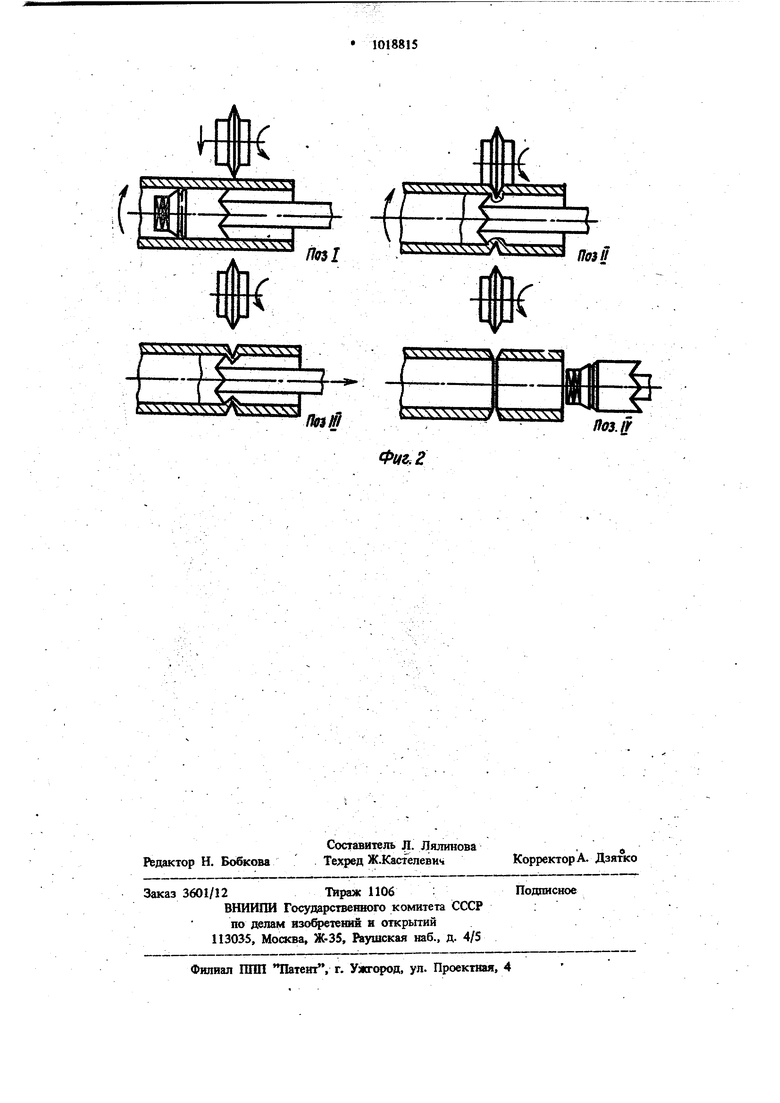
Изобретение относится к обработке металлов давлением и может найти применение в заготовительных цехах на машиностроительных предприятиях при резке материалов. Известен способ безотходной резки труб дисковыми ножами, при котором происходит значительное искажение наружного и внутреннего размера и формы трубы, прилегающей к торцу, из-за вспучивания металла трубы при внедрении ножа и утяжки металла при окончании отрезки (1. Известен способ резки труб на мерные заготовки, включающий приведение трубы во вра щение и внедрение в нее дискового ножа.Иэвестно также устройство для резки труб на мерные заготовки, содержащее раму с опорными катками для установки разрезаемой трубы, приводной дисковый нож для наружной резки трубы и инструмент для внутренней резки трубы 21. Однако при врезании ножей происходит вспучивание металла 7рубы, а конструкция станка позволяет отрезать только короткие заготовки большого диаметра, так как с увели че1шем длины, а также уменьшением диаметра теряется жесткость дополнительного щпинделя и ухудшается качество реза. Цель изобретения - повышение качества заготовок. Поставленная цель достигается тем, что со.гласно способу резки труб на мерные заготовки, включающему приведение трубы во вращение и внедрение в нее дискового ножа, при внедрении ножа образуют кольцевой бурт внутри трубы с выравниванием вспучивания металла по наружной поверхности трубы, после чего осуществляют окончательное отделение заготовки срезания выдавленного вну ри трубы буртика. Для реализации предлагаемого способа, в устройстве, содержащем раму с опорными катками для установки разрезаемой трубы, привод ной дисковый нож для наружной резки трубы и инструмент для внутренней резки трубы, дисковьт нож вьшолнен с цилиндрической ступицей, при этом величина вылета режущей части ножа равна 1,1-1,2 толщины стенки разрезаемой трубы, инструмент для внутренней резки трубы вьшолнен в виде цилиндрической однозубой протяжки, закрепленной на цшинделе с возможностью свободного вращения, а , шпиндель снабжен приводом осевого перемещения. При этом режущая кромка однозубой про-, тяжки выполнена криволинейной. На фиг. 1 изображено устройство для осуществления предлагаемого способа; на фиг. 2-последовательность операции отрезки заготовки (позиция I - начало реза дисковым ножом; позиция П - окончание реза дисковым ножом и вырав1швание вспучивания металла; позиция ГГ1 - начало реза однозубой протяжкой, снятие внутреннего кольцевого бурт1п а; позищи IV - окончательное отделение заготовки). Устройство содержит раму (не показана) с опорными катками 1 и 2 для установки разрезаемой трубы 3, дисковый нож 4 с цилиндрической ступицей 5, привод 6 вращения дискового ножа, привод 7 подачи. На шпинделе 8 закре:1лена с возможностью вращения однозубая протяжка 9 с режущей кромкой 10. Шпиндель 8 снабжен приводом 11 осевого перемещения. Устройство снабжено регулируемым упором 12 для -настройки размера заготовки 13. Устройство работает следующим образом. Труба 3 одевается на протяжку 9 и перемещается по каткам I и 2 до