Изобретение относится к области обработки металлов давлением, а точнее к устройствам для резки труб, и может быть использовано в линиях высокопроизводительных непрерывных трубосварочных и профилегибочных агрегатов для резки движущегося проката.
Известно устройство для резки труб, патент РФ №2207940, М.кл. В23D 21/04, заявл. 21.08.2001 г., опубл. 10.07.2003 г., содержащее установленный на каретке барабан с шестерней и планшайбой. В направляющих последней размещены резцы. Механизм их осевого и поперечного перемещения выполнен в виде установленного на барабане кольца зубчатой передачи и рычагов. Один конец каждого из рычагов соединен с соответствующим резцом, второй - с упомянутым кольцом. Шестерня зубчатой передачи выполнена в виде двух половин, одна из которых взаимодействует с шестерней барабана, а вторая - с кольцом зубчатой передачи.
Основной недостаток устройства для резки труб заключается в его ограниченных технологических возможностях, так как отрезные резцы могут быть использованы при порезке труб только в трубосварочных агрегатах аргонодуговой сварки (V=0,5-6 м/мин).
Из известных устройств для резки труб наиболее близким по технической сущности является устройство, описанное в патенте РФ №2207227, М.кл. В23D 21/00, 25/04, заявл. 10.12.1998 г., опубл. 27.06.2003 г.
Это устройство содержит станину с зубчатым венцом на внутренней поверхности, приводной шпиндель с консольными валами и шестернями, вращающийся корпус с цилиндрическим зубчатым колесом, установленные на консольных валах и кинематически связанные с приводным шпинделем и вращающимся корпусом кривошипы, расположенные в корпусах и несущие режущие инструменты. Кинематическая связь кривошипов с приводным шпинделем и вращающимся корпусом выполнена в виде жестко закрепленных во вращающемся корпусе штырей с прямоугольными ползунами, установленными с возможностью перемещения в пазах, выполненных в кривошипах.
Основным недостатком устройства для резки является практически затруднительная качественная резка цилиндрических труб, так как предусмотренная государственными стандартами овальность поперечного сечения труб при их изготовлении может быть в значительной мере увеличена в процессе зажима разрезаемой трубы при резе, а в устройстве не предусмотрены средства для компенсации величины овальности при снятии наружной фаски и чистовой обработки ее торцев.
Круговая траектория движения режущих инструментов не даст возможности осуществить порезку квадратных и прямоугольных труб без заусенцев, так как в процессе их порезки текущее разрезаемое сечение различно и за один оборот планшайбы ее режущие инструменты подвергаются ударной нагрузке от 4 до 8 раз, что отрицательно скажется на их стойкости.
Кинематическая связь кривошипов с приводным шпинделем и вращающимся корпусом в виде жестко закрепленных во вращающемся корпусе штырей с прямоугольными ползунами, установленными с возможностью перемещения в пазах, выполненных в кривошипах, не позволяет более тонко и точно устанавливать режущие инструменты, расположенные на разных кривошипах относительно разрезаемой трубы, и использовать элементы этой связи в других технологических схемах резания. Кроме того, данная кинематическая связь имеет недостаточную надежность и долговечность.
Задача настоящего изобретения состоит в создании устройства для резки труб, позволяющего обеспечить резку труб широкого сортамента (цилиндрических, квадратных, прямоугольных), повысить надежность и долговечность, улучшить качество отрезаемых торцев и обеспечить качественное снятие наружной фаски на цилиндрических трубах.
