1
Изобретение относится к хлебопекарной промышленности.
Известна поточная линия для выработки хлебобулочных изделий на листах, включающая тестоделитель, тестоокруглитель, транспортер предварительной расстопки, тсстоформующую машину, укладчик сформированных изделий на листы, укладчик листов на конвейер для расстойки, шкаф окончательной расстойки, посадчик листов в печь, хлебопекарную печь, механизм чистки и смазки листов, накопитель листов, отводящий транспортер готовой продукции и нриводные механизмы с элементами автоматизации.
Целью изобретения является полная автоматизация процесса и возможность выработки широкого ассортимента хлебобулочных изделий.
Для этого предлагаемая поточная линия для выработки хлебобулочных изделий на листах снабжена устройствами перегруппировки пекарных листов с многоручьевого потока в одноручьевой и с одноручьевого потока в многоручьевой, механизмом ориентирования дезорганизованного потока пекарных листов, выходящих из печи, в организованную группу листов в одном ряду и механизмом для съема готовых изделий с листов. При этом механизм подачи и ориентирования пекарных листов на укладку, укладчик листов в шкаф для расстопки, шкаф окопчательной расстойки, посадчик листов в печь, хлебопекарная печь и устройство для возврата листов на укладку с устройствами перегруппировки и ориентирования представляют собой замкнутую трассу листов.
