UZ.f
Изобретение относится к литейном производству, точнее к отливке стальных слитков, используемых прей мзоцественно для получения сортопроката с минимальными коэффициентами вытяжки (в пределах 2,0-4,0), и преназначено для применения при непрерывной разливке стали в слитки с плщадью поперечного сечения не .более 700 см2.
Известен стальной слиток прямоугольното поперечного сечения г имекхций отношение расстояния между узкими гранями к расстоянию между широкими гранями в пределах 1,0-. 2,0 1.
Недостатком известного слитка является низкое качество | ёталла по причине наличия внутренних ните: видных трещин, расположенных в районе углов слитка. Исследования мг«сроструктуры полученных слитков показали, что количество слитков с внутренними нитевидными трещинами составляет более 33%, а средний 6a.ra по этим трещинам равен 3/2.
Оценку макроструктуры слитков производили, по шкалам ЦНИИШ им. И.П., Бардина. Эти трещины сохраняются в металле при прокатке и щтамповке слитков, снижая качество получаемых заготовок.
Высокая пораженность слитка прямоугольного сечения внутренними угловыми трещинами объясняется возникновением в формующейся корочке слитка указанного шрофиля больших по .неличине термических напряжений. ; Наиболее близким решением по технической сущности и достигаемому результату к изобретению является восьмигранный стальной слиток, имеющий взаимно перпендикулярные широкие и узкие грани с переходной гран между ними, с отношением расстояния между узкими гранями к расстоянию между широкими гранями 1,2-1,5, углом наклона переходной грани к узкой грани 120-130 и узкой гранью, равной 0,5-0,7 расстояния между широкими гранями. Ширина переходной грани этого слитка равна не более 0,4 суммарной величины прилегакнцей узкой и широкой граней С2 Ц.
Опыт отливки указанного слитка в промышленных условиях показал, что при величине площади поперечного сечения в пределах 800-1000 см количество слитков с внутренние угловыми трещинами в зависимости от марки разливаемой стали уменьшилось до О,5-4,5% при снижении среднего балла по указанным трещинам до 1,1-1,4.
Это объясняется тем, что наличие переходной грани позволяет повысить равномерность фронта затвердевания и уменьшить разность температур
корочки слитка по периметру и, как следс.твие, уменьшить термические напряжения в корочке слитка.
Из такого слитка, как .показывают результаты валового производства, можно получить качественный сортовой прокат (круг 130-160 мм) при коэффициенте вытяжки 4-6. Однако для получения из этого слитка проката мелких сечений (круг мм) необходима вытяжка с коэффициентом не менее 40, что нец1влесообразно, так как приводит к нежелательному уменьшению производительности прокатного стана на .
Вместе с этим проведенный анализ термрна.пряженного состояния корочки слитка показал, что при уменылении площади поперечного сечения слитка до 700 см и менее величина напряжений в формирующейся корочке возрастает и достигает значений, приводящих к увеличению количества слитков с внутренними трещинами до 10-15%. ;
Объясняется это тем, что фронт затвердевания корочки слитка при выходе его из кристаллизатора имеет практически форму прямоугольника (ширина переходной грани на внутреннем контуре фрОНта затвердевания меньше толщины корочки слитка) , т.е при затвердевании слитка положительное влияние Переходной грани на формир1ованиё слитка уже не сказывается. Это и приводит к возникновению указанных дефектов в корочке слитка на выходе из кристаллизатора.
Цель изобретения - повышение ка.чества металла путем уменьшения внутренних трещин в с площадью поперечного сечения не более 700 см.
) Поставленная цель достигается тем что в восьмигранном слитке с площадь поперечного сечения не более 700 см имеющем взаимно перпендикулярные грани с переходной гранью между ними, с отношением расстояний между взаимно перпендикулярными гранями 1,5, ширина переходной грани равна 0,5-0,6 суьадарной ширины прилегающих граней, а один из углов наклона переходной грани к прилегающей равен 130-140®.