Поставленная задача достигается тем, что устройство для резки труб, включающее станину с зубчатым венцом на внутренней поверхности, приводной шпиндель с консольными валами и шестернями, вращающийся корпус с зубчатым колесом, установленные на консольных валах и кинематически связанные с приводным шпинделем и вращающимся корпусом кривошипы, расположенные в корпусах и несущие режущие инструменты, согласно изобретению снабжено дополнительным цилиндрическим зубчатым колесом, закрепленным на вращающемся корпусе, а шестерни консольных валов выполнены сдвоенными и подвижными относительно осей для зацепления с зубчатым венцом станины в крайнем правом положении и с дополнительным цилиндрическим зубчатым колесом вращающегося корпуса в крайнем левом положении. Кроме того, по крайней мере, один из кривошипов снабжен расположенными на его корпусе пружинными ограничителями поворота держателя режущего инструмента, выполненного в виде фасочного резца с установочно-опорными роликами. Кинематическая связь кривошипов с приводным шпинделем и вращающимся корпусом выполнена в виде цилиндрической зубчатой передачи, зубчатое колесо которой неподвижно закреплено на вращающемся корпусе, а зубчатые шестерни - на корпусах кривошипов. Кинематическая связь кривошипов с приводным шпинделем и вращающимся корпусом выполнена в виде цилиндрической передачи, зубчатый венец которой смонтирован на шпинделе с возможностью поворота вокруг оси устройства с помощью гидроцилиндра, установленного на станине, а зубчатые шестерни неподвижно закреплены на корпусах кривошипов.
Такое конструктивное выполнение устройства для резки позволит обеспечить резку труб широкого сортамента (круглого, квадратного, прямоугольного сечений), повысить надежность и долговечность. Кроме того, предлагаемая конструкция устройства позволит улучшить качество отрезаемых торцев и обеспечить качественное снятие наружной фаски на цилиндрических трубах.
Это достигается введением дополнительного зубчатого колеса на вращающемся корпусе и выполнением шестерен на консольных валах сдвоенными и подвижными относительно осей, позволяющими кроме круговой схемы иметь одновременную маятниковую кинематическую схему движения всех кривошипов с вращающимися круглыми инструментами.
Эта схема резания может быть использована для более качественной резки в части заусенцев квадратных и прямоугольных труб. Кроме того, в данной схеме резания резко уменьшаются ударные нагрузки, а подача на оборот режущего инструмента становится практически постоянной, что повышает надежность и долговечность как режущего инструмента, так и всего устройства.
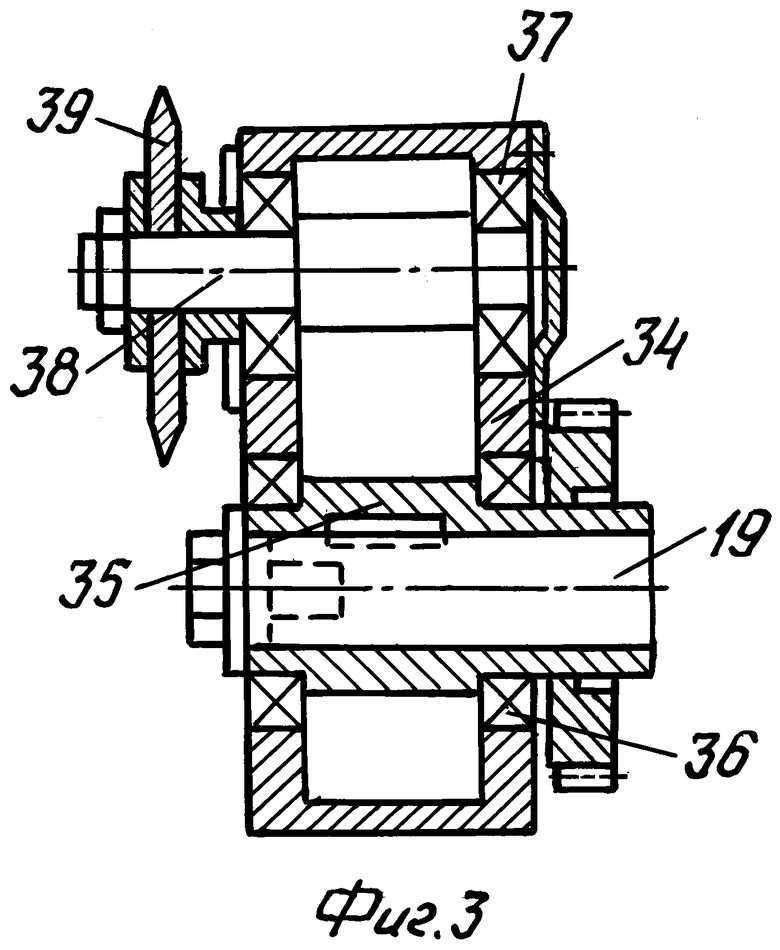
Размещение на корпусе одного из кривошипов пружинного ограничителя поворота держателя фасочного резца с установочно-опорными роликами обеспечивает снятие одинаковых фасок на образованных торцах трубы, имеющей овальность ее поперечного сечения. При этом размер h (фиг.3) определяет размер наружных фасок на торцах. Кинематические связи, выполненные в виде цилиндрических зубчатых передач, повышают надежность и долговечность устройства и дают возможность более точно устанавливать положения режущих инструментов относительно разрезаемой трубы в крайних положениях, а также обеспечивать необходимую по технологии очередность ввода в работу одновременно установленных на кривошипах режущих инструментов (зубчатые отрезные фрезы, далее торцеобрабатывающие абразивные круги и в конце фасочный резец).
