Предметом изобретения является автомат для нанесения на изделия металлических покрытий электрохимическим способом.
Процесс обработки изделий в существующих автоматах протекает в ваннах, установленных в последовательном порядке в соответствии с технологическими операциями.
Навешивание деталей на подвески и съем их осуществляется вручную. Передвижение деталей и перенесение их из одной ванны в другую происходит автоматически.
Обработка изделий производится в нескольких ваннах, расположенных подковообразно по обе стороны оси автомата.
Отличительной особенностью предлагаемого автомата является расположение ценного механизма на подъемной раме и применение гидравлических поршневых механизмов для горизонтального и вертикального перемещения обрабатываемых изделий.
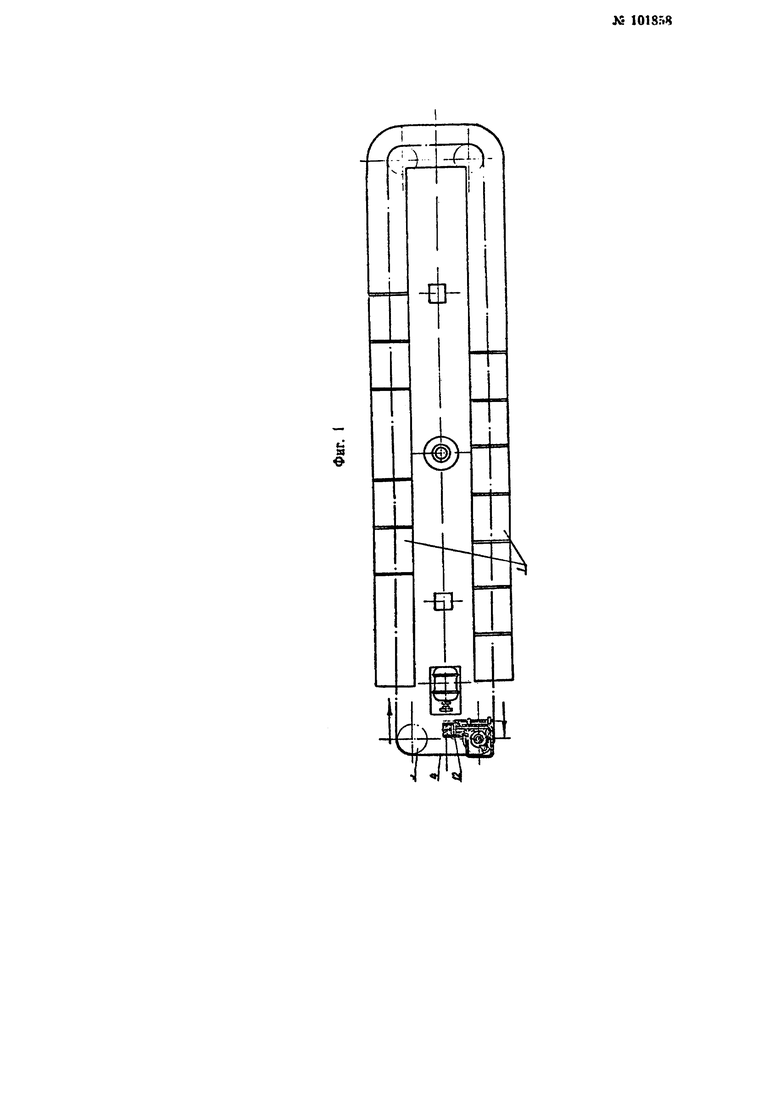
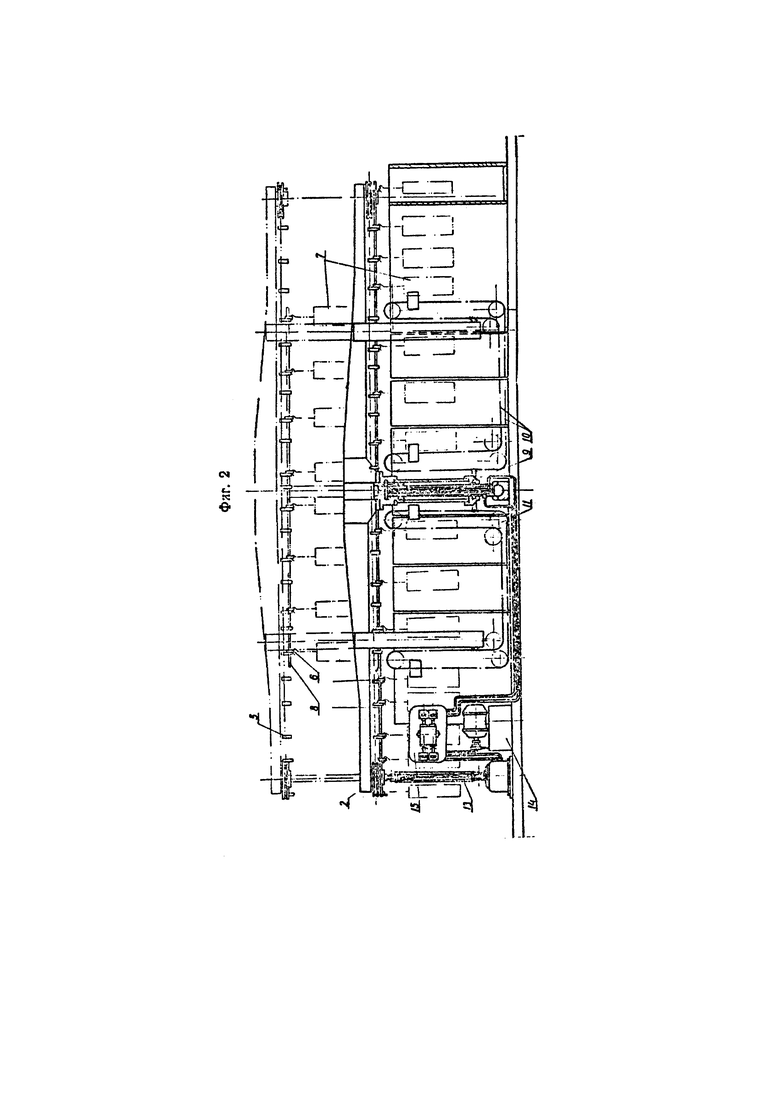
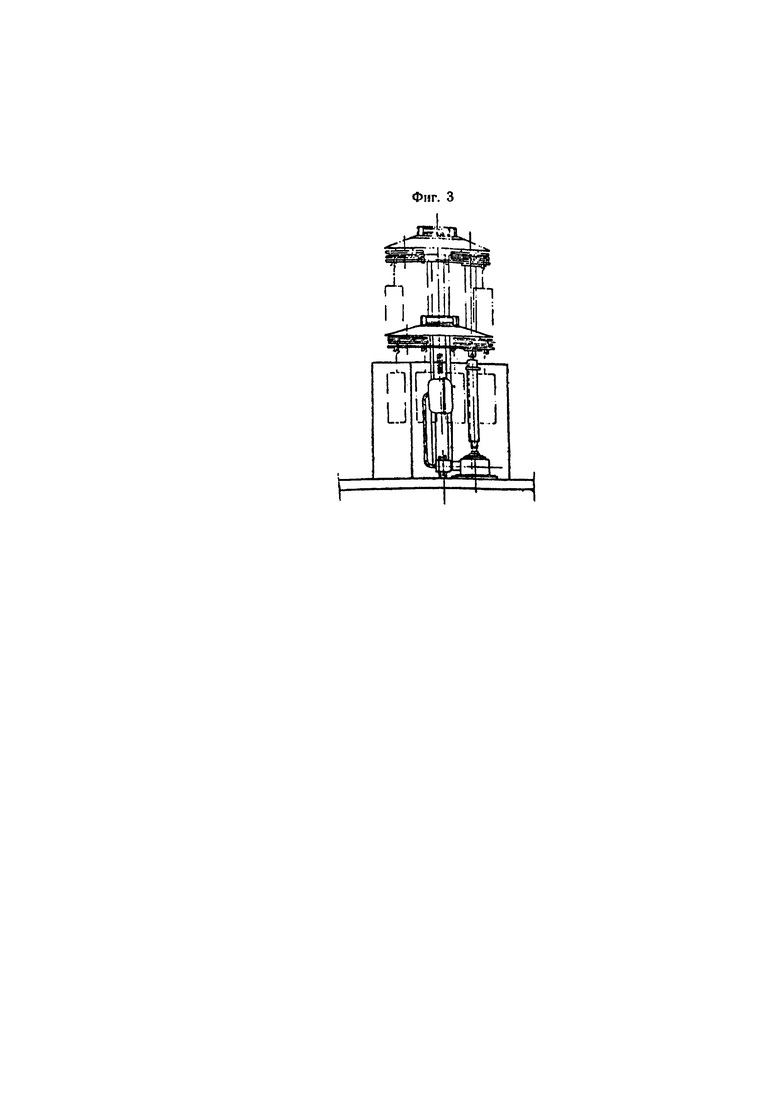
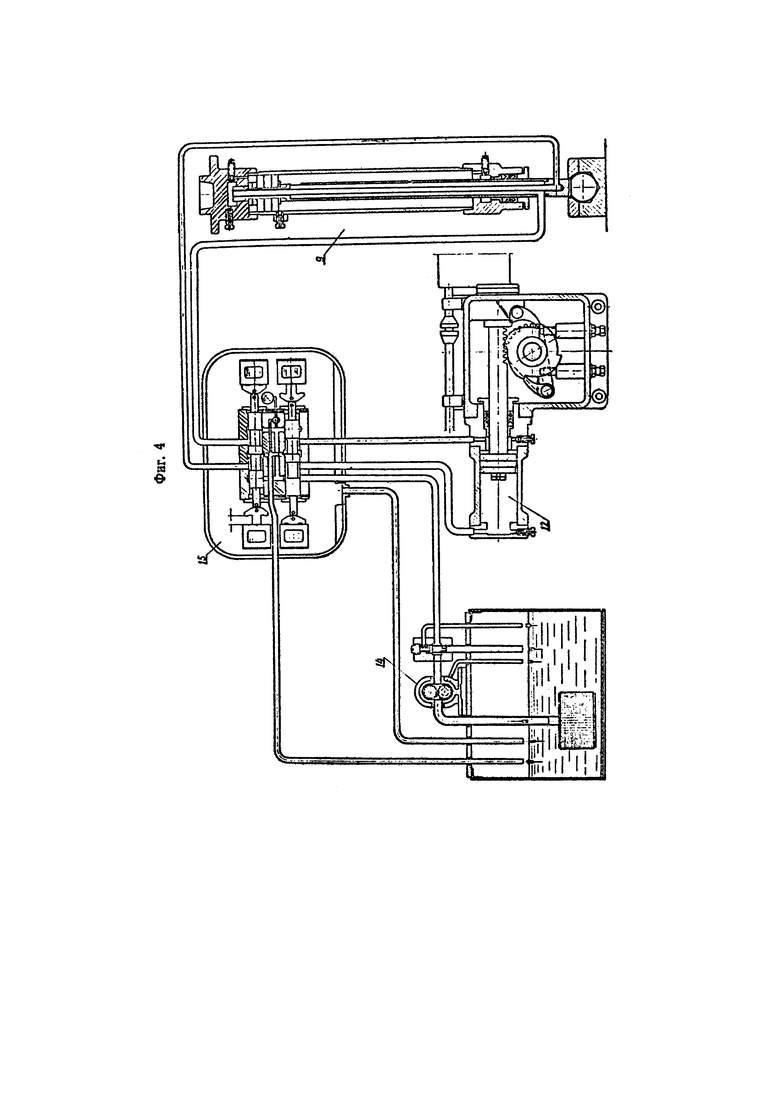
На фиг. 1 изображен общий вид автомата: фиг. 2 - вид его в плане: фиг. 3 - вид его сбоку; на фиг. 4 - схема гидравлической системы автомата.
