(54) УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ИЗДЕЛИЯ
дачи штанг с последнего на разгрузочное устройство и транспортным средством для перемещения свободных штанг от разгруз.очного устройства к загрузочному, причем разгрузочное и загрузочное устройства выполнены в виде поворотных рам, смонтированных с возможностью их установки в горизонтальное и вертикальное положения.
Средство транспортирования штанг с изделиями над .ваннами выполнено в виде отдельных последовательно установленных горизонтальных конвейеров, а подъемно-опускные средства выполнены в виде установленной на направляющей раме с возможностью вертикального перемещения подвижной с, по меньшей мере, одним горизонтальным приводным конвейером. При этом подъемно-опускное средство для подачи несущей штанги с изделиями на средство транспортирования штанг над ваннами снабжено дополнительной, установленной на указанной подвижной раме, рамой с горизонтальным конвейером. Каждое подъемноопускное средство снабжено закрепленной на неподвижной раме приводной звездочкой с цепью, на одном конце которой закреплен груз, а на другом- нижняя подвижная рама подъемно-опуск ного средства.
Поворотные рамы выполнены с пазаt-fUi на одном конце для установки штанги. Транспортное средство для перемещения свободных штанг от раз1рузочного устройства к загрузочному выполнено в виде цепных конвейеров, каждый .из которых снабжен приводом.
-Кроме того, установка снабжена ограждающим кожухом, установленным над промывочной ванной, ванной с покрывающим материалом и сушильными камерами, причем в нижней части ограждающего кожуха смонтированы транспортные средства для передачи штанги с изделиями с одного средства для опускания штанги на другое.
Несущая штанга выполнена в виде балки с подвесками, на каждой из которых закреплена пластина с вырезом в котором установлен ролик для захвата изделия, закрепленный на подпружиненном рычаге.
На балке закреплен электропроводящий элемент, соединенный с подвеской, которая выполнена из электропроводного материала.
Поворотные рамы разгрузочного и загрузочного устройств снабжены транспортными средствами для установки и снятия изделий со штанг. Установка снабжена приемным транспортным средством для подачи изделий на транспортное средство загрузочной рамы. .
