Известны автоматы для гальванического покрытия деталей, снабженные транспортирующими цепями с подвесками для перемещения изделий и подъемной рамой для переброски деталей из ванны в ванну.
Особенностью описываемого автомата является то, что, с целью получения при сложной конфигурации покрываемых мелких и крупногабаритных деталей равномерного по толщине гальванического покрытия, применены, кроме продольных, еще и поперечные аноды, выполненные с возможностью их подъема для обеспечения свободного прохождения подвесок с покрываемыми деталями вдоль ванн. Таким образом, покрываемые детали в электролите заключены в аноды с четырех сторон.
Указанная конструкция автомата гальванического покрытия более производительна, проста в наладке и позволяет более качественно покрывать детали сложной конфигурации.
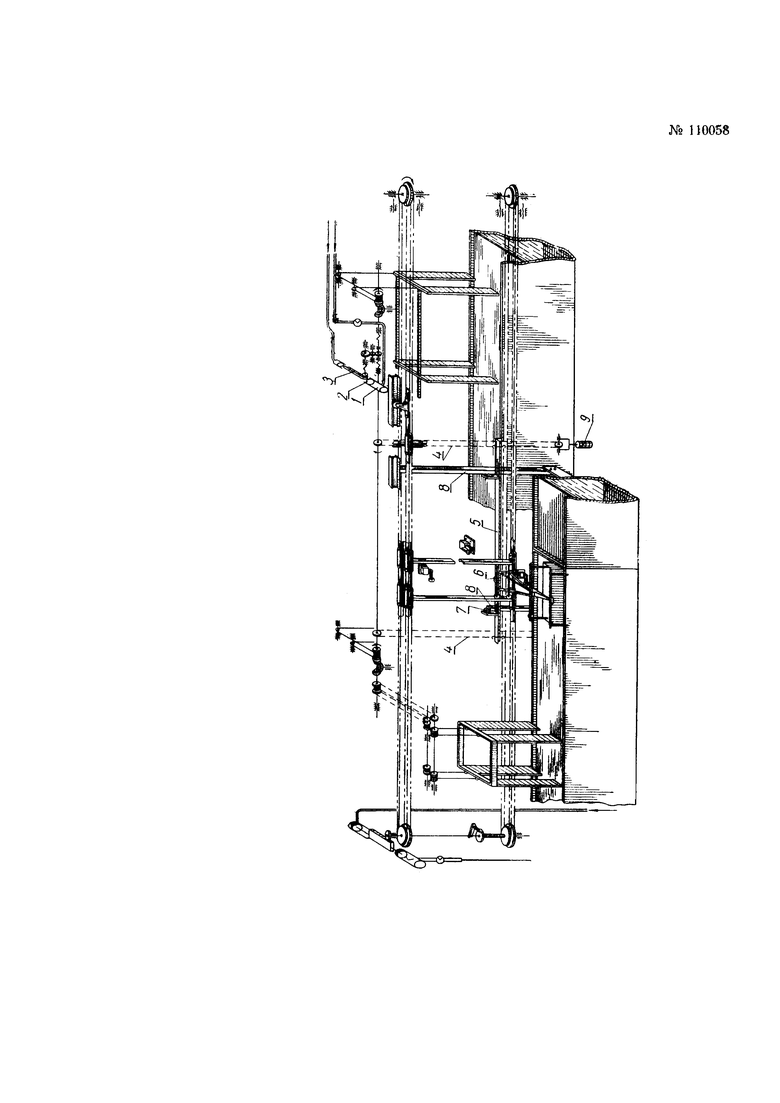
На чертеже представлена схема предлагаемого автомата.
На стальную сварную раму автомата установлены стойки, несущие нагрузку. В верхней части стойки скреплены продольными балками, на которых крепятся подшипники трансмиссионного вала. На этой же сварной раме устанавливаются ванны в виде вытянутой подковы. Между двумя рядами ванн на подставках установлены насосная станция и механическое реле времени. Механизмы вертикального и горизонтального периодического перемещения подвесок смонтированы на балках, прикрепленных к стойкам, и приводятся в действие пусковой кнопкой, включающей электродвигатель, который, переключая реверсивный золотник на положение нагнетания масла насосом в полость цилиндра 1 и создавая давление на поршень 2, перемещает его и рейку 3, которая вращает трансмиссионный вал с укрепленными на нем звездочками и шестернями, приводящими в движение реверсивный механизм подъема анодов. Звездочки, вращаясь, перемещают две ветви цепи 4, к которым прикреплен своими концами рельс 5. При ходе вверх рельс зацепляет ролики подъемных тележек 6 и вынимает все подвески из однопозиционных ванн, а механизм горизонтального перемещения передвигает эти тележки с подвесками вдоль автомата по рельсу на один шаг. Подъемные рельсы имеют две пары катков 7, передвигающихся в жестких направляющих 8. Натяжение цепей подъемника подвесок осуществляется натяжным блоком 9. Подъемный рельс установлен только против однопозиционных ванн и двух крайних позиций каждой из многопозиционных ванн, причем имеет копирные устройства, позволяющие либо только опускать, либо только вынимать очередную тележку в зависимости от того, у какого конца многопозиционной ванны этот механизм установлен.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гальваническая ванна-полуавтомат с витковым устройством для перемещения покрываемых изделий и анодов | 1949 |
|
SU88605A1 |
| Линия для электролитической обработки металлических поверхностей | 1981 |
|
SU1129271A1 |
| Автооператор для линий нанесения гальванических покрытий | 1980 |
|
SU948810A1 |
| Кареточная гальваническая линия | 1979 |
|
SU840215A1 |
| АВТОМАТ ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОЙ И ХИМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1949 |
|
SU101858A1 |
| ПДТЕНТНО-ТЕХНННККйБ. В. Антонов, В. М. Александров, А. Ф. Меркулов и А. В. Мещеряков | 1971 |
|
SU304316A1 |
| Автоматическая линия для гальванической обработки изделий | 1983 |
|
SU1096310A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ИЗДЕЛИЯ | 1993 |
|
RU2048211C1 |
| Автооператор для гальванических линий | 1980 |
|
SU908716A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ МАТЕРИАЛА ОКУНАНИЕМ И СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МАТЕРИАЛА | 1998 |
|
RU2196717C2 |
Автомат для гальванического покрытия металлических деталей, периодически перемещающихся на подвесках с помощью цепного механизма между анодами, расположенными вдоль ванн, с применением для переноса деталей из одной ванны в другую подъемной рамы, отличающийся тем, что, с целью обеспечения равномерного покрытия деталей сложной конфигурации, применены дополнительные поперечные аноды, выполненные с возможностью подъема для свободного перемещения подвесок с деталями вдоль ванн.
