2.Штуцерное соединение по п. 1, отличающееся тем, что с обеих сторон плоскости соединения двух соединяемых электродов резьба штуцера содержит зоны наклона: одна зона с тангенсом угла наклона 0,1640,166 проходит от плоскости соединения в направлении конца штуцера, а другая зона с тангенсом угла наклона 0,185-0,195 проходит от конца штуцера в направлении плокости соединения
3.Штуцерное соединение по пп. 1 и2, отличающееся тем, что штуцер имеет с обеих сторон плоскости соединения двух соединяемых электродов зону наклона, равную зоне наклона гнезда, заключенной между двумя зонами с различньт наклоном.
4.Штуцерное соединение по пп. 13, о тличающеес я тем, что
в соединении имеется зона упора, расположенная между 1/3 и 1/2 ВЕк:оты свинчиваемых участков. резьбЁ при измерении от основания каждого гнезда.
5.Штуцерное соединение по п. 4, отличающееся тем, что в
зоне упора длинная сторона резьбы штуцера смещена на величину 0,080,20 мм в направлении основания гнезда.
6.Штуцерное соединение по пп. 1 и4, отличающееся тем, чт с обеих сторон плоскости соединения соединяемых электродов резьба каждого гнезда имеет две зоны с различными наклонами по отношению к среднему наклону резьбы штуцера: одна зона ПЕюходит от плоскости соединения в направлении основания гнезда, а другая - от основания гнезда в направлении плоскости соединения.
7.Штуцерное соединейие по пп. 14 и6,отличающеес я тем, что в зоне упора длинная сторона резьбы гнезда смшдена на величину 0,08гО,20 мм в направлении плоскости
соединения.
8.Штуцерное соединение по пп. 1, 4-7, стличающеес я тем, что наклон резьбы изменяется по высоте штуцера и гнезда плавно.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство катодного узла электролизера для получения алюминия | 1976 |
|
SU685162A3 |
| ТРУБНОЕ СОЕДИНЕНИЕ С КОНИЧЕСКОЙ УДЛИНЕННОЙ РЕЗЬБОЙ ТРЕУГОЛЬНОГО ПРОФИЛЯ | 2008 |
|
RU2386072C1 |
| Керамический элемент для облицовки регенераторов стекловаренных печей | 1989 |
|
SU1807977A3 |
| ТРУБНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ, ГЕРМЕТИЧНОЕ ПО ОТНОШЕНИЮ К ОКРУЖАЮЩЕЙ СРЕДЕ | 2003 |
|
RU2306473C2 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ НАРЕЗНЫХ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312201C1 |