Для обеснечения накопления сформованных изделий и ориентированной их укладки рядами па пекарные листы укладчик сформованных издели на листы снабжен транспортером приема изделий с тестоформующей машины, выполненным с возможностью шагового перемещения вдоль своего приводного вала и движения ленты в roмeпт передачи изделпй, шаговым ленточным транспортеромнакопителем с упорами, взаимодействующими с конечными выключателями, тележками, установленнымн с возможностью перемещения навстречу друг другу и связанными общим транспортером, причем укладчик изделий на листы установлен перпендикулярно к транспортеру тестоформующей машины и потоку пекарпых листов, прп этом транспортер приема изделий устамовлеп под транснортером тестоформуюнюй машины поперечно последнему.
Для обеспечения ориентации пекарпых листов, выходящих из печи, механизм ориентирования потока листов, выходящих из печи, выполнен в виде параллельно установленных
цепных транспортеров, между ветвями которых установлены выравниватели листов, состоящие из планок, уравновешенных грузами, эксцентриковых валков, геометрическая ось которых расположена вдоль цепей транспортеров и отсекателей листов, установленных между цепями транспортеров.
Для обеспечения надежной перестройки потока группы листов в одном ряду в единичный поток устройство перегруппировки пекарпых листов с многоручьевого потока в одноручьевой выполнено в виде одноветвьевого цепного транспортера, связанного с группой двуветвьевых загрузочных цепных транспортеров, при этом транспортеры снабжены захватами для удержания загруженных листов при перемещении, причем одноветвьевой транспортер установлен перпендикулярно группе загрузочных двуветвьевых транспортеров.
