Изобретение относится к обработке металлов давлением, в частности к конструкциям гидравлических прессов. Известна станина пресса, содержащая ригели и расположенные между ними цилиндрические стойки, а также охватывающую ригели скрепляющую обмотку из высокопрочной проволоки или ленты, при этом стойки выполнены в виде колонн с винтовой нарезкой и гладкой цилиндрической направляющей на концах, входящих в цилиндрические отверстия в нижней траверсе и снабженные опорными гайками 1. Недостатком данной станины является ее высокая стоимость, обусловленная значительной трудоемкостью монтажных и демонтажных работ, а также невозможность вследствие этого создать быстроразборную конструкцию станины. Цель изобретения - уменьшение трудоемкости при монтаже и демонтаже. Поставленная цель достигается тем, что в станине пресса, содержащей два полукруглых ригеля с отверстиями, при этом по крайней мере в одном из ригелей отверстия глухие, установленные в отверстиях цилиндрические стойки, у каждой из которых на одном конце резьба, и охватывающую ригели скрепляющую обмотку, во втором из упомянутых ригелей отверстия выполнены сквозными резьбовыми и с ними сочленены резьбовые концы стоек, при этом диаметр гладкой части каждой стойки меньше внутреннего диаметра ее резьбовой части. На чертеже показана станина, общий вид. Станина состоит из верхнего ригеля 1 со сквозными резьбовыми отверстиями 2, нижнего ригеля 3 с глухими отверстиями 4, стоек 5, скрепляющей обмотки 6 и гаек 7. Обмотка 6 образована, например, стальным канатом (крепление концов каната на чертеже не показано, поскольку оно осуществлено одним из известных способов). На стойках 5 со стороны верхних торцов выполнена резьба диаметром D-i, большим диаметра DI центральной части стоек 5, причем данная резьба стоек ввинчена в резьбовые отверстия 2 верхнего ригеля. Выполнение резьбы на стойках диаметром DI большим диаметра Dj центральной части стоек 5 позволяет установить стойки 5 в резьбовые отверстия 2 ригеля 1 как до, так и после навивки обмотки, что упрощает изготовление станины. В последнем случае в резьбовые отверстия ригеля 1 вворачиваются временные стойки. Необходимость сборки станины сначала с временными стойками обусловлена значительным вытягиванием каната при создании на него расчетного усилия. Если навивка каната на ригели осуществлена при отсутствии основных стоек между ригелями, но при наличии гидроцилиндра и траверсы между ригелями, то предварительное натяжение каната осуществляется за счет создания давления в гидроцилиндре и только после этого вворачиваются в резьбовые отверстия ригеля 1 основные стойки 5 (производится поочередная замена временных стоек на основные стойки). Станина используется в гидравлических прессах для литья металлов с кристаллизацией под давлением для прессования изделий из пластмасс. Экономический эффект от внедрения изобретения обеспечивается за счет уменьшения трудоемкости при монтаже и демонтаже.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станина | 1980 |
|
SU986803A1 |
| Линейная опора горной переносной канатной дороги | 1986 |
|
SU1404625A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2012 |
|
RU2474671C1 |
| ПОДИУМ-КОНТЕЙНЕР САЛДАЕВЫХ | 1993 |
|
RU2094346C1 |
| СИЛОВОЙ МОДУЛЬ АВТОКЛАВА | 2000 |
|
RU2166409C1 |
| МЕЖЭТАЖНЫЙ СОЕДИНИТЕЛЬНЫЙ ЭЛЕМЕНТ ДЛЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2023 |
|
RU2820372C1 |
| Устройство для наведения стволовой задвижки под струей | 2021 |
|
RU2770850C1 |
| ПОЛЗУН КРИВОШИПНОГО ПРЕССА | 2001 |
|
RU2210505C2 |
| Соединение деталей | 1990 |
|
SU1774084A1 |
| НАБОР ДЛЯ СОЗДАНИЯ СБОРНО-РАЗБОРНОЙ ЯЩИКООБРАЗНОЙ КОНСТРУКЦИИ | 2014 |
|
RU2576529C1 |
СТАНИНА ПРЕССА, содержащая два полукруглых ригеля с отверстиями, при этом по крайней мере в одном нз ригелей отверстия глухие, установленные в отверстиях цилиндрические стойки, у каждой из которых на одном конце резьба, и охватывающую ригели скрепляющую обмотку, отличающаяся тем, что, с целью уменьшения трудоемкости при монтаже, во втором из упомянутых ригелей отверстия выполнены сквозными резьбовыми и с ними сочленены резьбовые концы стоек, при этом диаметр гладкой части каждой стойки меньше внутреннего диаметра ее резьбовой части. (Л сд ОО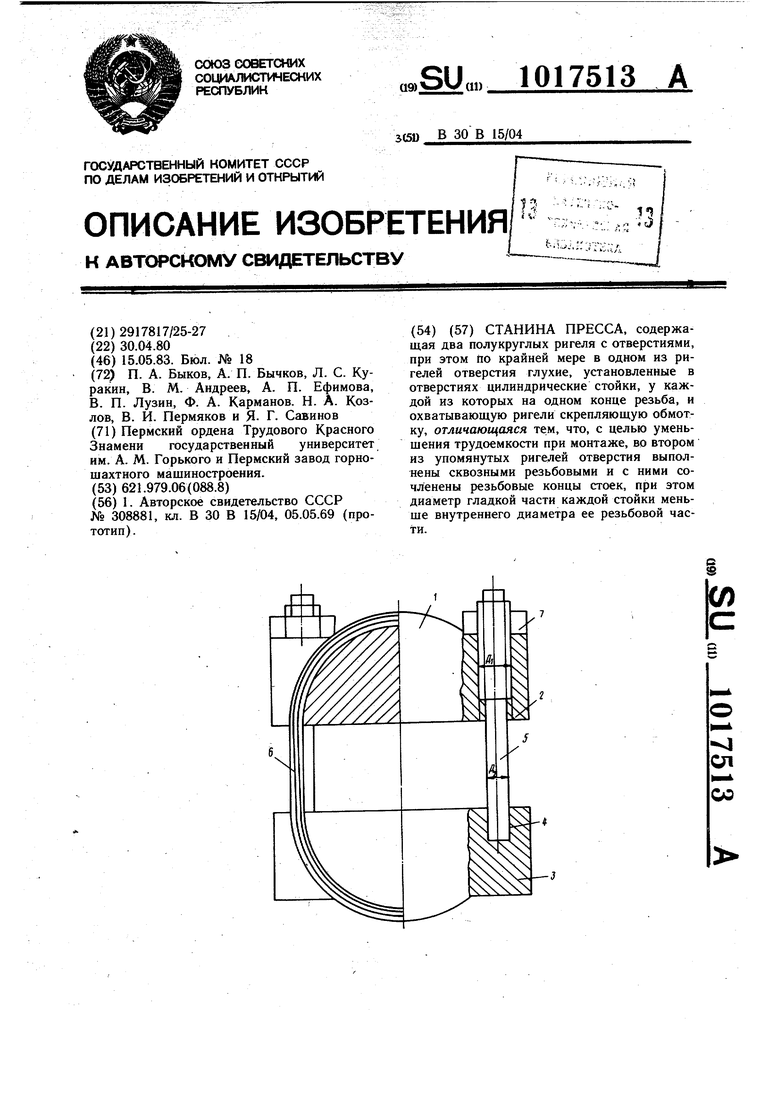
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 0 |
|
SU308881A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