Для передвижения подвесок над ваннами (1) на специальной раме (2) установлены звездочки (3) и приводная замкнутая цепь (4), имеющая ползунки-толкатели (5). Одна из звездочек является приводной, а две- натяжными.
При движении цепи толкатели упираются в крючки (6) подвесок (7), подвешенных на кольцеобразной разъемной направляющей штанге (8), служащей одновременно катодом, и передвигают подвески с изделиями; при этом крючки скользят по штанге, контактируя с ней.
Приводная звездочка, насаженная на телескопический вал, позволяет осуществлять движение цепи при поднятой и спущенной раме посредством установленного привода.
Рама с укрепленными на ней звездочками, цепью и частями штанг, расположенными над стыками ванн, в соответствии с процессом работы может подниматься в верхнее положение или опускаться в нижнее.
Опускание рамы производится посредством масляного цилиндра (9), связанного с системой стальных тросов (10), огибающих блоки (11).
Передача подвесок из ванны в ванну осуществляется при поднятом положении рамы, а передвижение их внутри ванны осуществляется при опущенном положении рамы. При подъеме рамы перемещение на один шаг подвесок с изделиями происходят таким образом, что при последующем опускании рамы изделия, находившиеся у края одной ванны, переходят в другую ванну.
При опускании рамы отрезки штанг, укрепленные на ней, и отрезки штанг, укрепленные на ваннах, выравниваются в одну линию, а толкатели перемещаются еще на один шаг вместе с подвесками, находящимися в ванне.
Поворот приводной звездочки для проталкивания подвесок производится посредством другого масляного цилиндра (12), поворачивающего при помощи штока на необходимый угол зубчатый сектор, воздействующий на храповик, который через вертикальный телескопический вал (13) и два шаровых шарнира связан с приводной звездочкой.
В масляные цилиндры механизмов подъема, опускания и поворота приводной звездочки нагнетается масло под давлением от шестеренчатого насоса (14).
Управление цилиндрами осуществляется блоком из двух золотников с четырьмя электромагнитами (15).
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ | 1956 |
|
SU110058A1 |
| Устройство для перемещения изделий через ванны | 1982 |
|
SU1006347A1 |
| АВТОМАТ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ДЕТАЛИ ШВЕЙНЫХ ИЗДЕЛИЙ | 1970 |
|
SU269082A1 |
| Установка для нанесения покрытий на изделия | 1976 |
|
SU698521A3 |
| ИНВАЛИДНАЯ ШАГАЮЩАЯ КРЕСЛО-КОЛЯСКА | 2010 |
|
RU2434622C1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU392156A1 |
| Устройство для химико-технологической обработки деталей в контейнере | 1976 |
|
SU654695A1 |
| УЛЬТРАЗВУКОВАЯ УСТАНОВКА | 1972 |
|
SU347371A1 |
| Линия для производства строительного кирпича | 1990 |
|
SU1768398A1 |
| Устройство для нанесения покрытийНА ВНуТРЕННюю пОВЕРХНОСТь издЕлий | 1979 |
|
SU793658A1 |
1. Автомат для электролитической и химической обработки металлических изделий, периодически перемещающихся на подвесках с помощью цепного механизма, отличающийся тем, что, в целях упрощения конструкции и уменьшения времени на перекидку деталей из ванны в ванну, цепной механизм смонтирован на подъемной раме.
2. Форма выполнения по п. 1, отличающаяся тем, что для подъема и опускания рамы применен гидравлический привод.
3. Форма выполнения по п. 1, отличающаяся тем, что для продольного перемещения цепного механизма применен второй гидравлический цилиндр с храповым механизмом и телескопическим валом, обеспечивающим его соединение с приводной цепной звездочкой при поднятой раме.
4. Форма выполнения по пп. 2 и 3, отличающаяся тем, что для управления работой гидравлических цилиндров применены электромагнитные золотники.