При этом устройство перегруппировки пекарных листов с одпоручьевого потока в многоручьевой выполнено в виде двуветвьевого цепного транспортера и расположенных перпендикулярно к нему цеоных щаговььх транспортеров, при этом транспортеры снабжены захватами для нередачи незагруженных листов, а устройство снабжено отсекателем потока единичных листов.
Кроме того, накопитель листов снабжен устройством переключения для накопления, выдачи или пропуска листов под загрузку и выполнен в виде поворотного столика с фиксатором положений последнего, причем па столике установлены упоры и конечные выключатели.
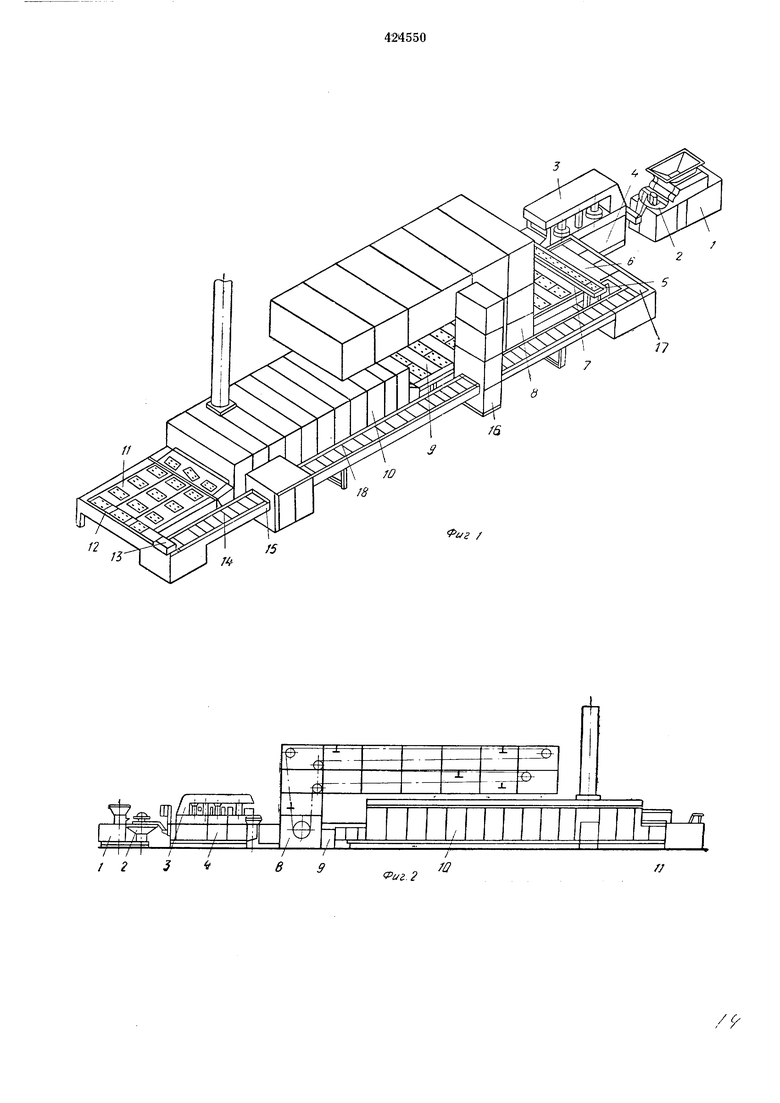
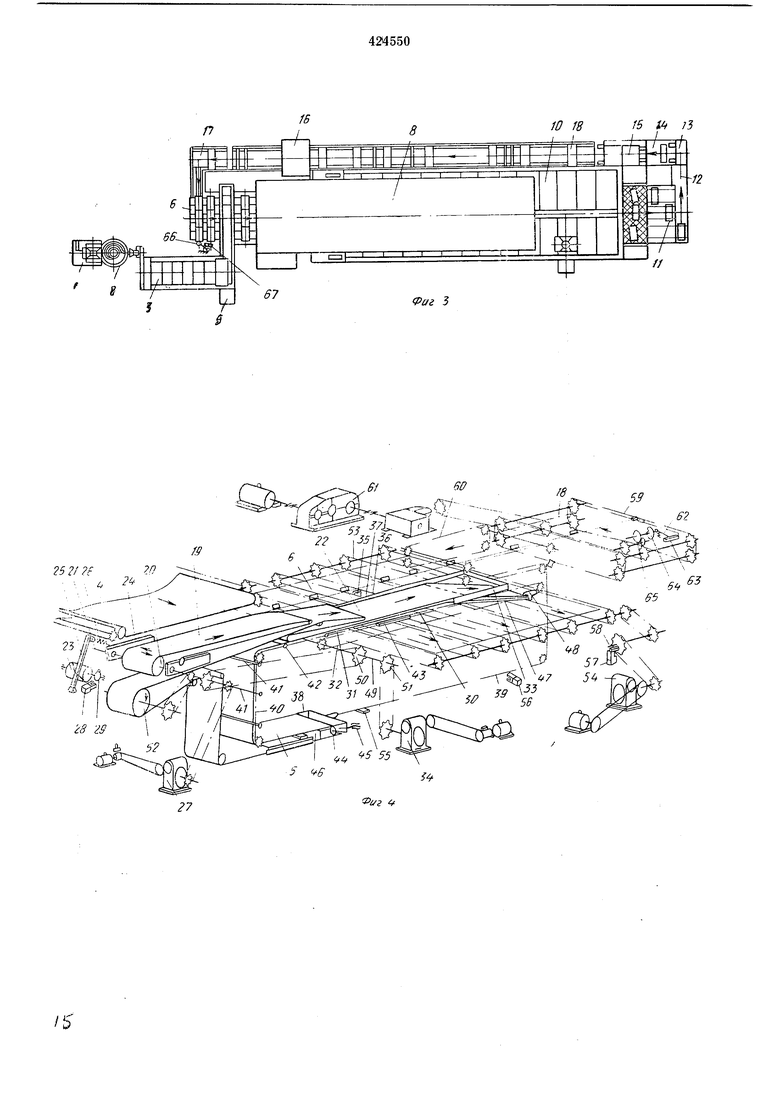
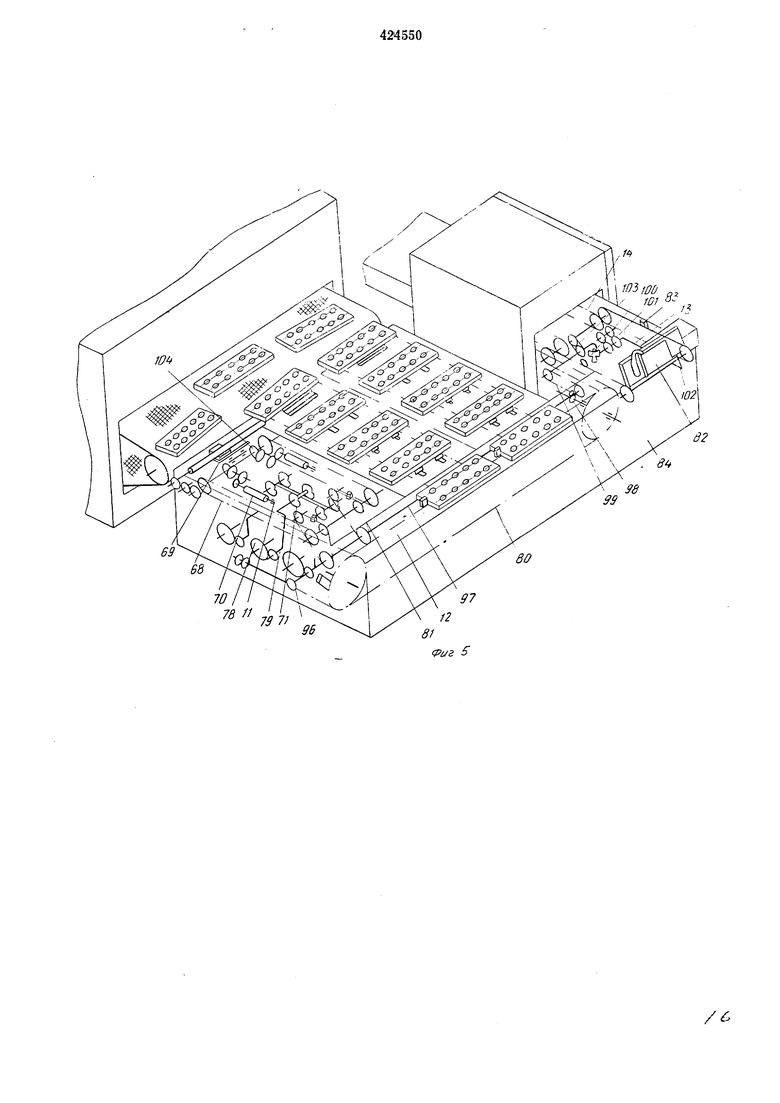
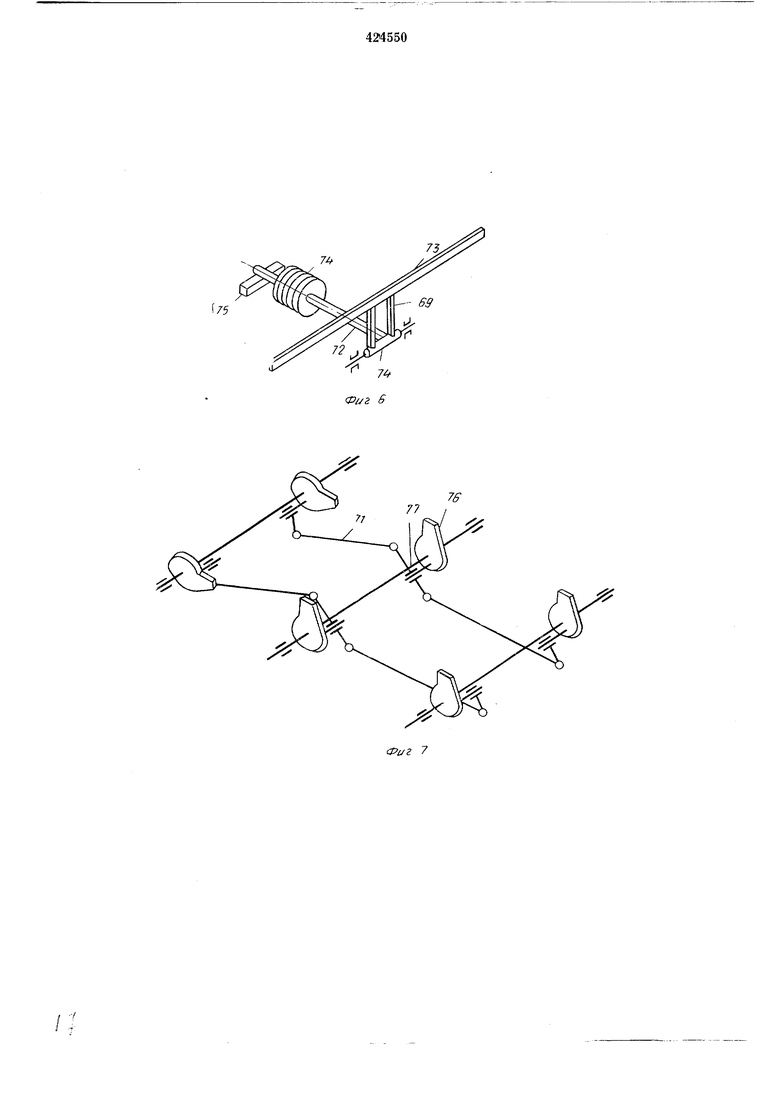
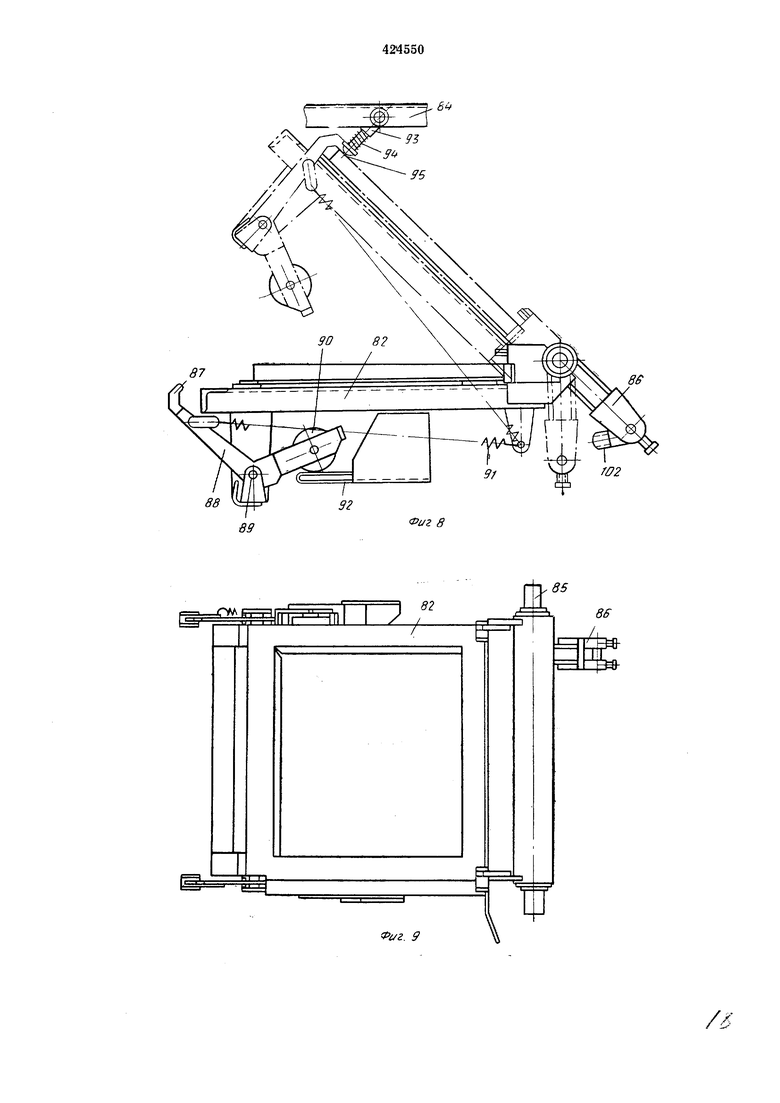
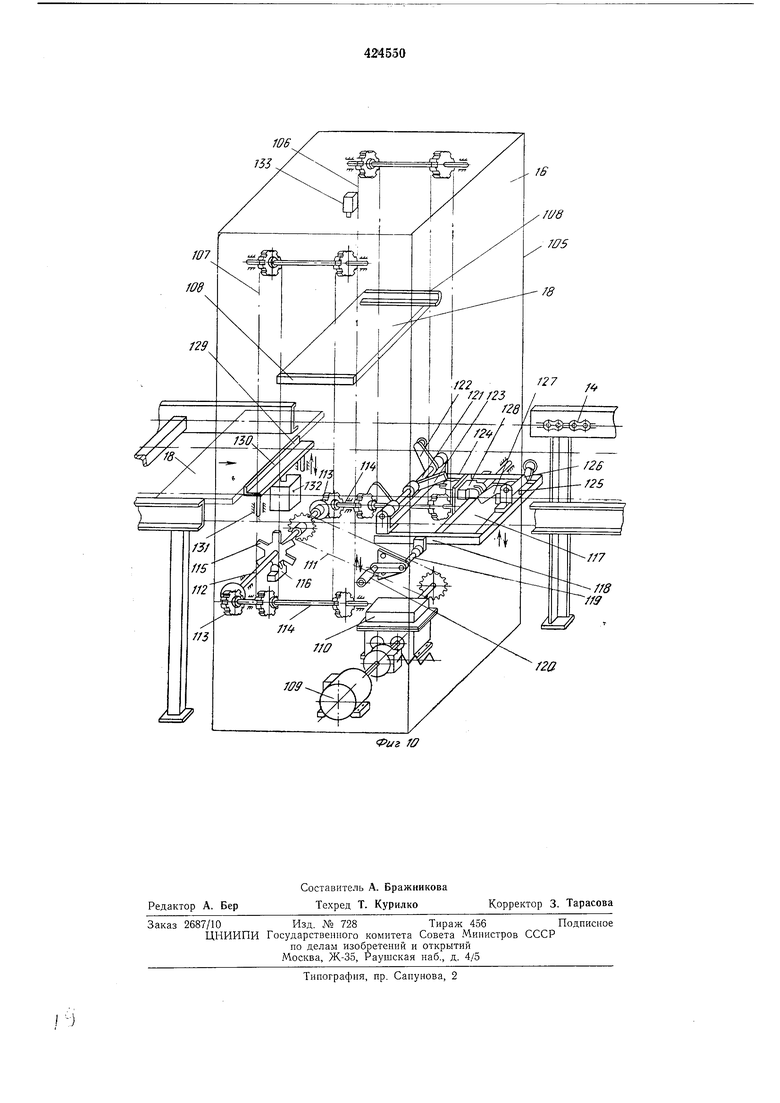
На фиг. 1 изображена предлагаемая поточная линия, общий вид (аксонометрия); на фиг. 2 - то же, фронтальная проекция; на фиг. 3 - то же, вид сверху; на фиг. 4 - участок поточной линии с механизмом перегруппировки листов и укладки изделий на них (аксонометрия); на фиг. 5 - участок поточной линии с механизмом ориентирования листов, механизмом съема изделий и перегруппировки листов (аксонометрия); на фиг. 6- выравниватель листов; па фиг. 7 - отсекатели листов; на фиг. 8 и 9 - механизм съема готовых изделий с листов, вид сбоку и вид в плане; на фиг. 10 - участок поточной линии с накопителем и механизмом выдачи листов (аксонометрия).