| УЗЕЛ С РЕЗЬБОВЫМ СОЕДИНЕНИЕМ ДЛЯ УГОЛЬНЫХ И/ИЛИ ГРАФИТОВЫХ ЭЛЕКТРОДНЫХ КОЛОНОК | 2004 |
|
RU2302710C2 |
| РЕЗЬБОВОЙ ЭЛЕМЕНТ ДЛЯ ТРУБНОГО РЕЗЬБОВОГО СОЕДИНЕНИЯ С ВЫСОКИМ ПРЕДЕЛОМ ВЫНОСЛИВОСТИ | 2002 |
|
RU2261395C2 |
| СПОСОБ ФОРМИРОВАНИЯ НАКАТКОЙ РЕЗЬБЫ НА СТЕРЖНЕВЫХ ИЗДЕЛИЯХ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2179490C2 |
| Резьбовое соединение труб | 1979 |
|
SU881289A1 |
| СПОСОБ СОЕДИНЕНИЯ КОЛПАЧКА С ПРИЕМНЫМ КОНТЕЙНЕРОМ | 2005 |
|
RU2336948C2 |
1. ШТУЦЕРНОЕ СОЕДИНЕНИЕ ДЛЯ ЭЛЕКТРОДА ПЕЧИ, содержащее штуцер с резьбой, свинчиваемые электроды с гнездами, имеющими резьбу для ввинчивания половины штуцера и плоскость соединения, отличающеес я тем, что, с целью повышения нгщежности соединения, со стороны соединенных плоскостей между нитками резьбы штуцераи нитками резьбы гнезд соединяемых электродов имеется зазор минимальной величины на уровне, расположенном между 0,1-0,25 высоты свинчиваемых резьбовых участков, при измерении его в каждом гнезде от его основания. N 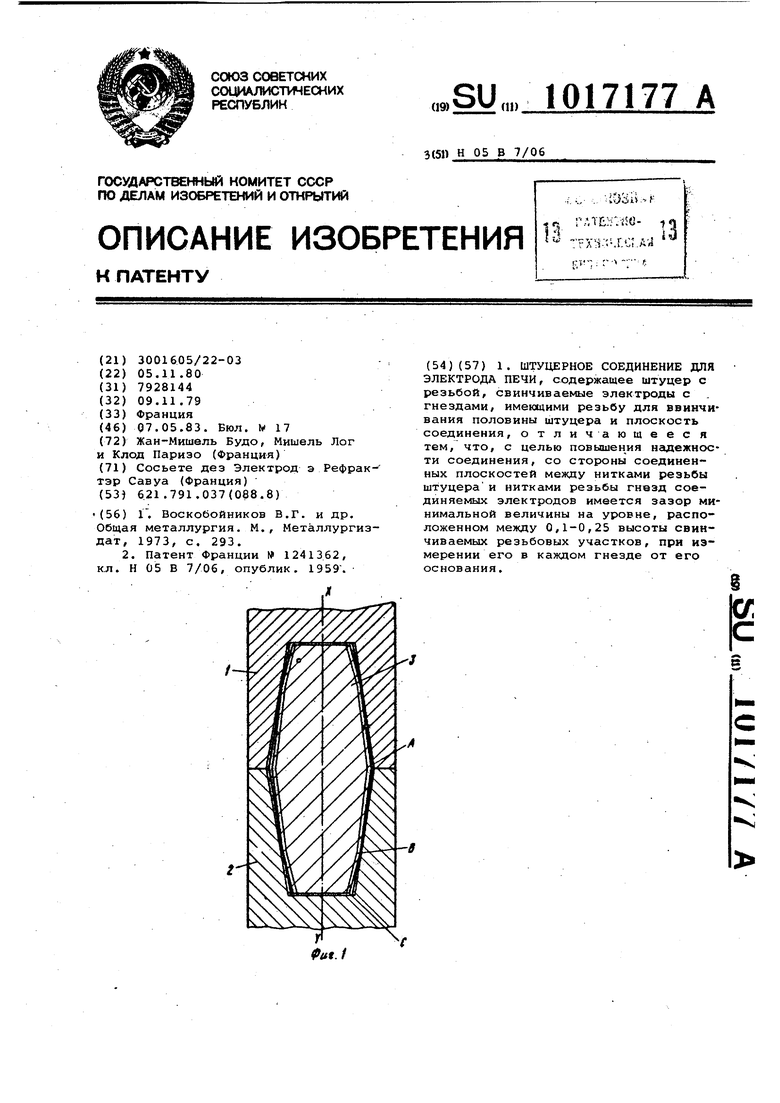
Изобретение относится к электрометаллургическому производству, в частности к- изготовлений электродов для электродуговых печей.
Известно штуцерное соединение двух электродов для изготовления электрода дугоьой печи, включающее составные электроды с цилиндрическими гнездами с резьбой и штуцер, имеющий нарезанную на образующей цилиндра резьбу и вворачиваемый в гнезда свинчиваемых электродов (}.
Недостатки такого штуцерного соединения - слабость затяжки и возможность его раскручивания при эксплуатации, что приводит к поломке собранного электрода по штуцеру, являющемуся наиболее слабым местом электрода.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является штуцерное соединение, включающее штуцер с резьбой, свинчиваемые электроды с гнездами, имеющими резьбу для ввинчивания половины штуцера и плоскость соединения.
Чтобы избежать чрезмерного Зс1жима штуцера в гнезде электрода одну или1 несколько раздвигающих деталей помещают между некоторьюли резьбовыми нитками штуцера и соответствующими резьбовыми нитками гнезда. Эти раздвигаюиие детали должны быть из прочного материала, который не деформируется при рабочих температурах 2.
