Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для резки труб на мерные заготовки.
Цель изобретения -улучшение качества резки и повышение стойкости инструмента при резке толстостенных труб.
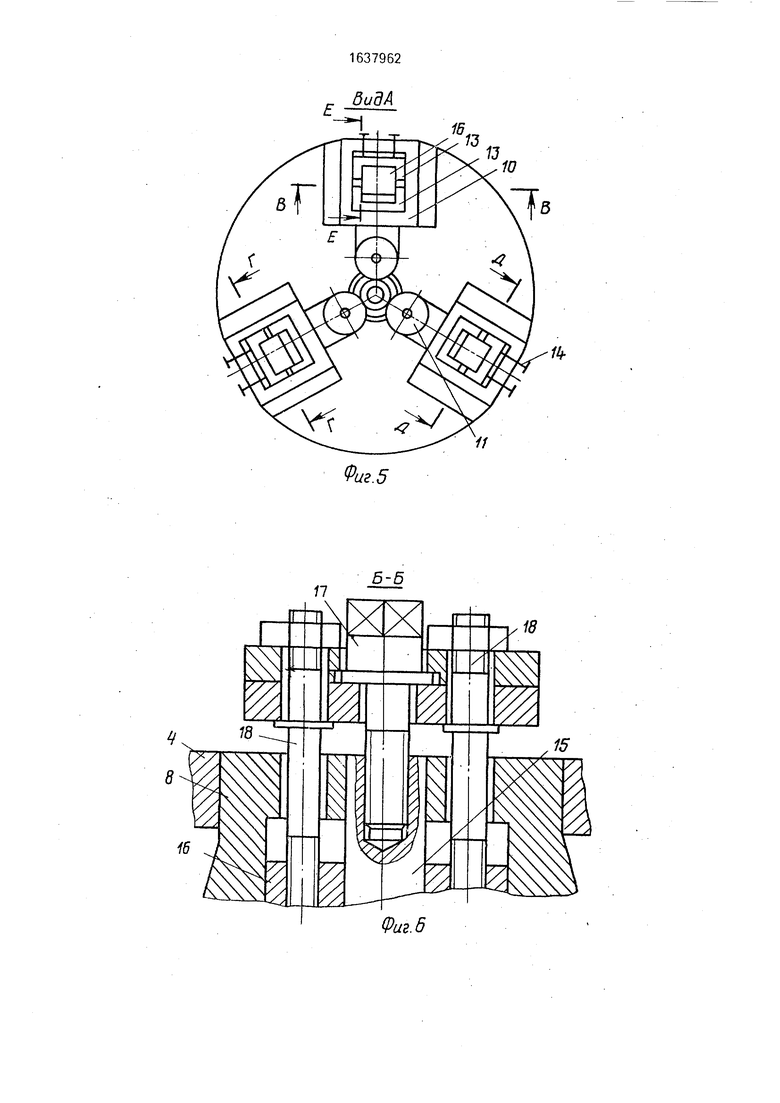
На фиг.1 изображено положение ножа № 1 с углом заточки от начала реза до включения в работу ножа № 2 с %; на фиг.2 - то же, ножей № 1 и 2 с а и «2 от начала ввода в работу ножа Kb 2 до включения в работу ножа № 3; на фиг.З - то же, ножей №1,2,3 с а ,од ,аз от начала ввода в работу ножа Ms 3 до промежуточного (текущего) положения всех трех ножей в процессе реза; на фиг.4 - устройство, общий вид; на фиг.5 - вид А на фиг.4; на фиг.б - разрез Б-Б на фиг.4; на фиг.7 - разрез В-В на фиг.5; на фиг,8 - разрез Г-Г на фиг.5; на фиг.9 - разрез Д-Д на фиг.5;на фиг.10 - разрез Е-Е на фиг.б.
Способ реализуется следующим образом (на примере трех ножей).
Сначала в работу включается нож с минимальным углом заточки а (фиг.1), затем после образования кольцевой канавки глубиной не менее 0,1-0,2 мм - второй нож с углом заточки «2 о. (фиг,2), затем третий нож с углом заточки аз az (фиг.4). Следующие за вторым ножи включаются в работу после прохождения предыдущего в радиальном направлении на величину не менее 0,1-0,2 мм. Движение всех ножей в радиальном направлении не прекращается до полного отделения заготовки от трубы.