Предлагаемая поточная линия для выработки хлебобулочных изделий на листах состоит из тестоделителя 1, тестоокруглителя 2, транспортера предварительной расстойки 3, мащины для формования изделий с выдающим транспортером 4, укладчика 5 сформованных изделий па листы, механизма 6 подачи и ориентирования листов на укладку, укладчика 7 листов в шкаф 8 для расстойки, посадчика 9 листов в печь, хлебопекарной печи 10, механизма ориентирования 1 дезорганизованного потока пекарных листов, выходящих из печи, в организованную группу
листов в одном ряду, механизма 12 ориентирования и перегруппировки листов с многоручьевого в одпоручьевой поток, механизма 13 съема готовых изделий с листов, Tpaticnopтируюн1,его устройства 14 для возврата листов па поворотную укладку, механизма 15 для чистки и смазки листов, накопителя 16 листов, устройства 17 перегруппировки листов с одноручьевого потока в многоручьевой поток и приводных механизмов с элементами автоматизации.
При этом механизм 6 подачи и ориентирования пекарных листов па укладку, укладчик 7 листов в шкаф для расстойки, шкаф окончательной расстойки 8, посадчик 9 листов в печь, хлебопекарпая печь и устройство 14 для возврата листов на укладку с устройствами перегруппировки и ориентирования представляют собой замкпутую трассу листов.
В комплект линии входит также хлебонекарпый лист 18.
Выдаюпшй транспортер 4 машины для формования изделий установлен параллельно потоку груплы листОВ. Под ним и пер-пендикулярно к нему смонтирован на каркасе (на чертежах не показан) транспортер 19 приема и передачи изделий, приводной барабан 20 которого установлен с возможностью осевого перемещения на приводном валу 21.