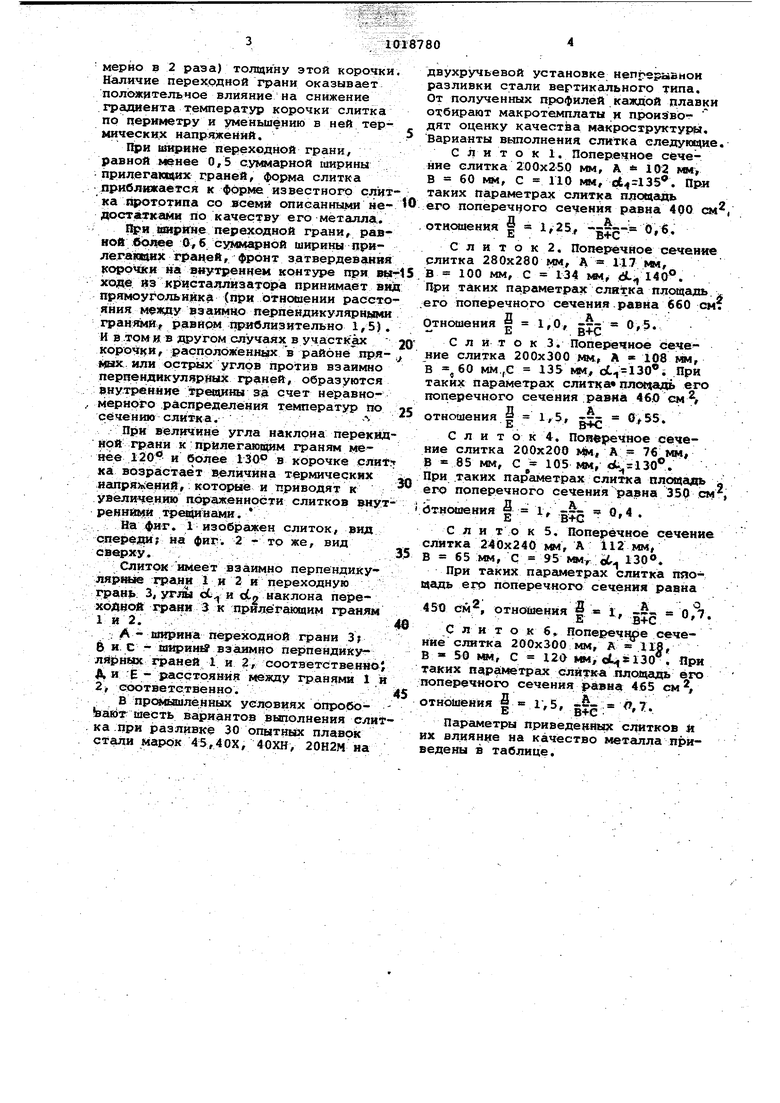
Увеличение ширины переходной грани в предлагаемом слитке до 0,50,6 суммарной ширины прилегающих граней и выполнение слитка с суммой углов между переходной гранью и прилегающими гранями, равной 270°, и одним из этих углов, равным 130-140°, позволяет при выходе слитка из крис аллизатора получить фронт затвердевания корочки на границе с жидкой фазой И виде восьмигранника. При этом ширина корочки в районе переходной грани равна или превышает (при мерно в 2 раза) TOjfiinHHy этой корочки Наличие перех.рдиой грани оказывает положительное влияние на снижение града еята температур корочки слитка пр перниютру и уменьшеиию в ней термических напряжений. Щри ширине переходной грани, равной менее 0,5 суммарной ширины придегаквипс граней, форма, слитка приближается к форме известного слит ка прототипа со всеми описанныцш не достаткги и по качеству егю металла. 1 ишнр{Гне переходной грани, равной более О, боплмарной ширины 11ри лёгаяшЕШХ граней, фронт затвердевания коррч1сима внутреннем контуре при вы xojie вз кЕ исталлйзатора принимает ви прямоугольн ска {при отнсжиении рассто яния взаимно перпендикулярнйвди гран:япмйг равном привлизительно 1,5) И в томи в другом случаях в участках корочки, распрложенных в районе пряМяк. или острых углрв прртив взаимно перщендикулирйых гранейг образуются енутренние тресшны за счет неравно.. мерного распределения температур по сечению слитка. :При величине угла наклриа переквд йой грани к прйлегаюошм граням менее 120 и более 130° в корочке сли ка возрастает величина термических .напрВжеиий, которые и приводят к увеличению арраженности слитков внут ренними тревдиами. На флг. 1 изображен слиток, вид спереди; на фиг. 2 - то же, вид сверху. .: - ,- .. Слитрк имеет взаимно перпендидсуляр(ше грани 1 и 2 и переходную гран|. 3, yrjui оС., и оСо наклона переходной грани 3 к прилегающим гран.ям 1и2. .,,:.; : :- . . . А - ширина переходной грани 3; 6 и с - шяринв взаимно перпендику лярнак граней 1 и 2, соответственяо А и Ё- расстояния гранями 1 и 2у срртветС;Т)веннр. В прсяфлиле нных условиях опробоЬайт шесть вариантов выполнения сли ка при разливк е 30 опытных плавок стали марок 45,4ОХ, 4ОХН/ 20Н2М иа двухручьевой установке непре лвнои разливки стали вегтикального типа. От полученных профилей 1сажд1Ой плавки отбирают макротёмплаты и п.рриз водят оценку качества макроструктуру. Варианты выполнения слитка следуюсще. С лит о к 1. Поперечное сечение слитка 200x250 мм, А 102 мм, В 60 юл, С 110 мм, . Прн таких параметрах слитка пярцадь его поперечного сечения равна 400 см, отношения If25, 0,6. С л и т о к 2. Поперечнре сечение слитка 280x280 мм, Д 117 мм, В 100 мм, С 134 мм iSLi, 140°. При таких параметрах слнтка площадь. го поперечнрго сечения.равна 660 см. 1,0, gfg 0,5. Отношения Слиток 3. Поперечное ci eние слитка 200x300 о«, А « 108 мм, В ,60 мм.,С 13S мм, cC.i 130®i При параметрах слитка пл Ж|адь егр поперечного сечения.