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
на фиг.1 - изображено устройство для резки труб, преимущественно цилиндрических;
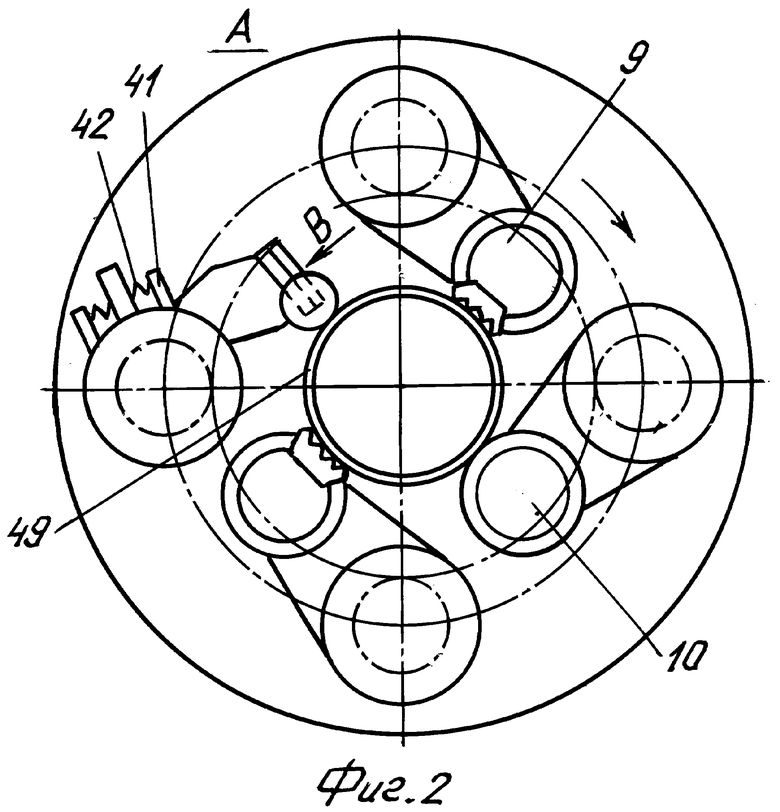
на фиг.2 - то же, вид по стрелке А на фиг.1;
на фиг.3 - то же, вариант выполнения кривошипа при резке изделий дисковыми ножами;