Однако известное техническое решение не позволяет избежать разрывов штуцерных соединений, вызываемых термическими и термомеханическими напряжениями. Kpcwe того, реализация повышенной плотности ниток резьбы, локализованных на одной стороне резьбы, представляет трудности с точки зрения обработки, что ведет к значительному увеличению стоимости изготовления штуцерных соединений.
Цель изобретения - повышение надежности соединения.
Поставленная цель достигается тем, что в штуцерном соединении для элект| ода печи, включающем штуцер с резьрой, свинчиваемые электроды с гнездами, имеющими резьбу для ввинчивания половины штуцера и плоскость соединения, со стороны соединенных плоскостей зазор между нитками резьбы штуцера и нитками резьбы гнезд соединяемых электродов имеется минимальной величины на уровне, расположенном между 0,1-0,25 высоты свин.чиваемых резьбовых участков, при измерении его в каждом гнезде от его основания.
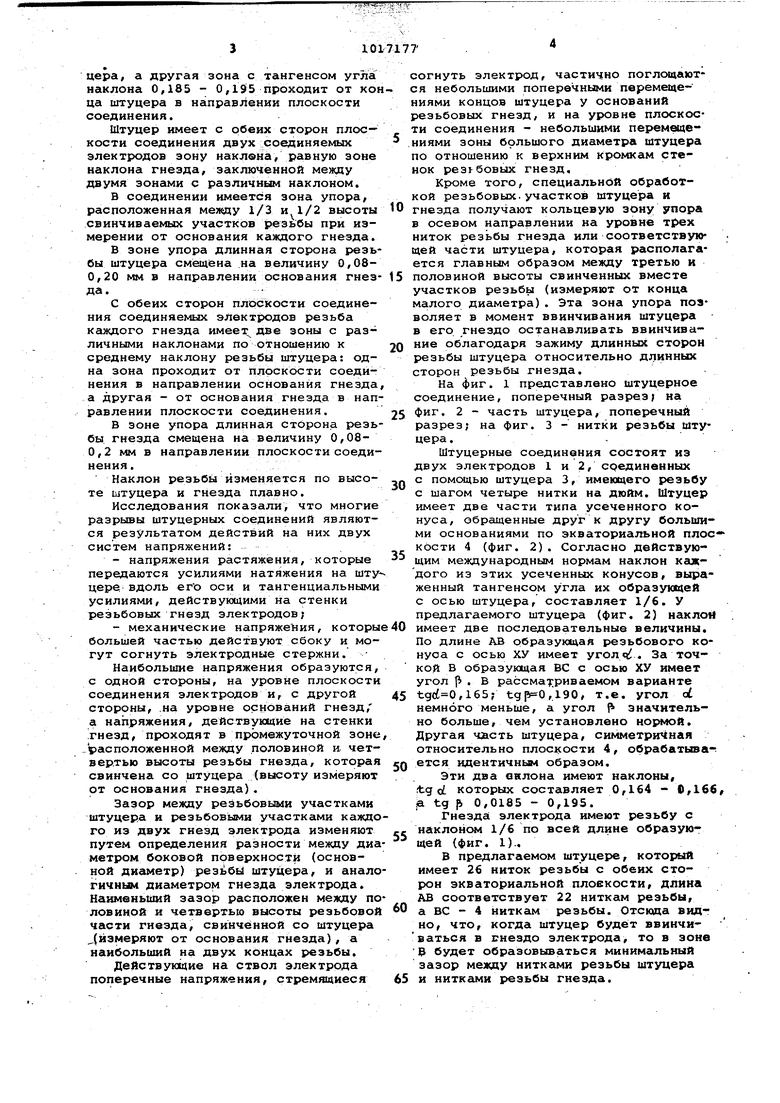
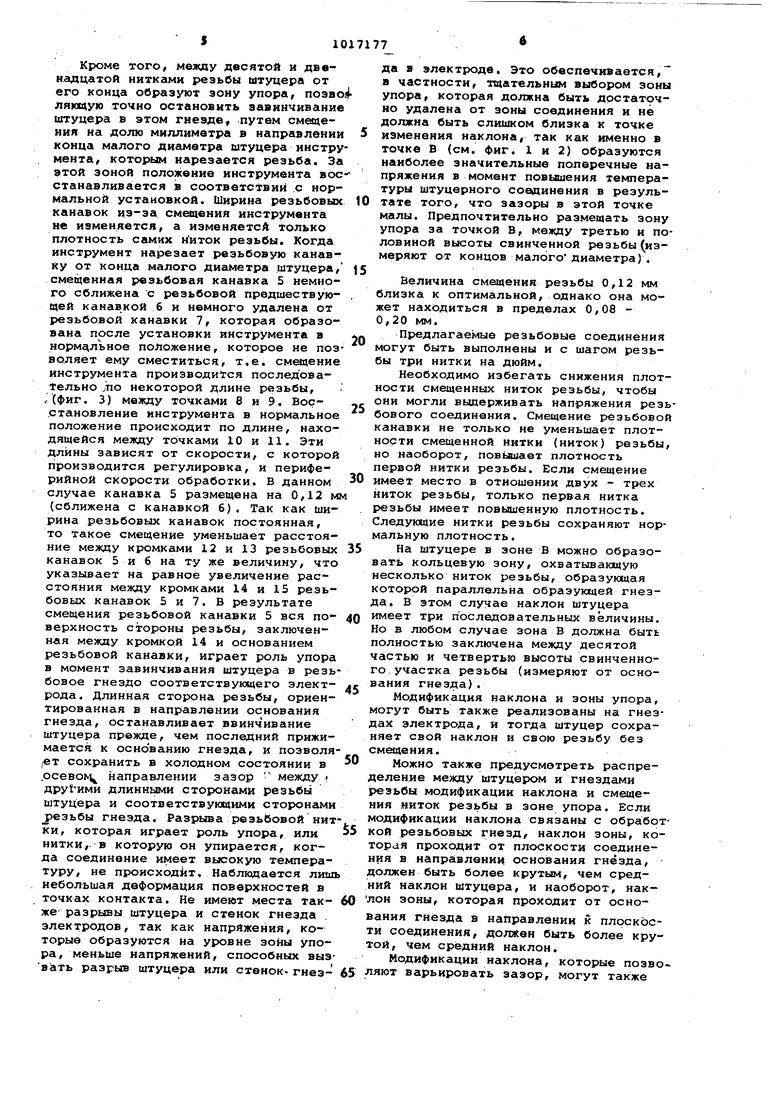
С обеих сторон плоскости соединения двух соединяемых электродов резьба штуцера содержит две зоны наклона: одна зона с тангенсом угла наклона 0,164 - 0,166 проходит от плоскости оедииения в направлении конца штуцера, а другая зона с тангенсом угла наклона 0,185 - 0,195 проходит от ко ца штуцера в направлении плоскости соединения. Штуцер имеет с обеих сторон плоскости соединения двух соединяемьос электродов зону наклона, равную зоне наклона гнезда, заключенной между двумя зонгши с различным наклоном. В соединении имеется зона упора, расположенная между 1/3 и1/2 высоты свинчиваемых участков резьбы при измерении от основания каждого гнезда. В зоне упора длинная сторона резь бы штуцера смещена .на величину 0,080,20 мм в направлении основания гнез да. С обеих сторон плоскости соединения соединяемых электродов резьба каждого гнезда имеет две зоны с различными наклонами по отношению к среднему наклону резьбы штуцера: одна зона проходит от плоскости соединения в направлении основания гнезда а другая - от основания гнезда в нап равлении плоскости соединения. В зоне упора длинная сторона резь бы, гнезда смещена на величину О,080,2 мм в направлении плоскости соединения. Наклон резьбы изменяется по высоте штуцера и гнезда плавно. Исследования показали, что многие разрывы штуцерных соединений являются результатом действий на них двух систем напряжений: -напряжения растяжения, которые передаются усилиями натяжения на шту цере вдоль его оси и тангенциальными усилиями, действующими на стенки резьбовых гнезд электродов; -механические напряжения, которы большей частью действуют сбоку и могут согнуть электродные стержни. Наибольшие напряжения образуются, с одной стороны, на уровне плоскости соединения электродов и, с другой стороны, .