Под транспортером 19 параллельно ему и перпендикулярпо к потоку листов смонтирован укладчик 5 сформованных изделий на хлебопекарные листы, представляющий собой выдвижной шаговы ленточный транспортер-пакопитель 22. Трапспортер 19 имеет шаговое перемещение вдоль вала 21 от кулачка 23, связаппого с -рамой 24 транспортера 19 при помощи рычага с роликом 25, причем регулировка установки транспортера 19 относительно выдающего транспортера 4 агрегата для формования изделий осуществляется с помощью механизма регулировапия 26. Кулачок 23 связан с приводом трапспортера 4 агрегата для формования изделий (привод на
чертежах не показан).
Транспортер 19 и выдвижной шаговый транспортер-накопитель 22 укладчика 5 связапы приводом 27, обеспечивающим совместное одновременное движение вперед на один
щаг обеих лент транспортеров 19 и 22 в момент полного выхода транспортера 19 из-под выдающего трапспортера 4.
Привод 27 включается от копечпого выключателя 28 при взаимодействии с пластиной 29,
жестко установленной на валу кулачка 23, после каждого его нолного оборота. Выключение привода 27 после накопления определенной группы сформованных изделий осуществляется конечным выключателем 30 при взаимодействни с пим пальцев 3, жестко смоптированных с определенным шагом на цепи
32 привода верхпей тележки 33 укладчика 5.
Обратпый ход трапспортера-накопителя 22
после полпого накоплеиия на нем изделий и
укладки их па хлебопекарные листы 18 осуществляется при помощи привода 34 посредством конечного выключателя 35, взаимодействующего с одним пальцем 36, жестко установленного на противоположной цепи 37 привода верхней тележки 33 укладчика 5. Останов транспортера-накопителя 22 в исходном положении производится конечным выключателем 30, взаимодействующим с пальцами 31.
Для обеспечения шагового выдвижения транспортера-накопителя 22 над хлебопекарными листами 18 и возврата его в момент укладки изделий на листы верхняя тележка 33 последнего связана с нижней тележкой 38 гибкой связью 39. Обе тележки 33 и 38 транспортера-накопителя 22 связаны между собой двуветвьевым цепным конвейером 40, несущим планки 41, поддерживающие ленту, в момент выхода ветви транспортера-накопителя 22.
Планки 41 снабжены с двух сторон катками 42, которые перемещаются по направляющим 43. На нижней тележке 38 установлен натяжной барабан 44 транспортера-наконителя 22 с возможностью его перемещения винтовым механизмом 45. На тележке 38 установлен также винтовой механизм 46 для натяжения цепного конвейера 40, несущего поддерживающие планки 41. На верхней тележке 33 транспортера-накопителя 22 одним своим концом шарнирно установлена пластина 47, которую огибает верхняя ветвь транспортера-накопителя 22, что обеспечивает надежную передачу изделий на листы 18 без их переворачивания. Пластина 47 вторым концом шарнирно закреплена на кронштейнах 48, жестко установленных на нриводной цепи 32.
Привод цепи 32 осуществляется от вала 49 при помощи двух муфт свободного хода 50 и 51, передающих вращение валу 49 от двух приводов 27 и 34.
Прямой шаговый ход вперед верхней ленты транспортера-накопителя 22 осуществляется муфтой 50, когда муфта 51 проскальзывает на валу 49, а обратный ход тележки 33 осуществляется муфтой 51 при неподвижной верхней ветви транспортера-накопителя 22.
В этот момент муфта проскальзывает относительно вала 49. Лента транспортера-накопителя 22 укладчика 5 огибает приводной барабан 52, натяжной барабан 44, пластину 47 и группу отклоняющих и направляющих роликов.
Под шаговым ленточным транспортеромнакопителем 22 укладчика 5 и поперечно ему установлен механизм 6 подачи и ориентирования листов на укладку, предназначенный для шагового перемещения группы листов и фиксированной их остановки под загрузку изделиями. Механизм 6 содержит ряд цепных транспортеров 53 с толкателями, находящимися в одной плоскости и смонтированными в одном каркасе (на чертежах не показан). Все цепные транснортеры 53 приводятся в движение от привода 54, который включается от
взаимодействия пластины 55, жестко укрепленной на тележке 38, с конечным выключателем 56, после каждого возврата тележки 38 в исходное положение. Привод 54 останавливается при взаимодействии с конечным выключателем 57 пластины 58, закрепленной на звездочке привода 54 после передвижения группы листов 18 цепными транспортерами на один шаг.
Устройство перегруппировки листов с одноручьевого потока в многоручьевой примыкает к механизму 6 подачи и ориентирования листов под укладку и представляет собой смонтированные на одном каркасе (на чертежах не показан) под углом 90° .чва двуветвьевых цепных транспортера 59 и 60 с захватами для листов, связанных единым приводом 61. Между ветвями транспортера 59 смонтирован отсекатель 62 листов от общего единичного их потока, который состоит из выдвижной планки 63, управляемой кулачком 64, кинематически связанным нарой шестерен 65 с двувет1зьевым цепным транснортером 59.
Привод 61 включается конечным выключателем 57 при взанмоде 1ствип его с пластиной 58 в момент остановки механизма 6 подачи и ориентирования листов под укладку, а выключение привода 61 осуществляется рычагом 66, взаимодействующим с хлебопекарным листом 18 и де1 1ствующим на конечный выключатель 67 после наконления группы листов в одном ряду. Механизм ориентирования 11 неорганизованного потока хлебопекарных листов, выходящих из печи, в организоваппую группу листов в одном ряду, механизм 12 ориентирования и перегруппировки листов с многоручьевого в одноручьевой поток и механизм 13
съема готовых изде,тий с листов смонтированы на одном каркасе, который установлен непосредственно у тоннельной нечи.