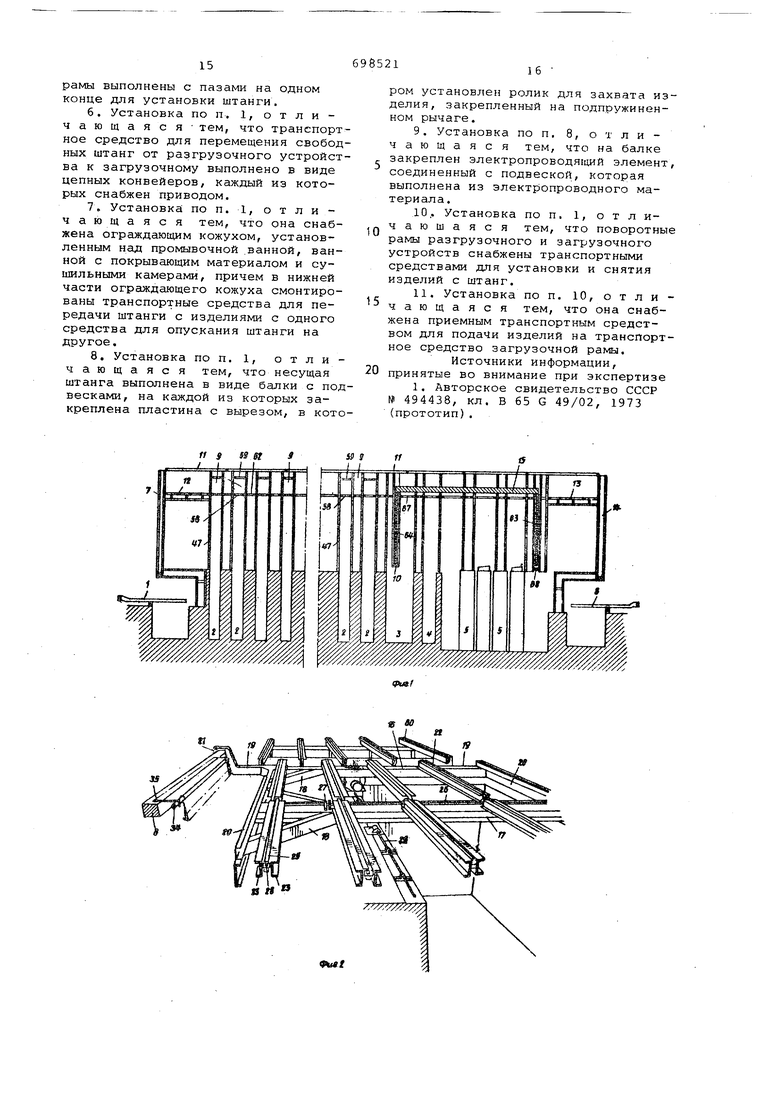
На фиг. 1 показан общий вид установки (вертикальный разрез); на
фиг. 2 - часть установки с загрузочным устройством; на фиг. 3 - загрузочное устройство в увеличенном масштабе; на фиг. 4 - подвеска для изделия; на фиг. 5 - участок подвески с роликом для захвата изделия; на фиг. б - загрузочное устройство в частично поднятом положении;на фиг.7средство транспортирования штанг над ваннами; на фиг. 8 - вид А-А на фиг. 7; на фиг. .9 - подъемно-опускно средство; на фиг. 10 - вид Е-Е на фиг. 9; на фиг. 11 - схематичное изображение подъемно-опускного средства с грузом; на фиг. 12 - участок ограждающего кожуха над промывочной ванной с несущей штангой и ванной с покрывающим материалом; на фиг.,13 - участок ограждающего кожуха с выведенной из него штангой; на фиг. 14 - разгрузочное устройство; на фиг. 15 транспортное средство для перемещения свободной штанги от разгрузочного устройства к загрузочному; на фиг. 16-19 - диаграммы, показывающие зависимость толщины покрытия от скорости подъема изделия (кривая 1 - согласно изобретению, 2 - по известному способу).
Установка содержит.загрузочное устройство 1 в виде поворотной рамы, ванны предварительной обработки 2 (обезжиривания, промывки, нейтрализации, электролиза, дальнейшей промывки, анодирования), промывочную ванну 3, ванны 4 с покрывающим:материалом, сушильные камеры 5, разгрузочное устройство б в виде поворотной рамы, средство 7 для подъема штанги 8 с изделиями с загрузочного устройства, подъемно-опускные средства 9, транспортер 10 для приема несущей штанги с последнего по ходу технологического процесса средства 9 возвратный транспортер 11 для перемещения свободной штанги от разгрузочного Устройства 6 к загрузочному 1, продольные транспортеры 12, 13, средство 14 опускания штанги с изделием на разгрузочное устройство б и передачи свободной штанги на возвратный транспортер 11. Кроме того, установка содержит ограждающий кожух 15, установленный над промывочной ванной 3, ванной 4 с покрывающим материалом и сушильными камерами 5.
На фиг. 2 и 3 более подробно показано загрузочное устройство.