на уровне оснований гнезд, а напряжения, действующие на стенки тнезд, проходят в промежуточной зоне расположенной между половиной и четвертью высоты резьбы гнезда, которая свинчена со штуцера (высоту измеряют от основания гнезда). Зазор между резьбовыми участками штуцера и резьбовьоли участками каждо го из двух гнезд электрода изменяют путем определения разности между диа метром боковой поверхности (основной диаметр) резьбы штуцера, и анало гичным диаметром гнезда электрода. Наименьший зазор расположен между по ловииой и четвертью высоты (езьбовой части гнезда, свинченной со штуцера (измеряют от основания гнезда), а наибольший на двух концах резьбы. Действую1цие на ствол электрода поперечные напряжения, стремящиеся огнуть электрод, частично поглощаютя небольшими поперечными перемещениями концов штуцера у оснований езьбовых гнезд, и на уровне плоскости соединения - небольшими перемещениями зоны брльшого диаметра штуцера по отношению к верхним кромкам стенок peз бoвыx гнезд. Кроме того, специальной обработкой резьбовых.участков штуцера и гнезда получают кольцевую зону упора в осевом направлении на уровне трех ниток резьбы гнезда или соответствующей части штуцера, которая располагается главным образом между третью и половиной высоты свинченных вместе участков резьбы (измеряют от конца малого диаметра). Эта зона упора позволяет в момент ввинчивания штуцера в его гнездо останавливать ввинчивание облагодаря зажиму длинных сторон резьбы штуцера относительно длинных сторон резьбы гнезда. На фиг. 1 представлено штуцерное соединение, поперечный разрез; на фиг. 2 - часть штуцера, поперечный разрез; на фиг. 3 - нитки резьбы штуцера. Штуцерные соединения состоят из двух электродов 1 и 2, срединенных с помощью штуцера 3, имеющего резьбу с шагом четыре нитки на дюйм. Штуцер имеет две части типа усеченного конуса, обращенные друг к другу большими основаниями по экваториальной плоскости 4 (фиг. 2). Согласно действующим международные нормам наклон каддого из этих усеченных конусов, выраженный тангенсом угла их образующей с осью штуцера, составляет 1/6. У предлагаемого штуцера (фиг. 2) наклон имеет две последовательные величины. По длине АВ образующая резьбового конуса с осью ХУ имеет угол ч/. За точкой В образующая ВС с осью ХУ имеет угол р . В рассмат.риваемом варианте tg(,165; ,19Q т.