Механнзм 11 состоит из двуветвьевых нодающих ценных транснортеров 68, равных количеству листов в одном ряду многоручьевого потока, между ветвями которых смонтированы выравниватели 69 листов, раздвигающие эксцентриковые валикт 70 (только в крайних рядах), и отсекатели 71 листов.
Выравниватель листов представляет собой двуплечий рычаг 72, на одном плече которого установлена пластина 73, взаимодействующая с листом 18, а на другом конце подвижно подвешен груз 74 для уравновешивання уснлнй
листа 18 на пластину 73, что способствует выравниванию листа, если он отклонится от прямой в горпзоптальном положеппи.
Груз 74 опирается на упор 75, ограничивающий поворот пластины 73.
Отсекатели 71 листов представляют собий ряд пластин 76, жестко закрепленных на валах 77 и взаимодействующих с кулачками 78 при помощи рычагов 79 с роликами. Механизм 12 ориентирования и перегруппировки листов с многоручьевого в одноручьевой поток представляет собой одноветвьевой цепной транспортер 80 с толкателями, смоитироваппый поперечно с двуветвьевыми подающими транспортерами 68 механизма 1, и группу загрузочных двуветвьевых непных транспортеров 81 с толкателями, которые установлены параллельно между ветвями подающих транспортеров 68.
Механизм 13 съема готовых изделий с листов состоит из поворотной разгрузочной площадки 82, смонтированной в месте перехода листа 18 с изделиями с одноветвьевого транспортера 80 на отводящий двуветвьевой транспортер 83 транспортирующего устройства 14 возврата листов, которое установлено параллельпо многоручьевому потоку листов 18.
Площадка 82 щарнирно смонтирована на общем каркасе 84 на оси 85 и жестко соединена с приводным рычагом 86. К площадке
82шарнирно прикреплены захваты 87 для листов, каждый из которых представляет собой двуплечий рычаг 88, изготовленный шарнирно на оси 89 и снабженный роликом 90, который прижимается пружиной 91 к нлощадке 92.
На общем каркасе 84 смонтировано ударное устройство 93, состояш,ее из пружины 94 и подвижпого упора 95.
Отсекатели 71 листов через кулачки 78 и конические щестерни 96 получают движ.ение от вала 97. Одноветвьевой транспортер 80 механизма 12 перегруппировки связан также с валом 97 при помощи конической зубчатой пары щестереи 98.
Поворотная площадка 82 кинематически связана с тем же валом 97 через ценную передачу 99, мальтийскнй механизм 100, эксцентрик 101 и тягу 102, соединенную с приводным рычагом 86.
Отводящий транспортер 83 транспортирующего устройства 14 возврата листов представляет собой двуветвьевой цепной транспортер
83с захвата.ми, расположенный на уровне площадки 82 так, что ветви транспортера 83 проходят но краям площадки 82.
Транспортер 83 связан с валом 97 через цепные передачи 99 и 103.
Механизм 11 ориентирования, механиз.м 12 перегруппировки и механизм 13 съема готовых изделий связаны приводом, состоящим из двигателя и редуктора (на чертежах не показаны) и вала 97. Последний кинематически связан с двуветвьевыми цепными загрузочными транспортерами 81, а через одну его ветвь - с двуветвьевыми подающими транспортерами 68, а он через систему конических и цилиндрических щестерен 104 связан с раздвигающими эксцентриковыми валиками 70.
Транспортирующее устройство 14 возврата листов расположено параллельно многоруьевому потоку листов и представляет собой двуветвьевой цепной транспортер, проходящий вдоль всей линии.
Накопитель 16 установлен в зоне транспортирующего устройства 14 возврата листов и
представляет собой вертикальную щахту 105, внутрн которой смонтированы два вертикальных двуветвьевых ценных конвейера 106 и 107, к звеньям которых на одном уровне через определенное их количество гфикренлены уголки 108.
Привод конвейеров 106 и 107 состоит из двигателя 109, редуктора 110, цепной передачи 111, приводного вала 112, конических передач 113 и ведущих валов со звездочками 114.
На цриводном валу 112 смонтирован диск с лепестками 115, взаимодействующими с конечным выключателем 116. Между ветвями
транснортирующего устройства 14 возврата листов, ниже уровня его верхней ветви, в зоне накопителя 16 смонтировано устройство 117 переключения накопления, выдачи или пронуска листов, которое состоит из поворотлого столика 118, шарнирно установленного на оси 119 и снабженного фиксатором 120 трех его положений.
На поворотиом столике .118 в нередней его части по ходу хлебопекарных листов 18 шарЕ(ирно установлена передняя ось 121, на которой жестко закренлены два рычага 122 с роликами и пластина 123, взаимодействующая с конечным выклЕОчателем 124. С нротивоположной стороны новоротного столика 118 также щарнирно установлена задняя ось 125, жестко несущая рычаг 126 с роликом и нланку 127, взаимодействующую с конечны.м выключателем 128. Перед наконителем 16 между ветвями
транснортирующего устройства 14 возврата листов установлен отсекатель 129 потока листов, который представляет собой упор 130, установленный на вертикальных стойках 131 с возможностью вертикального неремещения
от электромагнита 132. В верхней части шахты 105 в зоне цепных конвейеров 106 и 107 с уголками 108 имеется конечный выключатель 133 контроля загрузки накопителя 16 листами 18.
Поточная линия работает следующим образом.