Загрузочное устройство имеет прямоугольный главный каркас 1.6 из прокатных деталей, продольную центральную балку 17 и усилительные детали 18. Каркас 16 имеет продольные.элементы 19, один конец каждого из которых выступает за поперечный элемен 20. На выступающем конце продольного элемента 19 имеется открытый паз 21, в который входит штанга 8 с подвешейными к ней изделиями, подлежащим обработке. Между продольным элементом 19 и центральной балкой 17 находятся расположенные в поперечном направлении ленточные конвейеры 22, каждый из которых содержит два швеллера 23, расположенных один против другого и поддерживающие шкивы 24 н противоположных концах конвейера, и бесконечную ленту 25, проходящую меду швеллерами и вокруг шкивов 24, Один из шкивов 24 имеет вал 26, на одном конце которого закреплен этот шкив, а другой конец которого связа с двигателем 27, так что лента 25 приводится в движение этим двигателем. Для поддерживания ленты 25 применяют соответствующее количество роликов 28, расположенных под лентой. Загрузочное устройство выполнено в виде рамы, смонтированной с возможностью поворота на опоре, расположенной около оси продольного элемента 19, а для ее поворота из горизонтального положения в вертикальное, в котором концы продольного элемента 19, имеющие пазы 21, направлены вверх, имеется устройство, которое включает в себя приводной вал 29, один конец которого связан с двигателем (на чертеже не показан а другой - с редуктором, шестерня 30 которого находится в зацеплении с шестерней 31, закрепленной к кронштейну 32, прикрепленному к продольному элементу 19. Таким образом, при вращении приводного вала в любую сторону рама поворачивается вокруг своей оси из горизонтального положения в вертикальное и наоборот. В фундаменте установки имеется выемка, в которую заходит нижняя часть рамы, когда она находится в вертикальном положении, а ось поворота рамы расположена у края выемки.
Как лучше всего видно из фиг, 4, несущая штанга 8 для подвешивания удлиненных изделий состоит из балки 33 преимущественно прямоугольного поперечного сечения, выполненной из непроводящего электричество материала, и из проводящего электричество прутка 34 круглого поперечного сечения, расположенного на некотором удалении от балки 33 и связанного с ней соединительными элементами 35. Пруток 34 соединен с электропроводными пластинами 36, смонтированными на торцах башки 33, как показано на фиг. 6.
На прутке 34 (см. фиг. 4, 5 и 6) размещено соответствующее количество подвесок для подвешивания изделий 37. Подвеска имеет элемент 38, один конец которого связан с прутком 34, а на другом конце которого закреплена пластина 39. В пластине 39 выполнен вырез 40 и на ней с возможностью поворота смонтирован рычаг 41. На рычаге 41 смонтирован ролик 42, размещенный в вырезе 40, а пружина 43 связана с рычагом 41 таким образом, что заставляет ролик 42 смещаться в направлении горловины выреза 40. Вырез 40 имеет такую форму, что прямая часть 44 его параллельна низу 45 пластины 39, а скошенная часть 46 начинае- ся от горловины. Размер горловины несколько меньше
10 диаметра ролика 42, так что ролик не может выйти из горловины. При загрузке изделия рычаг 41 сдвигает ролик вдоль скошенной поверхности 46 и между роликом 42 и прямой частью 44 об15разуется свободное пространство. После этого один конец изделия вставляется в вырез, а рычаг 41 опускают. Следовательно изделие зажимается между роликом 42 и прямой частью (плос0костью) 44 при помощи силы трения. Когда изделие подвешено вертикально, вес его и сила трения между изделием и роликом 42 заставляет ролик 42 двигаться в направлении горловины выре5за 40, что увеличивает усилие зажима. Элементы 38 и пластина 39, а также ролик 42 выполнены из электропроводного материала. Предпочтительно элемент 38 выполняют из меди, а пласти0ну 39 и ролик 42 - из медного сплава, такого как медно-титановый или меднобериллиевый сплав.