е. угол od немного меньше, а угол Р значительно больше, чем установлено нормой. Другая часть штуцера, симметричная относительно плоскости 4, обрабатывается идентичньм образом. Эти два склона имеют наклоны, tg ci которых составляет 0,164 - |,1б6г |а tg р 0,0185 - 0,195. Гнезда электрода имеют резьбу с наклоном 1/6 по всей длине образующей (фиг. 1).. В предлагаемом штуцере, который имеет 26 ниток резьбы с обеих сторон экваториальной плоекости, длина ЛВ соответствует 22 ниткам резьбы, а ВС - 4 ниткам резьбы. Отсюда видно, что, когда штуцер будет ввинчиваться в гнездо электрода, то в зоне В будет образовываться минимальный зазор между нитками резьбы штуцера и нитками резьбы гнезда. Кроме того, между десятой и две мадцатой нитками резьбы штуцера от его конца образуют зону упора, позво ляюцую точно остановить завинчивание штуцера в этом гнезде путем смещения на долю миллиметра в направлении конца малого диаметра штуцера инстру мента, KOTOiHiiM нарезается резьба. За этой зоной положение инструмента вос станавливается в соответствий с нормальной установкой. Ширина резьбовых канавок из-за смацения инструмента не изменяется, а изменяете только плотность самих ниток резьбы. Когда инструмент нарезает резьбовую канавку от конца малого диаметра штуцера, смещенная резьбовая канавка 5 немного сближена с резьбовой предшествующей канавкой 6 и немного удалена от резьбовой канавки 7, которая образована после установки инструмента в нормальное положение, которое не поз воляет ему сместиться, т.е. смедение инструмента производится последовательно ,по некоторой длине резьбы. .(фиг. 3) между точками 8 и 9. Восстановление инструмента в нормальное положение происходит по длине, находящейся между точками 10 и 11. Эти Длины зависят от скорости, с которой производится регулировками периферийной скорости обработки. В данном случае канавка 5 размещена на 0,12 м (сближена с канавкой б), Так как ширина резьбовых канавок постоянная, то такое смещение уменьшает расстояние между кромками 12 и 13 резьбовых канавок 5 и 6 на ту же величину, что указывает на равное увеличение расстояния между кромками 14 и 15 резьбовых канавок 5 и 7. В результате смещения резьбовой канавки 5 вся поверхность стороны резьбы, заключенная между кромкой 14 и основанием резьбовой канавки, играет роль упора в момент завинчивания штуцера в резь бовое гнездо соответствующего электрода. Длинная сторона резьбы, ориентированная в направлении основания гнезда, останавливает ввинчивание штуцера прежде, чем последний прижимается к основанию гнезда, и позволя -ет сохранить в холодном состоянии в pceaoNj направлении зазор между другими длинными сторонами резьбы штуцера и соответствующими сторонами J eзьбы гнезда. Разрыва резьбовой вит ки, которая играет роль упора, или нитки, в которую он упирается, когда соединение имеет высокую температуру, не пpoиcxoд т. Наблюдается лиш небольшая деформация поверхностей в точках контакта. Не имеют места также разрывы штуцера и стенок гнезда электродов, так как напряжения, которые образуются на уровне зоны упора, меньше напряжений, способных выз вать разрыв штуцера или станок- гнезда