П р и м е р. По предлагаемому способу производится отрезка труб на опытной установке с тремя ножами. Номинальный диаметр ножей 100 мм, изготовленных из стали Х12М, твердость в пределах 61-65 ННСЭ. Исходным материалом является труба 70x16 из Ст20.
Номинальные углы заточки ножей составляют: первого а 13°; второго аг 16°; третьего «з 19°.
Зазоры между планшайбой и ползунами составляют: первого ползуна ,6 мм; второго ,2 мм; третьего ,8 мм.
Отрезка происходит без потери устойчивости (деформации) поперечного сечения трубы, на наружной и внутренней поверхностях трубы образуются остроугольные наплывы высотой в пределах 3-5 мм. Но так как получаемые заготовки как правило используют для изготовления из них различных втулок, ступиц стаканов с последующей обработкой по внутренней и внешней поверхности трубы, то наличие наплывов не
оказывает отрицательного влияния на использование заготовок в дальнейших технологических переделах.
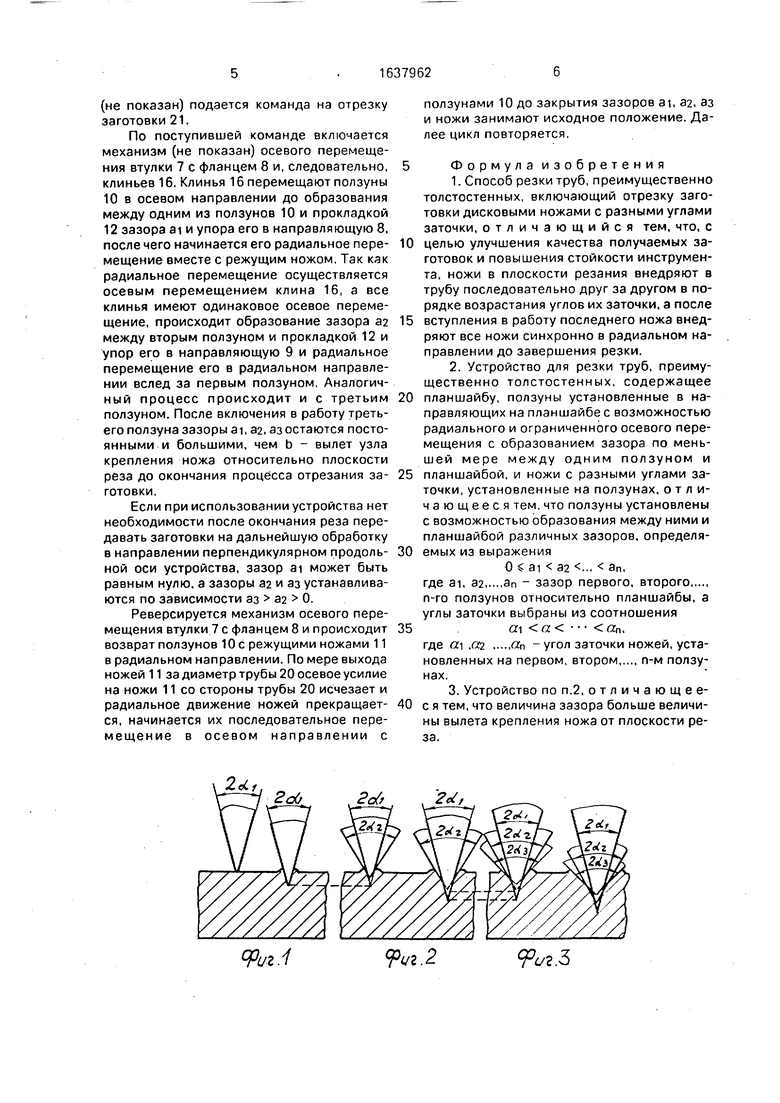
Устройство содержит отрезную головку
1 с приводом 2 вращения, выполненную в виде планшайбы 3. Планшайба 3 закреплена на барабане 4, смонтированном на шпинделе 5, который установлен на подшипниках в корпусе 6. Внутри шпинделя 5 установле0 на втулка 7 с фланцем 8.
На планшайбе 3 в направляющих 9 закреплены с возможностью радиального и ограниченного осевого перемещения относительно планшайбы 3 ползуны Юсрежу5 щими ножами 11с различными углами заточки.