регулируемого упора 12. Дисковый нож 4 приводится во вращение приводом 6, после чего приводом 7 осу1цествляется подача ножа 4, внедряя его в стенку трубы. Труба при соприкосновении с ножом под действием сил трения приводится во вращение. При внедрении, нож 4 образует V-образную канавку глубиной равной 1,1-1,2 толщины стенки разрезаемой трубы с образованием кольцевого буртика внутри трубы. При зтом ступица 5 ножа 4 выравнивает вспучивание металла по обе-;стороны ножа, затем привод 7 отводит нож 4 в исходное положение, а перемещением протяжки 9 от привода 11 срезают кольцевой буртик, окончательно отделяя заготовку 13. Шпиндель 8 возвращается в исходное воложение, труба одевается на протяжку и подается до упора 12. Цикл повторяется. Все установочные и рабочие перемещения трубы и инструментов могут быть автоматизированы. Предлагаемый способ позволяет осуществить безотходную резку труб на мерные заготовки в широком диапазоне размеров по диаметру к длине без искажения их формы, так как снаружи вспучивание металла выравнивается, а изнутри утяжка концов срезается, что повышает качество заготовок.
г VlJiUI ;у
Пп1
г ч
J
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РЕЗКИ, ПРЕИМУЩЕСТВЕННО ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК И ТРУБ | 1998 |
|
RU2207227C2 |
| Способ резки труб и устройство для его осуществления | 1988 |
|
SU1637962A1 |
| УСТРОЙСТВО ДЛЯ ОБРЕЗКИ ПРИПУСКА ДЛИННОМЕРНЫХ ЗАГОТОВОК | 1992 |
|
RU2028934C1 |
| ЛЕТУЧАЯ ПИЛА ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 1997 |
|
RU2167747C2 |
| Устройство для резки мерных заготовок из пластичного материала | 1981 |
|
SU1006214A1 |
| Способ резки тонкостенных труб и устройство для его осуществления | 1990 |
|
SU1775239A1 |
| Устройство для резки труб | 1987 |
|
SU1462607A1 |
| ЛЕТУЧАЯ ПИЛА ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 2003 |
|
RU2240898C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 2005 |
|
RU2301724C2 |
| Станок для резки труб | 1987 |
|
SU1473909A1 |
1. Способ резки труб на мерные загот 1Ш, вклкпаннцнй щшвёдение tpy&i во вращение я вяеффете в же дискового ножа, о т л и чаю щ и и с я тем, гго, с велмо побышею1я качества заготовок, п{ж внедрении ножа о)азуют кольцевой бурт внутри трубы с вьфавниваня м вспучивания металла по наружной пог верхности трубы, после чего осуществляют окон нательное отделение заготовки путем q eзaния выдавленного В1огтри бУртика. 2,Устройство для резки Tpj на мерные заготовки, содержащее раму с катками для установки разрезаемы} трубы, приводной дисковый нож для наружной резки трубы и инструмент для внутренней резки , р тл и ч л ю щ е е с я тем, что нож выполнен с цилин яще(жой ступицей, 1ФВ этом величина выдата режуи й частя ножа равна 1,1-1,2 толщины стенки разрезаемой тр)ы, инструмент для В1 тре1а1ей резки выполнен в {флнндрическбй одноэубн протяжки, закрепленной на иогаиделе $ воэ«южностью свободного вращения, а ивтндедь снабжет приводом-осевого перемещешся. 3.Устройство по п. 2, о т л и чаю ще е с я тем, что режущая кромка одибзубой. протяжки выполнена криволш{ейной: сл