Средства 7 служат для приема штан-, ги 8 от поворотной рамы, когда она
5 находится в вертикальном положении, и подачи его наверх. Кроме того, средство также служит для приема свободной штанги 8 от возвратного транспортера 11 и подачи ее вниз в паз 21 продольного элемента 19. Средства 7
0 содержат вертикальную направляющую раму 47 и подвижную раму 48 с роликами 49 для обеспечения скользящего движения вертикально вверх по раме 47. Подвижная рама 48 имеет конвейер
5 5-0 и двигатель 51 дли него. Для обеспечения вертикального перемещения рамы 48 служит двигатель 52, смонтированный на раме 47 в верхней части ее для привода звездочки 53 через ре0дуктор 54 и цепи 55, взаимодействующей со звездочкой; один конец цепи закреплен на раме 48, а на другом подвешен груз 56. Таким образом, при любом направлении вращения двигате5ля 52 звездочка 53 вращается так, что цепь 55 и, следовательно, подвижная рама 48 движется вертикально вверх или вниз. Поворотная рама с загруженной несущей штангой 8 на ней переме0щается в вертикальное положение, а подвижная рама 48 средств 7 в крайнее нижнее положение. Затем рама 48 поднимается вверх, прижимая штангу 8 загрузочного устройства (поворотной рамы) 1, и подает штангу 8 вертикаль5
но вверх. Когда рама 48 достигнет уровня продольного транспортера 12, она останавливается, и включается цепной конвейер 50 для передачи несущей штанги 8 на транспортер 12. Продольный транспортер 12 содержит продольную раму 57, перпендикулярную раме 47 и поддерживающую подвижные рамы 48, каждая из которых имеет двигатель 51 и цепной конвейер 50, приводимый двигателем 51. Продольный транспортер 12 включает в себя множество рам 48, расположенных продольно группами, как показано на фиг. 7, средства электрического управления, не допускающие включение последующего конвейера 50, когда несущая штанга 8 находится на предыдущемконвейере 50, чтобы предотвратить столкновение несущих щтанг .8.
Подъемно-опускные средства 9, служат для приема несущей штанги 8 от продольного транспортера 12 и подачи ее вертикально вниз. Средства 9 содержат нижний и верхний краны 58 и 59, перемещающиеся вертикально вверх и вниз. Нижний кран 58 по конструкции аналогичен упомянутым средствам 7 и включает раму 48 с двигателем 51 и цепным конвейером 50, приводимым этим двигателем. Рама 48 имеет, роли.ки, которые перекатываются по раме 47 при вертикальном перемещении раМЬ1 48., Двигатель 51 установлен на верхнем краю рамы 47 и имеет звездочку 53, взаимодействующую с цепью 55, закрепленной одним концом на раме и имеющей на другом конце груз 56, что заставляет раму 48 двигаться в вертикальном направлении при включении двигателя. Верхний кран 59 аналогичен по конструкции нижнему крану, зг исключением того, что он просто укреплен наВерхнем краю рамы 48 нижнего крана 58, не приводится цепью 55 и имеет ролики 49, установленные на направляющих 60, закрепленных на ребре 61 вертикальной рамы 47. Перемещение верхнего крана 59 вниз ограничивается стопорами (на чертеже не показаны), так что когда нижний кран 58 движется вниз с загруженной несущей штангой 8 на нем для окунания изделий в ванну 2, верхний кран 59 удерживается в уровне продольного транспортера 12. Следовательно, если подается следующая штанга 8, когда нижний кран 58 находится в нижнем рабочем положении, конвейер верхнего крана 59 служит для передачи штанги следующим конвейерам 62. Таким образом, имеется, как показано на фиг. 9 несколько подъемно-опускных средств с промежуточными конвейерами 62 между каждой парой смежныз средств 9. Конвейеры 62 в основном аналогичны продольному транспортеру 12, но включают только один блок и цепной транспортер.
Ограждающий кожух 15-содержит переднюю и заднюю стенки 63 и 64 соответственно, боковые стенки 65 и пос толок 66 расположены над промывочной ванной 3, ванной 4 с покрывающим материалом и сушильными камерами 5, закрывая их верхние части. Транспортер 10 установлен неподвижно на нижней части стенки 64 и служит для приема несущей штанги 8 от средств 9 и передачи ее на вертикальный транспортер 67 в нижнем его положении. Этот транспортер поднимает несущую штангу и передает ее на другой транспортер 67, который опускает штангу 8 и окунает ее в ванну 4. После окончания процесса нанесения покрытия изделия поднимаются из ванны 4 транспортером 67. Вертикальный 0 транспортер 67 практически идентичен нижнемукрану 58. Несущая штанга 8 с покрытыми изделиями передается затем на следующий вертикальный транспортер 67, который опускает ее, помещая 5 изделия в сушильную камеру 5. В нижней части передней стенки 63 имеется транспортер 68, служащий для вывода несущей штанги 8 с обработанными изделиями из камеры. Далее несущая 0 штанга 8 передается на продольный транспортер 13, который может быть в основном идентичным транспортеру 12. Средства 14 в основном одинаковы по конструкции со средствами 7 и взаимодействуют с продольным транспортером 13. Когда средства 14 находятся в нижнем положении с несущей штангой 8 на них, разгрузочное устройство (поворотная рама) 6, находящееся 0 в вертикальном положении,- принимая несущую штангу 8 в пазы 21 со средств 14, затем поворачивается в горизонтальное положение. При горизонтальном положении разгрузочного устройства (рамы) 6 обработанные изделия 37
5 снимаются с подвесок и при помощи бесконечной ленты 25 передаются на следующую позицию. Каркас 16 с пустой штангой 8 поворачивается далее в вертикальное положение, и пустая штанга 8 передается на средства 14.
