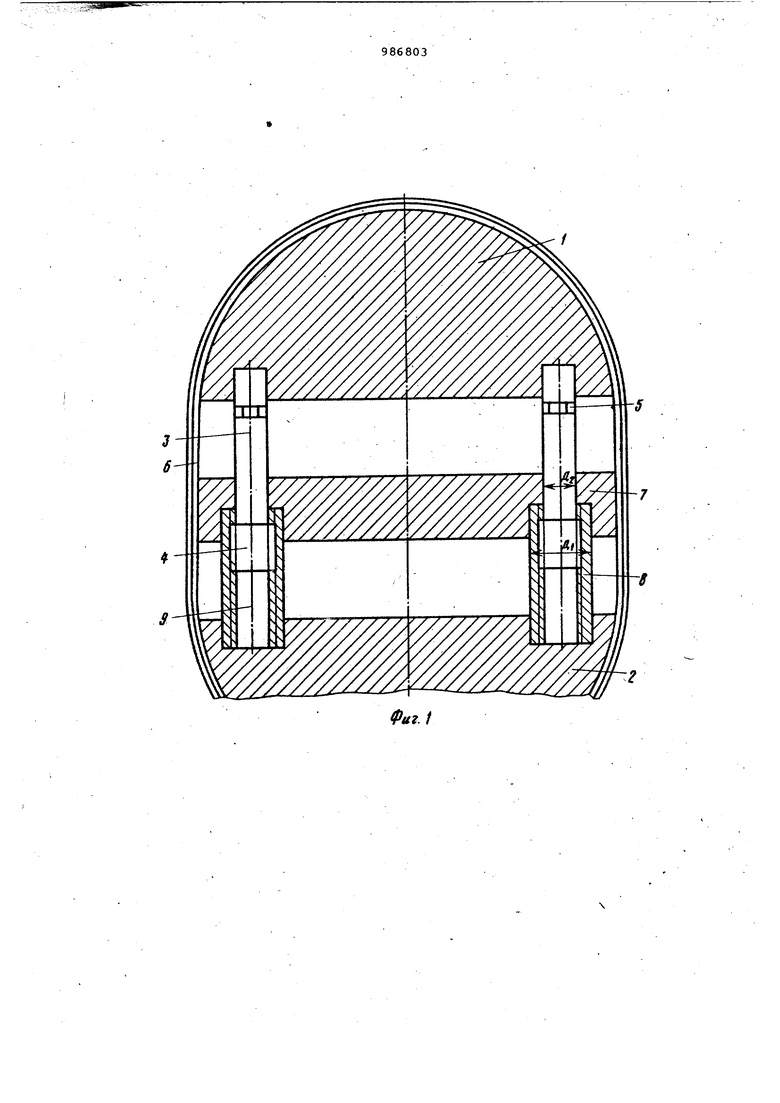
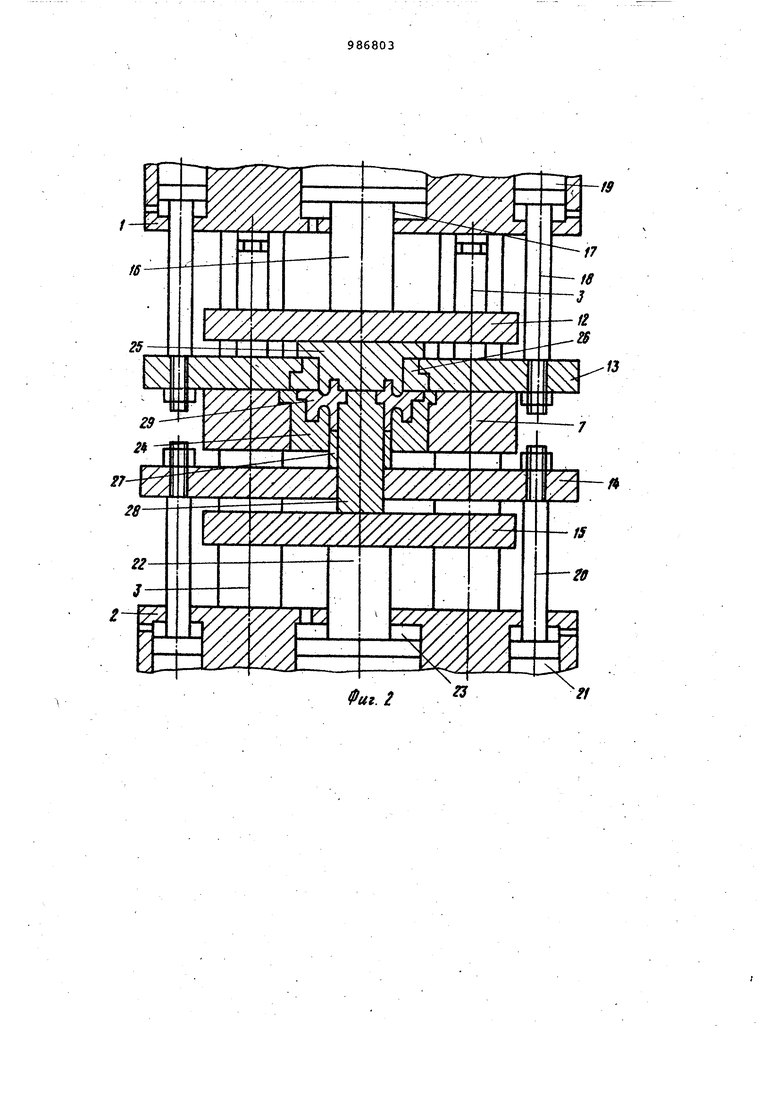
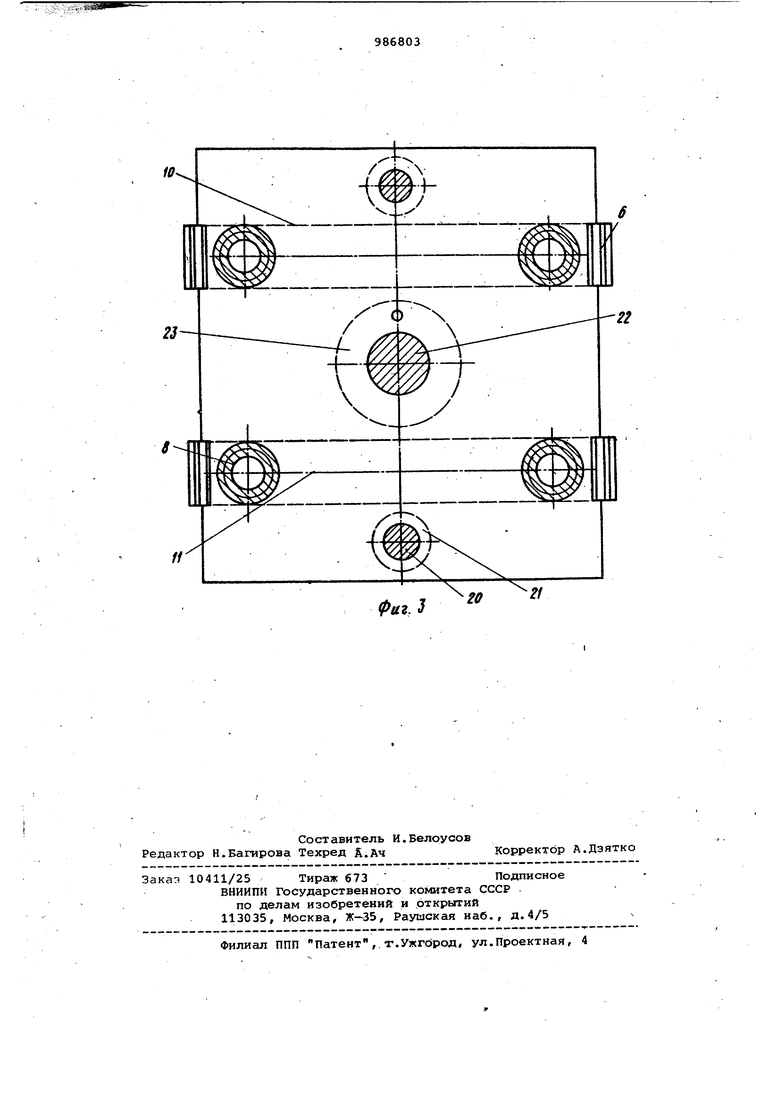
выполнены ступенчатые отверстия с большим отверстием Д и менычим отверстием flj. Через ступенчатые отверстия поперечины7 пропущены стойки 3 с резьбовьтми частями 4, при этом резьбовые части 4 основных стоек ввинчены в резьбовые отверстия 9 дополнительных стоек 8. В пространстве/ между ригелем 2 и поперечиной 7 установлены четыре дополнительные стойки 8 со сквозными резьбовыми отверстиями (фиг.З).- Обмотка станины выполнена в виде двух обечаек, проходяь-;их через параллельные плоскости 10 и 11 (на фиг.З плоскости 10 и 11 показаны пунктирными линиями), образованные двумя парами стоек 3 и 8. Фиксирование стоек 3 в стойках 8 может быть осуществлено с помощью болтов, ввинченных в радиальные отверстия стоек 8 (болтгл и радиальные резьбовые отверстия в стойках 8 не показаны), В пространстве между верхним ригелем 1 и .поперечиной 7 смонтированы две подвижные траверсы 12 и 13 (фиг.2), а впространстве между поперечиной 7 и нижним ригелем 2 - две подвижные траверсы 14 и 15/ Траверса 12 соединена с -плунжером 16 гидроцилиндра 17, траверса 13 - с плунжерами 18 гидроцилиндров 19, траверса 14 - с плунжерами 20 гидроцилйндров 21 и траверса 15 - с плунжером 22.гидроцилиндра 23. В поперечине 7 уста новлена матрица 24, к верхней траверсе 12. закреплен верхний пуансон 25, в траверсе 13 установлен съемник 26, на траверсе 14 закреплен нижний наружный пуансон 27, а на траверсе 15 - нижний внутренний пуансон 28. В полости пресс-формы пот казана прессованная отливка 29.