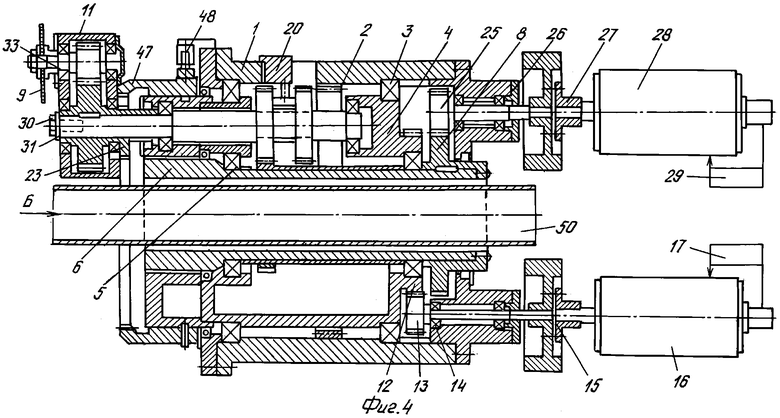
на фиг.4 - вариант выполнения устройства для резки труб, преимущественно квадратных и прямоугольных;
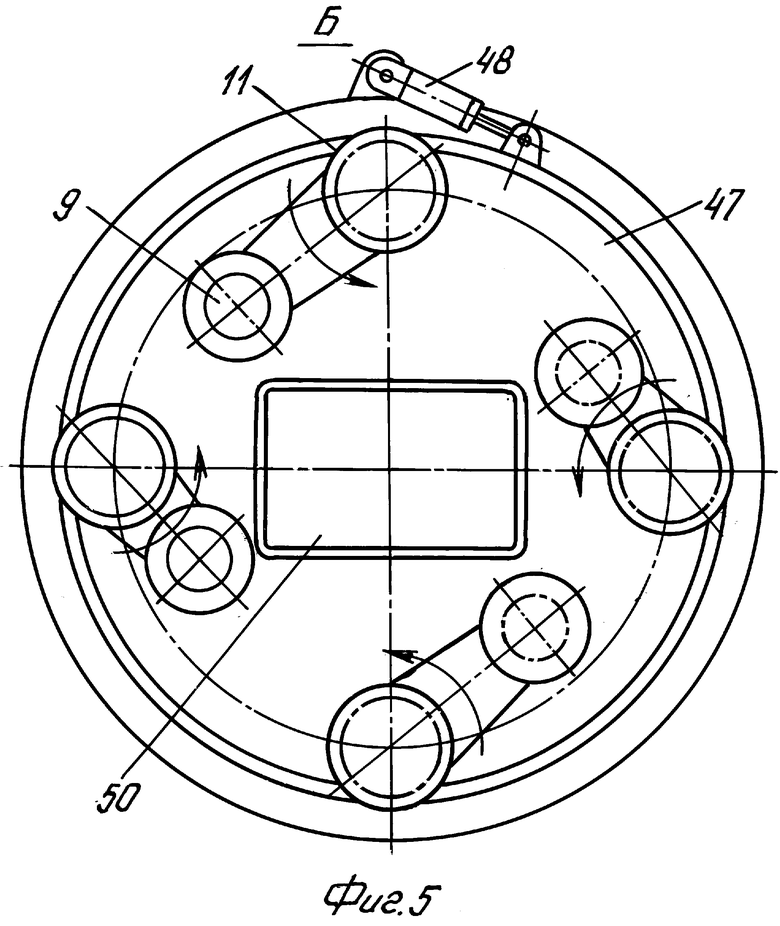
на фиг.5 - то же, вид по стрелке Б на фиг.4;
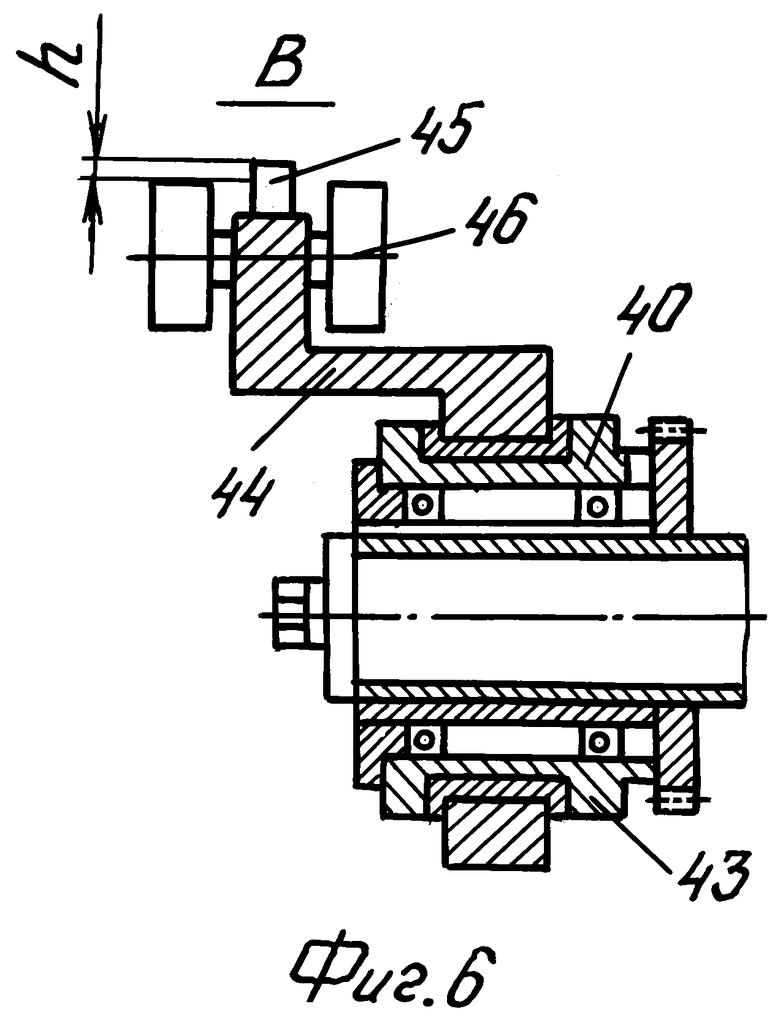
на фиг.6 - вид В на фиг.2.
