая пружина 19 соскальзывает по лотку 128 и склизу 136 из автомата в ориентированном кондами вперед положении и поступает на транспортное средство, а собачки 132, набегая на упоры-135 и растягивая пружину 133, соскальзывают с выступов 131 дисков 130, на которых закреплен лоток 128. Под действием пружины 129 лоток 128 занимает исходное положение, достигая упора 140 и контактируя с конечным выключателем 141 дает команду на переключение золотника силового цилиндра 116 механизма 16 центрирования, которьй перемещает дополнительную оправку 115 с подпорным центром 117 в исходное положение. -В конце хода силового цилиндра 116 дополнительная оправка 115 выходит из контакта с конечным выключателем 119 и дает разрешающую команду на съем следующей пружины с навивочной оправки. В зтот момент заготовка 5 следующей пружины уже согнута в V-образную скобу.
Использование изобретения расширяет технологические возможности предлагаемого автомата по сравнению с известным.
Формула изобретения
1. Автомат для изготовления двух- спиральных пружин с отогнутыми концами, содержащий смонтированные на станине механизм правки и связанные с приводами механизм подачи проволоки, кинематически связанный с ним механизм отрезки мерных заготовок, механизм отмера, направляющее средство для проволоки, механизм гибки V-об- разных скоб и досылания их к механизму навивки, состоящему из навивочной оправки с захватом, установленной на приводном шпинделе, механизм фиксации концов ветвей V-образных скоб, механизм вывода V-образньгх скоб из зоны подачи, механизм шагообразова- ния и механизм съема навитых пружин с навивочной оправки, 6 т л и ч а
ю щ и и с я тем, что, с целью расширения технологических возможностей он снабжен устройством для отгибки концов пружины, включающим механигзм поворота навитых пружин из положения навивки в положение отгибки концов, выполненный в виде Г-образного поводка, жестко связанного с шестерней смонт ированной на втулке и зацепленной с рейкой, связанной со штоком силового цилиндра, и направляющей планки, установленной на станине, механизм центрирован ия пружины на по- зиции отгибки ее концов, выполненный в виде оправки, размещенной с возможностью осевого перемещения в упомянутой втулке механизма поворота соосно с навивочной оправкой и связанной со штоком силового цилиндра, механизм отгибки концов пружины, выполненний в виде рычага, несущего гибочные ролики и смонтированного на одном конце оси, на другом конце которой установлена шестерня, контактирующая с рейкой, связанной со штоком силового цилиндра, и установленного на станине ролика, взаимодействующего с гибочными роликами, и механизм удаления готовой пружины с позиции отгибки концов , выполненный в виде лотка, закрепленного на двух подпружиненных к станине, дисках, имеющих выступы в виде штифтов, установленных с возможностью взаимодействия с собачками, подпружиненными к рычагу механизма отгибки, смонтированными на этом рычаге с возможностью поворота на осях и контактирующими с упорами станины, и склиза, закрепленного на двух дис
t5
5 О 5
20
25
30
0
ках, подпружиненных к указанному рычагу и имеющих упоры, для взаимодействия с рычагом, причем все диски смонтированы на одной оси с рычагом механизма отгибки.
2. Автомат по п. 1, о т л и ч а- ю щ и и с я тем, что, с целью повышения качества пружин, он снабжен механизмом принудительного реверсирования шпинделя, включающим установленную на шпинделе шестерню, соединенную через промежуточную шестерню с второй шестерней, соединенной посредством электромагнитной муфты с валом, связанным с двигателем рабо- чего вращения шпинделя.
3. Автомат по п. 1, о т л и ч а- ю щ и и с я тем, что двуплечие рычаги механизма гибки V-образных скоб и досылания их к механизму навивки снабжены парой роликов, установленных на осях, расположе и ых на двуплечих рычагов со стороны навивочной оправки и служащих для гибки и обжима, гибочный пуансон в исходном положении расположен от указанных роликов на расстоянии,, обеспечивающем свободньй проход проволоки, а откидные подпружиненные рычажки, шарнирно смонтированные на двуплечих рычагах со стороны пуансона, снабжены роликами.
4. Автомат по п. 1, отличающийся тем, что он снабжен подпорным центром, установленным на торце дополнительной оправки и обращенным конусной частью к торцу навивочной оправки.
CPU2J
Й ;;
ii
-cr
т
WJ
Редактор В.Петрага
Составитель А.Ксенофонтов
Техред В.КадарКорректор И.Муска
Заказ 418/8Тираж 583 .Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб. , д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| Устройство для изготовления двухспиральных пружин | 1980 |
|
SU937090A1 |
| Автомат для изготовления двухветвевых пружин | 1973 |
|
SU484036A1 |
| Станок для горячей навивки пружин кручения | 1985 |
|
SU1282948A1 |
| Автомат для изготовления пружин кручения | 1987 |
|
SU1416250A1 |
| Устройство для навивки двухветвевых пружин | 1981 |
|
SU1088855A1 |
| Станок для горячей навивки пружин кручения | 1987 |
|
SU1454556A2 |
| Автомат для изготовления двух ветвевых пружин с отогнутыми концами | 1989 |
|
SU1657263A1 |
| Устройство для горячей навивки пружин | 1979 |
|
SU797830A1 |
| Устройство для изготовления пружин | 1986 |
|
SU1359047A1 |
Изобретение относится к оборудованию для изготовления изделий из проволоки и позволяет расширить технологические возможности за счет изготовления двухспиральных пружин с отогнутыми концами. Автомат содержит станину 1 и смонтированные на ней 75 механизм 2 правки, механизм J подачи, механизм 4 отмера необходимой длины заготовки 5, механизм 6 отрезки, средство 7 направления подаваемой проволоки, механизм 8 гибки V-образ- ных скоб и досыпания их к механизму навивки, механизм фиксации концов ветвей V-образных скоб, механизм 10 вывода V-образных скоб из зоны пода- чи, механизм 11 шагообразования, механизм навивки, механизм 13 принудительного реверсирования шпинделя, механизм 14 поворота навитых пружин из положения навивки в положение отгибки концов, механизм 15 съема навитых пружин с навивочной оправки, механизм 16 центрирования пружины на позиции отгибки ее концов, механизм 17отгибки концов пружины и механизм 18удаления готовой пружины с позиции отгибки концов. 3 з.п. ф-лы, 6 ил. «о (Л & П 74 Г6 1 J / / / / / / o со 4 4 Is3
| Устройство для изготовления двухспиральных пружин | 1980 |
|
SU937090A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