Между планшайбой 3 и ползунами 10 при контакте последних с направляющими 9 имеются различные по величине зазоры
0 31, 32, аз. Величина зазора ai и 32 определяется прокладками 12 с толщиной (5i , 62 . Минимальный зазор ai больше, чем b - вылет узла крепления режущего диска от плоскости резания 1-1. Таким образом.
5 (ai Э2 аз) Ь. В наклонном отверстии ползунз смонтированы вкладыши 13, причем для регулировки положения одного из них предусмотрены винты 14.
Во фланце 8 на палец 15 посажен на0 клонно х оси вращения планшайбы 3 клин 16с возможностью радиального перемещения во фланце с помощью винта 17 через шпильки 18. Второй конец клина. 16 пропущен в наклонное отверстие в ползуне 10.
5 Втулка 7, смонтированная в шпинделе 5 с возможностью осевого перемещения, кинематически связана с механизмом (не показан) ее осевого перемещения. Внутри втулки 7 с радиальным зазором установлена
0 оправка 19, один конец (не показан) которой закреплен в корпусе 6, а второй - по скользящей посадке в планшайбе 3. Устройство предназначено для отрезания от трубы 20 заготовки 21.
5 Устройство работает следующим образом.
Перед началом работы устройства производится его наладка на диаметр отрезаемой трубы. Для этого труба 20 или
0 заменяющая ее оправка (не показана) закрепляется в зажиме (не показан) и винтами 17 при зазоре между ползунами 10 и режущими ножами 11 до их касания трубы 20 (или оправки). После этого приводом 2 сообща5 ется непрерывное вращение с номинальными оборотами планшайбе 3. Труба 20 свободно перемещается внутри оправки 19 до упора (не показан), фиксируется зажимом (не показан) и конечным выключателем
(не показан) подается команда на отрезку заготовки 21.
По поступившей команде включается механизм (не показан) осевого перемещения втулки 7 с фланцем 8 и, следовательно, клиньев 16. Клинья 16 перемещают ползуны 10 в осевом направлении до образования между одним из ползунов 10 и прокладкой 12 зазора ai и упора его в направляющую 8, после чего начинается его радиальное пере- мещение вместе с режущим ножом. Так как радиальное перемещение осуществляется осевым перемещением клина 16, а все клинья имеют одинаковое осевое перемещение, происходит образование зазора а2 между вторым ползуном и прокладкой 12 и упор его в направляющую 9 и радиальное перемещение его в радиальном направлении вслед за первым ползуном. Аналогичный процесс происходит и с третьим ползуном. После включения в работу третьего ползуна зазоры ai,a2. аз остаются постоянными и большими, чем b - вылет узла крепления ножа относительно плоскости реза до окончания процесса отрезания за- готовки.
Если при использовании устройства нет необходимости после окончания реза передавать заготовки на дальнейшую обработку в направлении перпендикулярном продоль- ной оси устройства, зазор ai может быть равным нулю, а зазоры аг и аз устанавливаются по зависимости аз 32 0.
Реверсируется механизм осевого перемещения втулки 7 с фланцем 8 и происходит возврат ползунов 10с режущими ножами 11 в радиальном направлении. По мере выхода ножей 11 за диаметр трубы 20 осевое усилие на ножи 11 со стороны трубы 20 исчезает и радиальное движение ножей прекращает- ся, начинается их последовательное перемещение в осевом направлении с
ползунами 10 до закрытия зазоров ai, 32, аз и ножи занимают исходное положение. Далее цикл повторяется.
Формула изобретения
1.Способ резки труб, преимущественно толстостенных, включающий отрезку заготовки дисковыми ножами с разными углами заточки, отличающийся тем, что, с целью улучшения качества получаемых заготовок и повышения стойкости инструмента, ножи в плоскости резания внедряют в трубу последовательно друг за другом в порядке возрастания углов их заточки, а после вступления в работу последнего ножа внедряют все ножи синхронно в радиальном направлении до завершения резки.