Устройство для резки труб содержит станину 1 с зубчатым венцом 2 на внутренней поверхности. В станине 1 на подшипниках качения 3 смонтирован приводной шпиндель 4. Внутри шпинделя 4 на подшипниках качения 5 размещен вращающийся корпус 6 с зубчатыми колесами 7, 8 и режущие инструменты 9, 10, размещенные на кривошипах 11, кинематически связанных с приводным шпинделем 4 и вращающимся корпусом 6.
На шпинделе 4 закреплено зубчатое колесо 12, с которым взаимодействует вал-шестерня 13, установленная на подшипниках качения 14. Вращение вал-шестерни 13 осуществляется через муфту 15 от электродвигателя 16 с системой 17 регулирования скорости вращения.
Шпиндель 4 снабжен, по крайней мере, смонтированными на подшипниках качения 18 двумя консольными валами 19, на которых с возможностью осевого перемещения с помощью ползунов 20, смонтированы сдвоенные шестерни 21, взаимодействующие соответственно с венцом 2 и зубчатым колесом 7 в правом и левом крайних положениях.
Кривошипы 11 установлены на консолях валов 19, а кинематическая связь кривошипов 11 с приводным шпинделем 4 и вращающимся корпусом 6 выполнена в виде цилиндрической зубчатой передачи, зубчатое колесо 22 которой неподвижно закреплено на вращающемся корпусе 6, а зубчатые шестерни 23 - на корпусах 24 кривошипов 11.
С зубчатым колесом 8, закрепленным на вращающемся корпусе 6, взаимодействует вал-шестерня 25, установленная на подшипниках качения 26. Вращение вал-шестерни 25 осуществляется через муфту 27 от электродвигателя 28 с системой регулирования 29 скорости вращения, которая выполнена групповой для обоих электродвигателей 16 и 28 и индивидуальной для одного из них.
Кривошипы 11 закреплены на свободных концах консольных валов 19 с помощью соединения 30 для передачи крутящего момента и болтов 31 и выполнены в виде цилиндрических редукторов 32, на консолях быстроходных валов 33 которых крепятся дисковые фрезы 9 и абразивный круг 10 (фиг.2).
Кроме того, в устройстве для резки труб (фиг.3) кривошипы 11 при резке более тонкостенных труб могут быть выполнены в виде одноплечих рычагов 34, смонтированных на концах валов 19 с помощью втулок 35 и подшипников качения 36. На свободных концах рычагов 34 на подшипниках качения 37 размещены оси 38 с дисковыми ножами 39.
При порезке труб дисковыми фрезами 9 и (или) абразивными кругами 10, а также дисковыми ножами 39 (фиг.2, 3) один из кривошипов 11 может быть снабжен расположенными на его корпусе 40 ограничителями 41 с пружинами 42, подшипником скольжения 43 и держателем 44 фасонного резца 45 и установочно-опорных роликов 46.