Возвратный транспортер 11 содержит пару цепей 69, движущихся по направляющим 70, и средства привода.
5 цепи, которые содержат двигатель (на чертеже не показан) и редуктор 71 с выходным валом 72, имеющим звездочку 73, взаимодействующую с цепью 69. Для натяжения цепи 69 имеется
0 натяжная звездочка 74, а соединительные втулки 75 цепи 60 движутся по верхнему ребру направляющих 70 (см. фиг. 15). На этом чертеже показана также часть средств 14 и
5 средства привода цепи возвратного
транспортера 11. Двигатель 52 имеет выходной вал, соединенный через редуктор 54 и бесконечную ленту 76 с валом 77, на котором закреплена звездочка 78 с цепью 79. Пустая несущая штанга 8, поданная возвратным транспортером 11, возвращается на загрузочное устройство (раму) 1 при помощи средств 7. Перед загрузочным устройством 1 смонтирован входной транспортер 80.
Устройство работает следующим образом.
При загрузке обрабатываемых изделий они размещаются одно за другим на входном транспортере 80. Затем при горизонтальном положении загрузочного устройства (рамы) 1 входной транспортер 80 начинает двигаться и перемещает изделия.37 к загрузочному устройству (раме) 1. Для облегчения загрузки конвейеры 22 могут быть включены одновременно. Можно конечно загружать изделия непосредственно на загрузочное устройство (раму) 1. Затем при помощи рычага 41 подвески изделия захватываются. Загрузочное устройство (раму) 1 поворачивают из горизонтального в вертикальное положение, чтобы поместить несущую штангу 8 на загрузочном устройстве (раме) 1 над средствами 7, находящимися при этом в нижнем положении. Затем средство 7 поднимает несущую щтакгу В до тех пор, пока она не достигнет уровняпродольного транспортера 12. Если при этом имеется пустая штанга, возвращенная возвратным транспортером 11, то средство 7 поднимается выше и принимает пустую штангу. Затем средство 7 опускается и пустая несущая штанга 8 попадает в пазы 21 загрузочного устройства (рамы) 1. Загруженная штанга 8 подается цепным конвейером 50 средствам 9 . Для производства предварительной обработки, а именно обезжиривания, промывки, нейтрализации, электролиза, дальнейшей промывки, а также анодирования, имеются ванны 2. Средства 9 включают множество подъемников, расположенных попарно на противоположных краях емкостей для опускания несущих штанг 8 и погружения подвешенных к ним изделий в соответствущую емкость. Предпочтительно иметь по две емкости для каждого вида обработки. Например, можно иметь две емкости для обезжиривания. Когда одна из них занята несущей штангой 8, следующая штанга 8 может пройти через эту емкость при помощи верхнего крана 59 к другой емкости и может быть погружена в нее имеющимися при нпй подъемниками. Прошедшие предваритрмтьную обработку изделия т анпи;г г руются далее в окончательнч-ю
промывочную ванну 3 транспортером 10 и поднимаются транспортером 67.
Для получения равномерной толшины покрытия важно иметь тщательно контролируемый состав и обеспечить различные условия покрывающему раствору.