2.Устройство для резки труб, преимущественно толстостенных, содержащее планшайбу, ползуны установленные в направляющих на планшайбе с возможностью радиального и ограниченного осевого перемещения с образованием зазора по меньшей мере между одним ползуном и планшайбой, и ножи с разными углами заточки, установленные на ползунах, отличающееся тем, что ползуны установлены с возможностью образования между ними и планшайбой различных зазоров, определяемых из выражения
О «: ai 32 ... ап,
где ai, 32эп - зазор первого, второго
п-го ползунов относительно планшэйбы, а углы зэточки выбраны из соотношения
а а ап.
где «1 ,«2 «п - угол заточки ножей, установленных на первом, второмn-м ползунах.
3.Устройство по п.2, отличающее- с я тем, что величина зазорэ больше величины вылета крепления ножа от плоскости реза.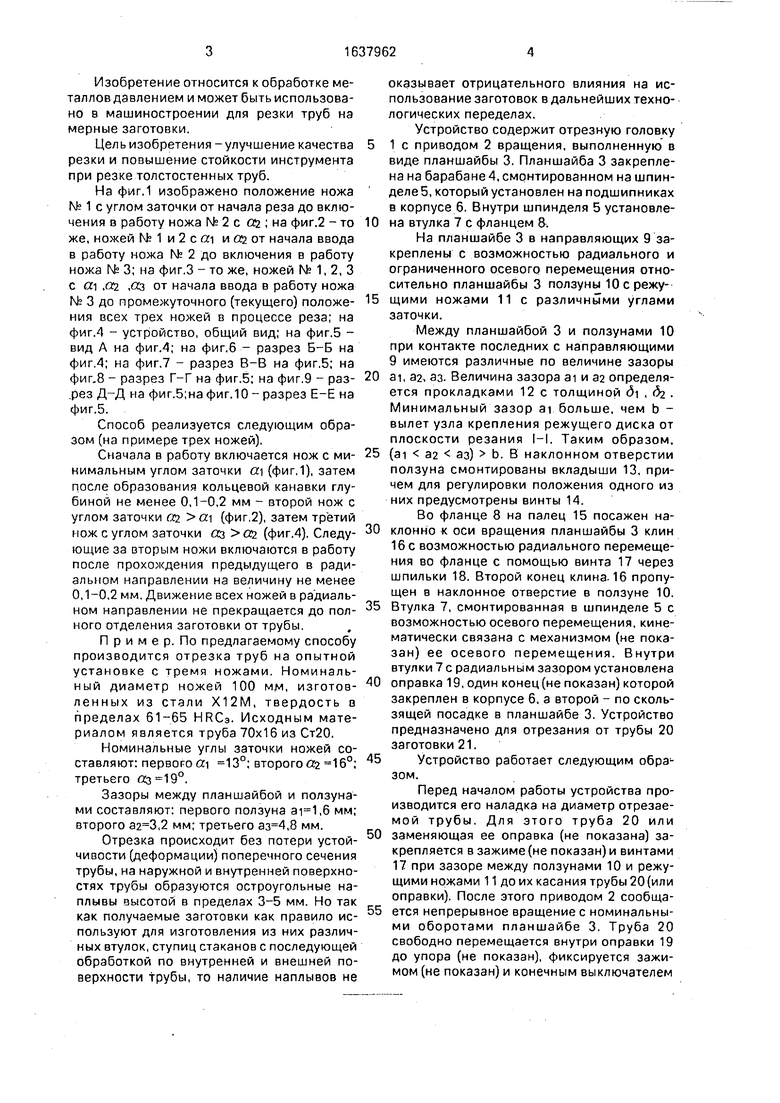
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки труб | 1988 |
|
SU1676758A1 |
| Устройство для резки труб | 1982 |
|
SU1026976A1 |
| Устройство для резки труб | 1981 |
|
SU967692A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 1989 |
|
RU2038927C1 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ВНУТРЕННЕГО ГРАТА НА ТРУБАХ ПОСЛЕ СВАРКИ | 2003 |
|
RU2257989C2 |
| УСТРОЙСТВО для РЕЗКИ ТРУБ | 1970 |
|
SU284565A1 |
| Устройство для резки труб | 1985 |
|
SU1393553A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ НЕПРЕРЫВНО ДВИЖУЩИХСЯ ТРУБ | 2002 |