равяа 460 см ИА отношения 1,5, g+c . Слиток 4. Пр19«| ечное сечение слитка 200x200 , А 76 мм, В 85 мм, С - 105 виt, . При .таких параметрах слитка площадь А его поперечного сечения равна 350 см ЬтнРшения 1, ,| 5 0,4 . С л и т о к 5. Поперечное сечение слитка 240x240 «4, А 112 мм, В 65 мм, С 5 ммг Ц. 130. При таких парг1метрах слитка пяоцадь его прперечнргр сечения равна I, jfg 0. 450 cfM, отношения § с лит о к 6, ПоперечЕ е сечение слитка 2 О Ох мм, А 118 f В 50 NM, С 120 мм, i si30-. При таких параметрах слйука гшо1цадь его прперечнрго сечения равна 465 см, ртнршенйя I 1,5, ||. Л7. Параметры приведенных сдаткрв и их влияние на качествр металла приведены в таблице. Результаты опробования, приведей ные в таблице, показгит, что количество слитков с виутренними трещинами уменьшается с 10-15%в известном до 0,1-0,2% (варианты 1,2 и 3 в сравнении с вариантом 4}, Применение слитков с параметрами, выходящими за заявляемые пределы (варианты 4,5 и €), приводит к значительному увеличению количества слитков с внутренними трещинами. Применение предлагаемого восьмигранного стгшьного слитка позволит повысить качество его металла за счет уменьшения образования внутренних трещин в средней части переходной грани в районе углов слитка.


| название | год | авторы | номер документа |
|---|---|---|---|
| Непрерывный стальной станок | 1976 |
|
SU636055A1 |
| НЕПРЕРЫВНЫЙ СТАЛЬНОЙ СЛИТОК | 1994 |
|
RU2092269C1 |
| Непрерывный восьмигранный слиток | 1978 |
|
SU854561A1 |
| Кристаллизатор для непрерывного литья неравностороннего восьмигранного стального кузнечного слитка | 1986 |
|
SU1407662A1 |
| Кристаллизатор для непрерывной отливки слитков | 1976 |
|
SU710769A1 |
| Способ вторичного охлаждения непрерывного восьмигранного неравностороннего сортового слитка | 1975 |
|
SU559765A1 |
| Слиток | 1975 |
|
SU546427A1 |
| Способ вторичного охлаждения восьмигранного неравностороннего стального слитка | 1981 |
|
SU984648A2 |
| Устройство для непрерывного литья | 1985 |
|
SU1273208A1 |
| Способ непрерывной разливки металла | 1988 |
|
SU1503984A1 |
ВОСЬМИГРАННЫЙ СЛИТОК неправильной фор1«|, имеющий взаимно перпендикулярные граниу соединенные переходными хранями, при отнсииеняи рас-г стояний между взаимно перпендикулярными гранями 1-1,5, о т л и ч а ю/щ и и с я тем,что,с цейыоповышения п:рриэ водите ль нос Ти прокатки и KjinecTBa слитка за счет умень вкя внутренних I третий, ширина перехойн эй| гранк равнд 0,5-0,6 суммарной ширины прилегающих храней, а один нз угло наклона переходной грани к прилегаиоцёй равен 130-1400.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Чижиков А.И | |||
| и др | |||
| Непрерывная разливка стали в заготовки крупябго сеч&яйя, Я., Металлургия ; 19701, с | |||
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Слиток | 1975 |
|
SU546427A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