в электроде. Это обеспечиваетея, в частности, тщательным выбором зоны упора, которая должна быть дрстаточно удалена от зоны соединения и не должна быть слишком близка к точке изменения наклона, так как именно в точке В (см. фиг. 1 и 2) образуются наиболее значительные поперечные напряжения в момент повышения температуры штуцерного соединения в результате того, что зазоры в этой точке малы. Предпочтительно размещать зону упора за точкой В, между третью и половиной высоты свинченной резьбы (измеряют от концов малого диаметра}. Величина смещения резьбы 0,12 мм близка к оптимальной, однако она может находиться в пределах 0,08 0,20 мм. Предлагаемые резьбовые соединения могут быть выполнены и с шагом резьбы три нитки на дюйм. Необходимо избегать снижения плотности смещенных ниток резьбы, чтобы они могли вь4держивать напряжения резьбового соединения. Смещение резьбовой канавки не только не уменьшает плотности смещенной нитки (ниток) резьбы, но наоборот, повьоцает плотность первой нитки резьбы. Если смещение имеет место в отношении двух - трех ниток резьбы, только первая нитка резьбы имеет повышенную плотность. Следующие нитки резьбы сохраняют нормальную плотность. На штуцере в зоне В можно образовать кольцевую зону, охватывающую несколько ниток резьбы, образующая которой параллельна образующей гнезда. В этом случае наклон штуцера имеет три последовательных величины. Но в любом случае зона В должна быть полностью заключена между десятой частью и четвертью высоты свинченного участка резьбы (измеряют от основания гнезда). Модификация наклона и зоны упора, могут быть также реализованы на гнездах электрода, и тогда штуцер сохраняет свой наклон и свою резьбу без смещения. Можно также предусмотреть распределение между штуцером и гнездами резьбы модификации наклона и смещения ниток резьбы в зоне упора. Если модификации наклона связаны с обработкой резьбовых гнезд, наклон зоны, которая проходит от плоскости соединения в направлении основания гнёзда, должен быть более крутым, чем средний наклон штуцера, и наоборот, наклон зоны, которая проходит от основания гнёзда в направлении к плоскости соединения, должен быть более крутой, чем средний наклон. Модификации наклона, которые позволяют варьировать заэор, могут также
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Воскобойников В.Г | |||
| и др | |||
| Общая металлургия | |||
| М., Металлургиздат, 1973, с | |||
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПОДАЧИ УГЛЯ В ТЕНДЕР ПАРОВОЗА | 1920 |
|
SU293A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Синхронный тахогенератор | 1984 |
|
SU1241362A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Автоматический сцепной прибор американского типа | 1925 |
|
SU1959A1 |