|
RU2242334C2 |
| Устройство для резки труб | 1988 |
|
SU1590221A1 |
| Способ резки тонкостенных труб и устройство для его осуществления | 1985 |
|
SU1382599A1 |
Изобретение относится к машиностроению и может быть использовано в заготови/ тельном производстве для безотходной мерной резки труб. Цель изобретения - улучшение качества отрезаемых труб и повышение стойкости инструмента. Изобретение позволяет при резке труб обеспечить внедрение в плоскости реза 1-1 ножей 11 в трубу 20 последовательно друг за другом в порядке возрастания углов их заточки, начиная с ножа, имеющего меньший угол заточки. Устройство выполнено с возможностью образования между планшайбой 3 и ползунами 10 различных по величине зазоров: ai 32 ...ап. Каждый из зазоров больше вылета узла крепления ножа 11 от плоскости реза 1-1. На ползунах, установленных с большим зазором относительно планшайбы, установлены ножи с большим углом заточки. 2 с. и 1 з.п. ф-лы, 10 ил. Ё а « О GJ N| Ю О ГО I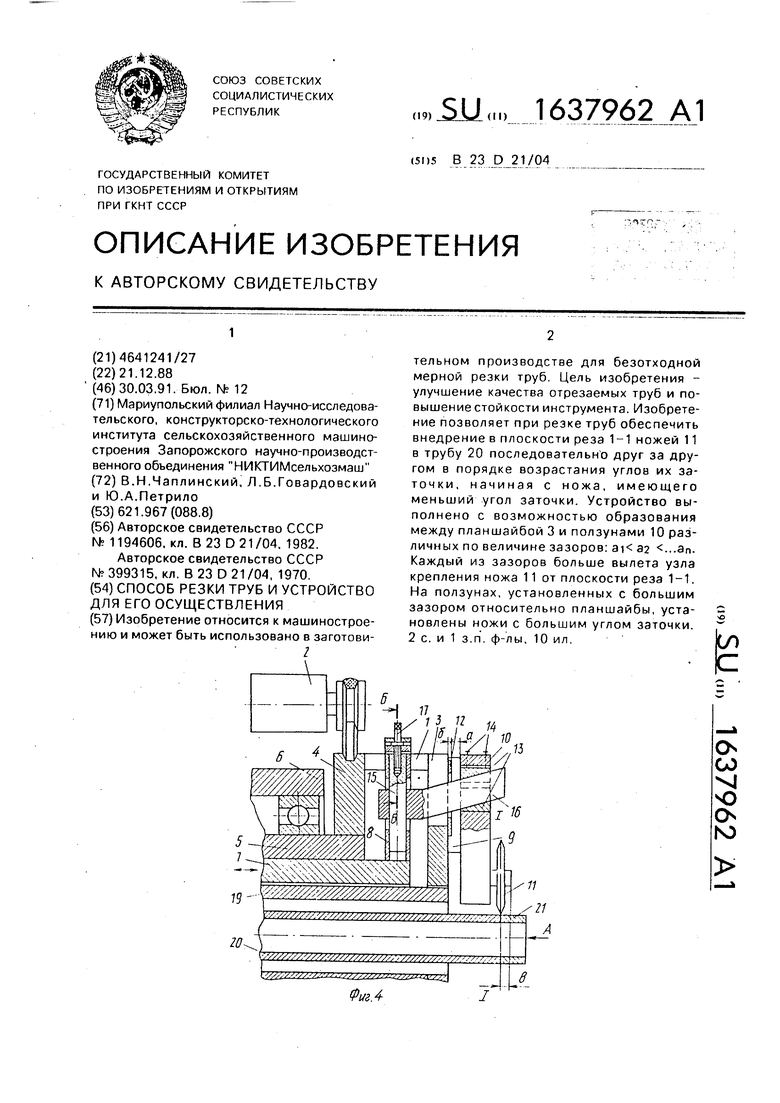
Фиг.1
Р«г.2
cpui$
Фиг.5
видА
11
5-6
18
Фиг. 5
«У
16
Л-Л побернуто
10
ч
С
X. У J
WZ
т
У,
у/л
/.
13
ЖХ
/77/
Y
ШШ
УР
Фиг.9
Г-Г повернуто
Я
5-Е
4&zm2
Фаг. 10
| Способ резки труб | 1982 |
|
SU1194606A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
| УСТРОЙСТВО для РЕЗКИ ТРУБ | 0 |
|
SU399315A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