Желательно, чтобы температура материала покрытия была 30-70°С, предпочтительно 40-50С. При нанесении цветного покрытия используются неорQ ганические пигменты, такие как титанат или литопон для белого цвета, красная окись железа для красного цвета, окись хрома для зеленого цвета и сажа для черного.
Для получения гладкого и равномер5ного покрытия в качестве растворителя лучше использовать этиленгликольмоноэтиловый эфир, поскольку он менее сродни смолам, чем обычные растворители, и легче выделяется из по0крытия.
Пример 1. Изделия из алюминиевого сплава были обезжирены погружением в-8%-ный раствор едкого натра при температуре около в течение
5 3 мин и затем промыты. Затем изделия были погружены при комнатной температуре на 20 мин в 10%-ный раствор азотной кислоты для нейтрализации едкого натра и еще раз промыты. Обез0жиренные изделия из алюминиевого сплава были погружены на 5 мин в теплый 50° раствор, содержащий 500вес.ч, диметилэтаноламина на тысячу, для образования байеритовой пленки или по5крытия янтарного цвета на изделиях. Затем изделия обрабатывались паром для увеличения байеритовой пленки и для образования беймитового покрытия или пленки. Затем обработанные таким образом изделия были подверг0нуты нанесению покрытия способом окунания, при этом изделия бьши разделены на две группы: в одной из них изделия погружались в ванну с небольшим наклоном от горизонтального
5 положения, как в обычных процессах, а в другой погружение производилось в вертикальном положении согласно данному изобретению.
Ниже приводятся данные о проведе0нии процесса.
Состав материала покрытия, %: Акриловая и меламиновая смолы19,4
Бутиленгликольмоно5этиловый эфир17,8
Этиленгликольмоноэтиловый эфир11f1
Вода и прочее51,7
Физические характеристики мате0риала покрьгтия: .
Удельный вес, г/см Поверхностное натяжение, дин/смЗ33, 4 Вязкость, сП19,0 Температура,С40
Условия проведения пр
Время погружения, с
Скорость подъема,
м/мин
Угол к- поверхности
ванны, Сушка при температуре, , в течение, мин:
40
180 Данный материал покрытия был использован с добавлением 80% воды. Ре зультаты приведены на фиг. 16. Как п казане в них, можно изменять толщину покрытия в зависимости от скорости подъема, так что мелено получить жела емую толщину покрытия регулированием скорости подъема. . И р и м е р 2. Процесс проводилс так же, как и в примере 1, кроме того, изделия сначала были погружены в раствор покрытия на 30 мин и вынимались из него со скоростью 1,2 м/мин до положения, в котором верхний край детали находился на расстоянии 15 см от поверхности раствора, затем снов погружались в раствор и немедленно вынимались из него со скоростью 1,2 м/мин. Пример 3. Такие же изделия как и в примере 1, обезжиривались п гружением в 5%-ный раствор нейтрали зующего очистительного вещества эмульсионного типа на 1 мин при 70® затем промывались водой комнатной температуры, травились погружением 3 мин и 5%-ный раствор едкого натра при , снова промывались водой комнатной температуры, погружались 10%-ный раствор азотной кислоты при комнатной температуре на 2 мин для нейтрализации и затем промывались. Обработанньае подобным образом изделия подвергались анодированию. В качестве электролита использовался 15%-ный раствор серной кислот а процесс анодирования проводился п температуре раствора 20°С, напряжен 16 В постоянного тока и плотности т ка 13 А/см. После анодирования изд лия были промыты и оставлены влажны ми. Затем на изделия наносилось покрытие методом окунания, при этом полученное покрытие имело следующие характеристики ОРА-бутирингликольмоноэтиловый эфир). Состав материала покрытия (80% разбавление водой)., %: акриловая смола 13,3 Меламиновая смола 6,1 РА22,1 Этиленгликольмоноэтиловый эфир3,4 Вода и прочее 55,1 Характеристика покрытия: Удельный вес, г/см 0,985
Поверхностное натяжение, дин/см Вязкость, сП Температура,°С Характеристика процес Скорость подъема, м/мин