Из тестоделителя I тесто подается в тестоокруглитель 2, после чего попадает в ячейки транспортера предварительной расстойки 3,
группируясь в ряды по несколько штук в каждом. После предварительной расстойки тестовые заготовки обрабатываются на транспортере 4 мащины для формования. Сформованные тестовые заготовки неремещаются транспортером 4 на один шаг и в это же время один ряд сфор.мованных тестовых заготовок перекладывается на ленту транспортера 19. При полном обороте кулачка 23 совершается несколько ходов транспортера 19 относительно приводного вала 21, в результате чего несколько рядов сформованных тестовых заготовок укладываются на ленту транспортера 19. После приема последнего ряда сформованных тестовых заготовок транспортер 19 полностью выходит из-под выдающего транспор9
тёр а 4 и останавливается в одном ряду над транспортером-накопителем 22. После этого от взаимодействия пластины 29 с конечным выключателем 28 включается привод 27, от которого одновременно приводятся в движение цепь 32 привода верхней тележки 33, приводной барабан 20 транспортера 19 и приводной барабан 52 транспортера 22 укладчика 5.
Благодаря этому одновременно движутся вперед с одной скоростью лента транспортера 19, верхняя тележка 33 и транспортер 22 укладчика 5.
Во время движений транспортерных лент rpynina сформованных тестовых заготовок перекладывается на транспортеп-накопитель 22, после чего пальцы 31 приводной н.епч 32 взаимодействуют с конечным выключателем 30 и привод 27 отключается. В это же время от кулачка 23 транспортер 19 возвращается под выдающий транспортер 4 для приема очередных рядов сфорлюванных тестовых заготовок. При движении тележки 33 вперед нижняя тележка 38 -перемещается назад и наоборот, когда тележка 33 возврандается в исходное положение, нижняя ележка 38 зани- 1ает свое крайнее положение и «выбирает освобождающуюся транспортную ленту.
После накопления на транспортере 22 нескольких групп тестовых заготовок от конечного выключателя 35 при взаимодействии с ним пальца 36 вклточается привод 34. Благодаря этому тележка 33 возвраитается назад в свое исходное положение, при этом носок пластины 47 опускается над находящимися под ним листами 18. Так как в это время лента транспортера 22 неподвижна, то все накопленные на ней сформованные тестовые заготовки перекладываются на листы 18, которые находятся на укладчике 7 для окончательной расстойки. Привод 34 останавливается при взаимодействии пальца 31 с конечным выключателем 30. П|ри пепеменгении тележки 33 в исходное положение нижняя тележка 38 перемещается в свое крайнее положение, от взаимо.действия пластины 55 с кон-ечным выключателем 56 включается привод 54, который, приводя в движение пепные транспоптеры 53. переме1пает из о.ин щаг листы, заполненные сформова1П ыми тестовыми заготовками, ii подводит ряд пустых листов на позицию укладки под транспортер 22.
Привод 54 останавливается после передвижения листов на один таг от взаимодействия пластины 58 с конечным выключателем 57.
Передвигаясь на один щаг, ряд листов в конце укладчика 7 захватывается люлькой щкафа 8 для окончательной расстойки. Люльки проходят в конце процесса через посадчик 9 листов в печь, который, передвигая листы, подает их на под печи 10.
После выпечки листы с изделиями выходят из печи 10 и попадают на механизм ориентирования 11, на котором каждый лист попадает на непрерывно движущийся двуветвьевой цепной подающий транспортер 68. По пути свое10
го движения листы с изделиями выравниваются пластшюй 73 выравнивателя 69 листов, а затем вращающиеся эксцентриковые валикн 70 приподнимают листы и сдвигают их к борту каркаса 84. Далее по пути движения листы задерживаются пластинами 76, которые кинематически связаны и питают листами двуветвьевой цепной транспортер с толкателями 81, захватывающими лист в момент освобождения его последним рядом п,1астин.
Находясь в жесткой кинематической связи с одноветвьевым цепным транспортером 80 с толкателями, двуветвьевой транспортер 8 в определенном порядке заталкивает на него
лист, и толкатели транспортера 80 передвигают листы, загруженные изделиями, на новоротную площадку 82, на которой они фиксируются захватами 87 и поворачиваются, ударяясь об устройство 93. После этого выпеченные изделия подаются на транспортер готовых изделий (на чертемсах не показан), а поворотная площадка 82 с листом опускается. Затем лист 18 подхватывается толкателями транспортера 83, который передвигает его на
транспорт 1руюп1ее устройство 14 возврата листов. В это же время на площадку 82 поступает следуюпий лист с выпеченными нзделиями. Листы проходят также через механизм 15
для чистки и смазки н далее через наконнтель 16 попадают на устройство 17 перегруппировки листов с о.дноручьевого потока в многоручьевой. Здесь листы задерживаются выдвижной планкой 63 отсекателя 62 до освобождения для них места па укладчике 7. Планка 63 отсекате,тя 62 опускается, пропуская один лист, который вначале подхватывается толкателем трапснортера 59, а затем в поперечпом паправлении захватами транспортера 60. Так комплектуется мпогоручьевой ряд листов, первый нз которых при взаимодействии с рычагом 66 и ко| ечным выключателем 67 останавливает приво.д 61 и подача листов прекраптается.
В случае необходимости }1акопления листов на механизме 16 ставится поворотный столик 118 при помопти Фиксатора 120 в положение «накопление. При этом каждый лист взаимодействует с роликом рычага 122, а пластина 123 - с конечным вьп лючaтeлe i 124, который включает двигатель 109. Когда один лист подпимается на плапкчх 108 трапспортеров 106 и 107 на одип таг, пластина взяимодействуе с конечным выключателем
116, выключая двигатель 109.
Процесс пакоплеиия повторяется до тех пор, пока весь накопитель 16 не заполнится листами. Контроль некоплення осуп1ествляется конечным выключателем 133.
При необходимости выдачи листов из накопителя 16 поворотный столик 118 устанавливают в положение «выдача. При этом листы от того же двигателя 109 опускаются щагами вниз н перемещаются устройством 14 для укладки на них изделий, а после взаимодействия
11
планки 127 с конечным выключателем 128 включается двигатель 109 и опускается следующий лист.