При порезке квадратных и прямоугольных труб кинематическая связь кривошипов 11 со шпинделем 4 и корпусом 6 выполняется в виде цилиндрической передачи, зубчатый венец которой 47 смонтирован на шпинделе 4 с возможностью поворота вокруг оси устройства с помощью гидроцилиндра 48, установленного на станине 1, а зубчатые шестерни 23 неподвижно закреплены на корпусах 24 кривошипов 11.
При порезке труб на мерные длины в трубосварочных агрегатах с аргонодуговой сваркой кривошипы 11 с дисковыми инструментами заменяются на кривошипы, выполненные в виде одноплечих рычагов с отрезными резцами.
Устройство при резке цилиндрических труб работает следующим образом.
В исходном положении электродвигатели 16 и 28 вращаются со строго одинаковой частотой вращения, что обеспечивается системами регулирования 17 и 29. При этом шпиндель 4 и вращающийся корпус 6, имея одну и ту же частоту вращения, неподвижны относительно друг друга.
Кривошипы 11 отведены от разрезаемой трубы 49. После зажима поданной трубы начинается процесс резания. Дисковые фрезы 9 и абразивный круг 10 вращаются, поскольку при вращении шпинделя 4 вместе с ним вращаются сдвоенные шестерни 21, обкатываясь по зубчатому венцу 2. После того как труба 49 зажата, система 29 управления электродвигателем 28 производит изменение частоты вращения этого электродвигателя. При этом происходит некоторый поворот корпуса 6 относительно шпинделя 4. Зубчатое колесо 22 через шестерни 23 поворачивают кривошипы 11 на некоторый угол вокруг осей консольных валов 19. Благодаря этому вращающиеся дисковые фрезы 9, вращаясь вместе со шпинделем 4 вокруг оси трубы, постепенно врезаются на каждом обороте в тело трубы 49. Абразивный круг 10, удаленный в исходном положении по сравнению с фрезами 9 на большее расстояние от наружной поверхности разрезаемой трубы, будет осуществлять при своем вращении и радиальной подаче зачистку торцев в месте разреза.
Величина радиальной подачи фрез 9 и круга 10, а также величины всего хода в зависимости от толщины стенки разрезаемой трубы определяется программой системы управления 29.
Перед концом реза трубы 49 (примерно за 2-3 оборота до окончания реза) вступает в работу кривошип 11, снабженный поворотным подпружиненным держателем 44 с фасочным резцом 45, установленный впереди установочно-опорных роликов 46 на величину h, определяющую размер снимаемых фасок с торцев разрезаемой трубы 49.
После окончания реза и снятия фасок система управления 29 меняет знак изменения частоты вращения электродвигателя 28. Происходит поворот корпуса 6 относительно шпинделя 4 в обратную сторону, и зубчатое колесо 22 через шестерни 23 поворачивают кривошипы 11 в исходное положение, частота вращения электродвигателей 16 и 28 выравнивается, труба 49 разжимается.
При порезке непрерывно движущихся труб в трубоэлектросварочном агрегате устройство монтируется на каретке с возможностью перемещения от привода (не показано).
Устройство при резке квадратных и прямоугольных труб работает следующим образом (фиг.4, 5).
В исходном положении кронштейны 11 (при резке прямоугольных труб величина их плеч (величина К) может быть различна) с фрезами 9 размещаются по углам прямоугольной разрезаемой трубы 50. Электродвигатель 16 и шпиндель 4 не вращаются. При включении электродвигателя 28 зубчатое колесо 7 через сдвоенные шестерни 21, цилиндрические редукторы 32 вращают дисковые фрезы 9. Труба 50 зажимается. При подаче рабочей жидкости в гидроцилиндр 48 происходит поворот на некоторый угол зубчатого венца 47 и через шестерни 23 кривошипов 11 и одновременное постепенное врезание дисковых фрез 9 в тело трубы 50 в четырех местах. При перемещении поршня гидроцилиндра 48 на величину хода, определяемую габаритами профильной трубы, осуществляется разрезка трубы 50. Разрезанная труба разжимается.
Следующий рез трубы 50 осуществляется при обратном ходе гидроцилиндра 48 и повороте кривошипов 11 в другую сторону.