Сушка при температуре,С, в течение,мин
40 180 Зависимость между скоростью подъеи толщиной покрытия, полученная том примере, показана на фиг, 17. Пример 4. Изделия, аналоные изделию в примере 1, были такобезжирены и на них также было есено бемитовое покрытие. Затем елия были подвешены вертикально и ружены в раствор со следующими актеристиками для образования на покрытия коричневого цвета: Состав покрытия (60% разбавление ой), %: Гидроокись железа 3,3 Сажа1,3 пигКрасная окисьменжелеза3,3 ты Титанат4,6 Акриловая смола 17,3 Меламиновая смола 2,9 Бутирингликольмоноэтиловый зфир 23,4 Этиленгликольмоно-. этиловый эфир 4,7 Вода и прочее 39,2 Характеристика материала покрытия: Удельный вес 1,079 Поверхностное натяжение, дин/см 34 Вязкость, оП 31,5 Температура материала покрытия,С 40 Характеристика процесса: Время- погружения, с 20 Скорость подъема. О,4;0,7; м/мин1,0;1,5 Сушка при температуре, t в течение, мин: 4010 18030 Зависимость между скоростью подъеи толщиной покрытия, полученная анном примере, показана на фиг.18. Пример 5. Изделия, аналогичизделиям примера 1, были обезжиы и анодированы согласно примеру Затем изделия были подвешены верально и погружены в ванну для обования на них покрытия белого цвес характеристиками, приведенными е. Была обеспечена удовлетвориьная равномерность покрытия. Состав материала покрытия (80% бавление водой), %: Титанах (пигмент) Акриловая смола Меламиновая смола Этиленгликольмоноэтиловый эфир Вода и прочее Характеристика материала покрыти Удельный вес1,2 Поверхностное натяжение, дин/см35,2 Вязкость, сП 35 Температура материала покрытия, С 24 Характеристика процесса: Время погружения, с 15 Скорость подъема, м/мин 0,4;0,7; 1, О ; 1, 5 Сушка при температуре ISOc в течеЗависимость между скоростью подъ ма и толщиной покрытия, полученная в данном примере, приведена на фиг. 19, Сушка производится при передаче обработанных изделий из ванны для нанесения покрытия в сушильную каме ру. Изделия подаются на сушку так ж как и в другие емкости. Затем изделия подаются из сушильной камеры на продольный транспортер 13. Несущая штанга 8 с висящими на ней обработанными изделиями подается на средс ва 14, которые передают штангу 8 вниз, чтобы она попала в пазы 21 ка каса 16. Каркас 16 поворачивается в горизонтальное положение и посредст вом опускания рычагов 41 подвески и делия освобождаются со штанги 8. Ос вобожденные изделия подаются конвей ром 22 на дальнейший транспортер (н чертеже не показан). Пустая штанга на разгрузочном устройстве (раме) 6 возвращается на средства 14 при повороте разгрузочного устройства (ра мы) 6 в вертикальное положение и по дается далее вверх к возвратному транспортеру 11. Транспортер 11 при нимает пустую штангу 8 и передает ее средствам 7. Эти средства возвращают пустую штангу на загрузочное устрой ство 1. Согласно изобретению каждый цепной конвейер 50 может работать отдельно, так что имеется возможность управлять движением несущих штанг не зависимо друг от друга. Таким образом, можно задержать одну из штанг, когда предыдущая еще находиться на рабочей позиции. Кроме того, когда требуется, можно пропустить следующую штангу над предыдущей, находящей ся в емкости, в другую емкость при помощи обходного верхнего крана. Мож но также по желанию регулировать рости подъемных и транспортирующих средств. Данная установка надежна в работе, имеет высокую производительность и обеспечивает равномерное нанесение покрытий на крупногабаритные изделия. Формула изобретения 1.