Примером использования предлагавмой станины может быть гидравлический пресс для получения отливок литьем с кристаллизацией под давлением (например, колеса вагонетки со ступенчатым: отверстием, имеющим минимальный диаметр в средней части отверстия коле са).
При получение из расплава колеса вагонетки гидравлический пресс с предлагаемой станиной работает следующим образом.
После сборки пресс-формы пуансон 27 опускают в нижнее положение, пресс-форг1у нагревают, ее внутреннюю полость покрывают теплоизоляционной . краской и в полость пресс-формы (образованную матрицей 24 и пуансонами 27 и 28) заливают расплавленный металл (например, сталь). На верхний торец поперечины 7 опускают траверсу 13, при этом съемник 26 опускается на матрицу 24 (заливку металла можно проводить после опускания съемника 26), при этом необходимо предотвратить заливку металла выше верхнего торца пуансона 28). Опускают траве су 12 до соприкосновения пуансона 25 с пуансоном 28, а затем, увеличив давление сверху на пуансон 25, опускают пуансоны 25 и 28 до соприкосновения бурта пуансона 25 с верхним торцом съемника 26. Затем поднимают вверх траверсу 14 и с помощью пуансона 27 производят формообразование отливки 29 и на кристаллизующийся металл подают необходимое избыточное давление. После кристаллизации металла под давлением поднимают пуансо 25 и опускают съемник 26 и пуансон 27. При поднятии пуансона 27 происходит извлечение отливки 29из матрицы 24.
При работе данного пресса усилие, развиваемое верхним плунжером 16, уравновешивается усилием, развиваемы нижним плунжером 22, а усилие, развиваемое верхними плунжерами 18, уравновешивается усилиями, развиваемыми нижними плунжерами 20. Следовательно В данном прессе поперечина 7 не нагружается максимальным усилием, возникающим в обмотке станины.
Таким образом, эта станина позволяет расширить технологические возможности пресса путем расширения номенклатуры изготовляемых деталей. Монтаж (по две основных и по две дополнительных) стоек диагонально в пространствах между поперечиной и .каждым ригелем (верхним и нижним) позволяет обходиться без дополнительных средств для фиксирования nonepe-i чины между ригелями, что приводит к снижению стоимости станины.
Формула изобретения
Станина преимущественно гидравлического пресса, содержащая верхний и нижний ригели, цилиндрические стойки с резьбовыми отверстиями и скрепляющую обмотку, отличаю:щ а я с я тем, что, с целью расширения технологических возможностей « пресса, станина снабжена дополнительными стойками со сквозным резьбовым отверстием и поперечиной, размещенной между ригелями, при этом в поперечине выполнены ступенчатые отверстия, че.рез которые пропущены стойки с резьбовыми частями, а резьбовые части стоек ввинчены в резьбовые отверстия
до пол нитель ных ст ое к.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 308881, кл. В 30 В 15/04, 1969 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлический пресс | 1977 |
|
SU684823A1 |
| Гидравлический пресс для штамповки жидкого металла | 1977 |
|
SU623644A1 |
| Станина пресса | 1980 |
|
SU1017513A1 |
| КОМПЛЕКС ДЛЯ ЛИТЬЯ МЕТАЛЛОВ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1988 |
|
RU2033308C1 |
| ПРЕСС ДЛЯ СПРЕССОВЫВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2012 |
|
RU2501629C1 |
| ГИДРАВЛИЧЕСКИЙ ЭТАЖНЫЙ ПРЕСС | 2005 |
|
RU2294838C2 |
| Установка для литья металлов с подачей и кристаллизацией под давлением | 1988 |
|
SU1719153A1 |
| Пресс-форма для штамповки из жидкого металла | 1981 |
|
SU996088A1 |
| Модульная установка прессования | 2023 |
|
RU2817195C1 |
| Гидравлический многоэтажный пресс с механизмом подъема и способ прессования с гидравлической схемой его реализации | 2017 |
|
RU2681591C2 |