Предложенное устройство для резки труб по сравнению с известными позволит обеспечить резку труб широкого сортамента (цилиндрических, квадратных, прямоугольных), повысить надежность и долговечность, а также улучшить качество отрезаемых торцев и обеспечить качественное снятие наружной фаски на цилиндрических трубах.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РЕЗКИ, ПРЕИМУЩЕСТВЕННО ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК И ТРУБ | 1998 |
|
RU2207227C2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ НЕПРЕРЫВНО ДВИЖУЩИХСЯ ТРУБ | 2002 |
|
RU2242334C2 |
| ЛЕТУЧАЯ ПИЛА ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 2003 |
|
RU2240898C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ НА УСТЬЕ ФОНТАНИРУЮЩЕЙ СКВАЖИНЫ | 2014 |
|
RU2553703C1 |
| Устройство для отрезки и снятия заусенцев на трубах | 1990 |
|
SU1830313A1 |
| ТРУБОРЕЗНОЕ УСТРОЙСТВО | 1992 |
|
RU2041032C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 1990 |
|
RU2009790C1 |
| Переносное устройство для резки | 1989 |
|
SU1690973A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ПАЗОВ В ОТВЕРСТИИ ДЕТАЛИ | 1992 |
|
RU2088385C1 |
Изобретение относится к области обработки металлов давлением, а точнее к устройствам для резки труб, и может быть использовано в линиях высокопроизводительных непрерывных трубосварочных и профилегибочных агрегатов для резки движущегося проката. Устройство содержит станину с зубчатым венцом на внутренней поверхности, приводной шпиндель с консольными валами и шестернями, вращающийся корпус с зубчатыми колесами, установленные на консольных валах и кинематически связанные с приводным шпинделем и вращающимся корпусом кривошипы, расположенные в корпусах и несущие режущие инструменты. Шестерни консольных валов выполнены сдвоенными и подвижными относительно осей для зацепления с зубчатым венцом станины в крайнем правом положении и с цилиндрическим зубчатым колесом вращающегося корпуса в крайнем левом положении. Один из кривошипов снабжен пружинными ограничителями поворота держателя режущего инструмента, выполненного в виде фасочного резца с установочными роликами. Кинематическая связь кривошипов с приводным шпинделем и вращающимся корпусом выполнена в виде цилиндрической зубчатой передачи, зубчатое колесо которой неподвижно закреплено на вращающемся корпусе, а зубчатые шестерни - на корпусах кривошипов. В результате обеспечивается повышение надежности и долговечности устройства, расширяется сортамент разрезаемых труб, а также улучшается качество отрезаемых торцев и наружной фаски на цилиндрических трубах. 3 з.п. ф-лы, 6 ил.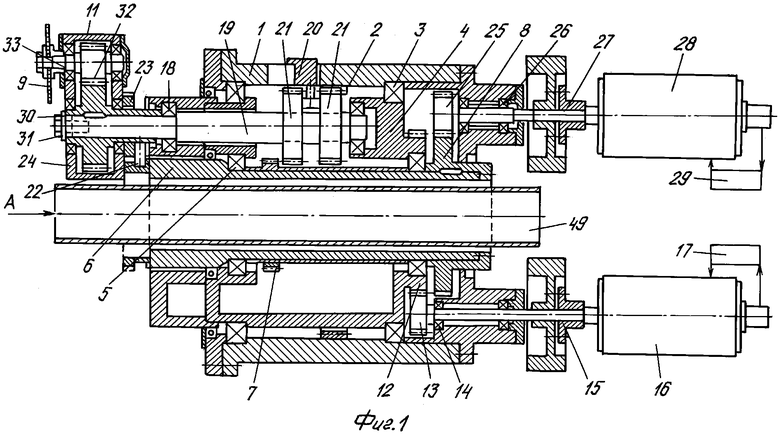
| УСТРОЙСТВО ДЛЯ РЕЗКИ, ПРЕИМУЩЕСТВЕННО ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК И ТРУБ | 1998 |
|
RU2207227C2 |
| SU 509355 A1, 05.04.1976 | |||
| ЭЛЕКТРОМЕХАНИЧЕСКИЙ УСИЛИТЕЛЬ ТОРМОЗНОГО ПРИВОДА | 2009 |
|
RU2533639C2 |
| US 5243889 A1, 14.09.1993. | |||