Установка для нанесения покрытий на изделия, содержащая ванны предварительной обработки изделий, промывочную ванну, ванну с покрывающим материалом, сушильные камеры, несущую штангу с приспособлениями для приема и вертикального подвешивания ряда изделий, загрузочное и разгрузочное устройства и средства для транспортирования штанг с изделиями над и опускания в них штанги с изделиями, отличающаяся тем, что, с целью равномерного нанесения покрытий на крупногабаритные изделия, она снабжена подъемно-опускными средствами для подачи несущей штанги с изделиями на средство транспортирования штанг над ваннами и для передачи штанг с последнего на разгрузочное устройство и транспортным средством для перемещения свободных штанг от разгрузочного устройства к загрузочному, причем разгрузочное и загрузочное устройства выполнены в виде поворотных рам, смонтированных с возможностью их установки в горизонтальное и вертикальное положения. 2.Установка по п. 1, отличающаяся тем, что средство транспортирования штанг с изделиями над ваннат-ш выполнено в виде отдельных последовательно установленных горизонтальных конвейеров, а подъемно-опускные средства выполнены в виде установленной на направляющей раме с возможностью вертикального перемещения подвижной рамы с по меньшей мере одним горизонтальным приводным конвейером. 3.Установка по п. 2, отличающаяся тем, что подъемноопускное средство для подачи несущей штанги с изделиями на средство транспортирования штанг над ваннами снабжено дополнительной, установленной на упомянутой подвижной раме, рамой с горизонтальным конвейером. 4.Установка по п. 2, отличающаяс я тем, что каждое подъемно-опускное средство снабжено закрепленной на неподвижной раме приводной звездочкой с цепью, на одном конце которой закреплен груз, а на другом - нижняя подвижная рама подъемно-опускного средства. 5.Установка по п. 1, отли чающаяся тем, что поворотные
рамы выполнены с пазами на одном конце для установки штанги.
6.Установка по п, 1, отличающаяся- тем, что транспортное средство для перемещения свободных штанг от разгрузочного устройства к загрузочному выполнено в виде цепных конвейеров, каждый из которых снабжен приводом.
7.Установка по п. 1, о т л и чающаяся тем, что она снабжена ограждающим кожухом, установленным над промывочной ,ванной, ванной с покрывающим материалом и сушильными камерами, причем в нижней части ограждающего кожуха смонтированы транспортные средства для передачи щтанги с изделиями с одного средства для опускания штанги на другое.
8. Установка по п. 1, отличающаяся тем, что несущая штанга выполнена в виде балки с подвесками, на каждой из которых закреплена пластина с вырезом, в котоft S fS St
ром установлен ролик для захвата изделия, закрепленный на подпружиненном рычаге.
9. Установка по п. 8, о т л и чающаяся тем, что на балке закреплен электропроводяндай элемент, соединенный с подвеской, которая выполнена из электропроводного материала.
10.. Установка по п. 1, отличающаяся тем, что поворотные рамы разгрузочного и загрузочного устройств снабжены транспортными средствами для установки и снятия изделий с штанг.
11. Установка по п. 10, отличающаяся тем, что она снабжена приемным транспортным средством для подачи изделий на транспортное средство загрузочной рамы.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 494438, кл. В 65 G 49/02, 1973 (прототип). 3



| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вертикального перемещения сыпучего материала | 1978 |
|
SU1186082A3 |
| Автоматическая швейная машина | 1977 |
|
SU1217264A3 |
| МОЙКИ СТЕКЛЯННЫХ БАНОК | 1970 |
|
SU265742A1 |
| Кассета камерной сушилки | 1981 |
|
SU1028977A1 |
| БОКОВОЙ ПОРОГ ТРАНСПОРТНОГО СРЕДСТВА | 2015 |
|
RU2666484C2 |
| Устройство управления приводом швейной машины | 1973 |
|
SU698536A3 |
| Устройство для транспортирования печатной продукции каскадным потоком | 1977 |
|
SU791215A3 |
| Устройство регулирования угла опережения зажигания в двигателе внутреннего сгорания | 1975 |
|
SU980634A3 |
| Кран-штабелер транспортно-накопительной системы | 1987 |
|
SU1615077A1 |
| Электролизер фильтр-прессного типа | 1986 |
|
SU1720496A3 |





ti
3S
9uat
Я
ги
Ч