При работе на «выдачу упор 130 отсекателя 129 удерживается электромагнитом 132 в верхнем положении и листы не попадают в накопитель 16.
При работе на «накопление упор 130 отсекателя 129 пропускает поочередно по одному листу в механизм 16.
При работе на «пропуск листов под укладку изделий поворотный столик 118 устанавливается фиксатором в нейтральное положение.
Предмет изобретения
1.Линия для выработки хлебобулочных нзделий на листах, включающая тестоделитель, тестоокруглитель, транспортер предварительной расстойки, тестоформующую мащину, укладчик сформованных изделий на листы, укладчик листов на конвейер для расстойки, щкаф окончательной расстойки, посадчик листов в печь, хлебопекарную печь, механизм чистки и смазки листов, пакопитель листов, отводящий транспортер готовой продукции и приводные механизмы с элементами автоматизации, отличающаяся тем, что, с целью полной автоматизации нроцесса и возможности выработки широкого ассортимента хлебобулочных изделий, она снабжена устройствами перегруппировки пекарных листов с многоручьевого потока в одноручьевой и одноручьевого потока в многоручьевой, механизмом ориентирования дезорганизова.нного потока пекарных листов, выходящих из печи, в организованную группу листов в одном ряду и механизмом для съема готовых изделий с листов, 1При этам механизм подачи и opHeiiTHipoвания пекар1 ых листов на укладку, укладчик листов в щкаф для расстойки, щкаф окончательной расстойки, посадчик листов в печь, хлебопекарная печь и устройство для возврата листов на укладку с устройствами перегруппировки и ориентирования представляют собой замкнутую трассу листов.
2.Линия по п. 1, отличающаяся тем, что, с целью обеспечения накопления сформованных изделий и ориентированной их укладки рядами на пекарные листы, укладчик сформованных изделий на листы снабжен транснортером приема изделий с тестоформующей мащины, выполненным с возможностью
12
шагового перемещения вдоль своего приводного вала и движения ленты в момент передачи изделий, шаговым ленточным транспортером-накопителем с упорами, взаимодействующими с конечными выключателями, тележками, установленными с возможностью перемещения навстречу друг другу и связанными общим транснортером, лричем укладчик изделий на листы установлен перпендикулярно к
транспортеру тестоформующей машины и потоку пекарных листов, при этом транспортер приема изделий установлен под транспортером тестоформующей машины поперечно последнему.
3. Линия по п. 1, отличающаяся тем, что, с целью обеспечения ориентации пекарных листов, выходящих из печи, механизм ориентирования нотока листов, выходящих из печи, выполнен в виде параллельно установленных цепных транспортеров, между ветвями которых установлены выравнивателн листов, состоящие из планок, уравновешенных грузами, эксцентриковых валков, геометрическая ось которых расположепа вдоль цепей транспортеров и отсекателей листов, установленных между цепями транспортеров.
4.Линия по п. 1, отличающаяся тем, что, с целью обеспечения надежной перестройки потока группы в одном ряду в единичный поток, устройст во перегруппировки пекарных листов с многоручьевого потока в одноручьевой, выполнено в виде одноветвьевого цепного транспортера, связанного с группой двуветвьевых загрузочных цепных транспортеров, при этом транспортеры спабжены захватами для удержания загруженных листов при перемещении.
5.Линия но п. 1, отличающаяся тем, что устройство перегруппировки пекарных
листов с одноручьевого потока в многоручьевой выполнено в виде двуветвьевого цепного транспортера и расноложенных перпендикулярно к нему цепных шаговых транспортеров, при этом транспортеры снабжены захватами
для передачи незагруженных листов, а устройство снабжено отсекателем потока единичных листов.
6.Линия по п. 1, отличающаяся тем, что накопитель листов снабжен устройством
переключения для накопления, выдачи или пропуска листов под загрузку и выполнен в виде поворотного столика с фиксатором положений носледнего, причем на столике установлены упоры и конечные выключатели.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для выработки хлебобулочных изделий | 1978 |
|
SU921489A1 |
| ВЫРАБОТКИ МЕЛКОШТУЧНЫХ БУЛОЧНЫХ И СДОБНЫХ ИЗДЕЛИЙ | 1972 |
|
SU343677A1 |
| АВТОМАТ-УКЛАДЧИК СТЕКЛОИЗДЕЛИЙ | 1973 |
|
SU368193A1 |
| СПОСОБ ВЫПЕЧКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ | 1972 |
|
SU351521A1 |
| Устройство для расстойки тестовых заготовок | 1983 |
|
SU1158142A1 |
| УСТАНОВКА ДЛЯ УКЛАДКИ СЫРЦА КЕРАМИЧЕСКИХ КАМНЕЙ НА СУШИЛЬНЫЕ ВАГОНЕТКИ | 1971 |
|
SU290846A1 |
| МНОГОРУЧЬЁВАЯ ТЕСТбФОРМУЮЩАЯ УСТАНОВКА ДЛЯ СДОБНЫХ ИЗДЕЛИЙ | 1969 |
|
SU242801A1 |
| УСТРОЙСТВО ДЛЯ РАССТОЙКИ ТЕСТОВЫХ ЗАГОТОВОК В БЛОКАХ ФОРМ, НА ЛИСТАХ ИЛИ В ДРУГОЙ ТАРЕ | 1970 |
|
SU280384A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ВОЛНИСТЫХ листов из ФИБРОЦЕМЕНТА | 1970 |
|
SU272863A1 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ КОКИЛЬНОГО ЛИТЬЯ | 1973 |
|
SU374116A1 |
//
II
I /
3
в 9 2
I №
//
Уи1.2 15 i /5
1/5
7S
Фиг 7
39
Фиг в
85
82
о
ее
Фиг Ш
