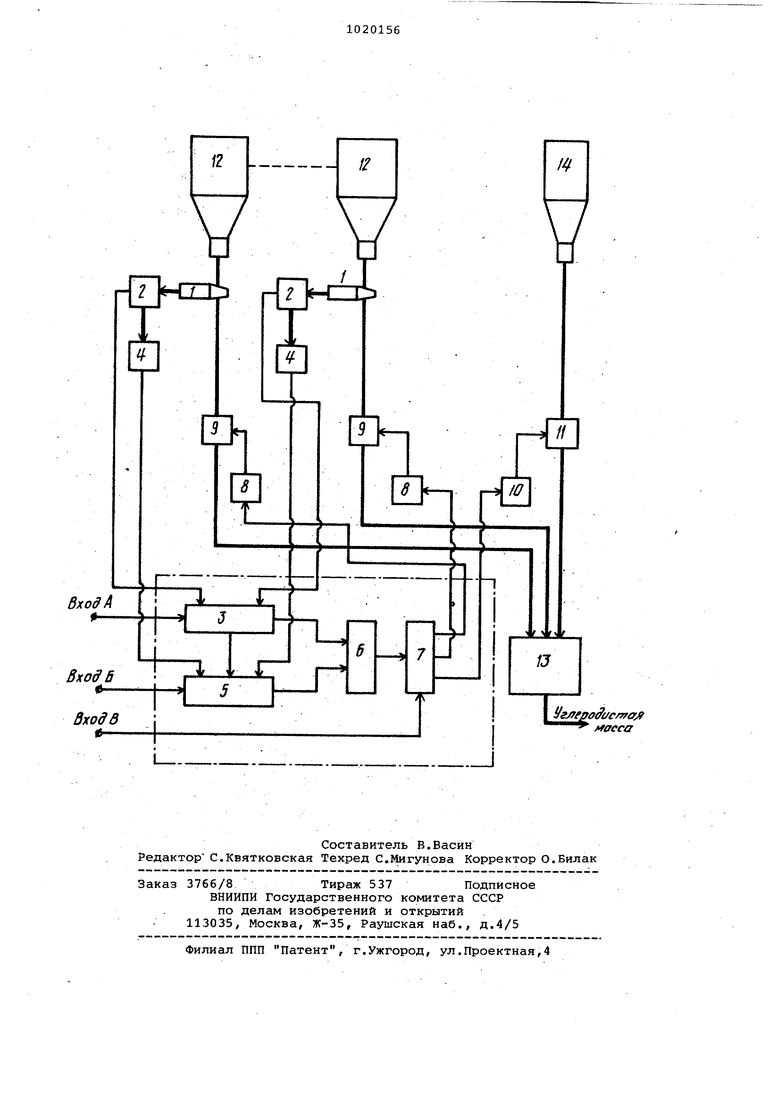
Изобретение относится к автоматическому управлению процессами смешения и может буть использовано при приготовлении смесей сыпучих компонентов со связующим, в первую очеред в производстве углеродистых смесей в электродной промьииленности., Известен способ управления процес сом приготовления углеродистых смесей, в котором твердые углеродсодержащие материалы после измельчения и рассева подают в сортовые бункера, а затем через дозаторы их направляют в смесительную машину вместе со связующим tl Однако указанный способ не устраняет колебания текущего гранулометри ческого состава смеси, который изменяется в процессе производства слу чайным образом в широких пределах. Наиболее близким по технической сущности к предлагаемому является способ автоматического управления процессом приготовления углеродистых смесей путем отбора проб каждого из сыпучих компонентов шихты,.измерения содержания каждой контролируемой фракции в каждом компоненте, определения долевого содержания каждого сыпучего компонента в смеси с помощь математической модели и регулировани расхода сыпучих компонентов по результатам вычислений С2 . Недостатком известного способа является низкая точность стабилизации заданного качества смеси сыпучих ве- ществ и связующего,обусловленнгш изменением во времени удельной поверхности частиц за счет изменения их пористос ти и формы. Цель изобретения - повышение точности стабилизации заданного состава углеродистой смеси. Поставленная цель достигается тем что согласно способу автоматического управления процессом приготовления углеродистых смесей путем отбора проб каждого из сыпучих компонентов шихты, измерения содержания каждой контролируемой фракции в каждом компоненте, определения долевого содер жания kaждoгo компонента в смеси с помощью математической модели и регу лирования расхода сыпучих компоненто по результатам вычислений, дополнительно измеряют удельную поверхность каждой фракции в каждой пробе и в зависимости от совокупности измеренных параметров регулируют расходы сы пучих компонентов и связующего. На чертеже представле а схема автоматической системы управления процессом приготовления углеродистой смеси. система сод}ержит пробоотборник 1 каждого вида сыпучего компонента, связанный с анализатором 2 содержания контролируемой фракции и блоком 3 вычисления содержания каждого вида сыпучего компонента в смеси, анализатор 4 удельной поверхности, связанный с блоком 5 вычисления количества связующего,блоки 6 и 7 ВЕлчисления количества связующего и каждого-вида сыпучего компонента на заданное количество углеродной смеси, соединенные через блок 8 задания производительности с дозаторами 9 сыпучих компонентов и через блок J.O задания производительности дозатору 11 связующего. Количество элементов 1,2, 4, 8 и 10 зависит от числа сыпучих компонентов, входящих в состав приготовляемой смеси и дозируемых из самостоятельных емкостей (сортовых бункеров 12 в,смеситель 13, в который из емкости 14 подают связующее (пек). Пробоотборники 1 периодически отбирают пробы каждого вида сыпучего компонента. Из пробоотборников 1 прОбы поступают в анализатор 2 содержания каждой контролируемой фракции в каждом .компоненте, Из блока 2 значение содержания каждой контролируемой фракции в каждом компоненте вводят в блок 3 вычисления нового содержания, каждого вида сыпучего компонента в смеси сыпучих компонентов, обеспечивакяцего заданное содержание контрольных фракций в смеси сыпучих компонентов. В блок 3 через вход А также вводят информацию о заданном содержании контрольных фракций в смеси сыпучих компонентовi Вычисленные в блоке ii значения содержания каждого вида сыпучего компоц,ента в их смеси направляют в блоки 5 и 6.Разделенную на фракции крупности пробу из анализатора 2 направляют в анализатор 4, где измеряют удельную поверхность каждой контролируемой фракции каждого сыпучего компонента. Полученные сведения об удельной поверхности из блока 4 вводят в блок 5. В блок 5 через вход В вводят информацию о заданном расходе связующеЬо на единицу поверхности каждой ; контролируемой фракции каждого компонента, в блоке 5 на основании сведений о содержании каждого вида сыпучего компонента в их сМеси (из блока з), сведений об удельной поверхности частиц в контролируемых фракциях и информации о заданном удельном расходе связующего (через вход Б) вычисляют количество связующего на единицу массы смеси сыпучих компонентов. Полученное.значение из блока 5 передают в блок 6. В блок 6 также поступают вычисленные в блоке 3 значения .содержания сыпучих компонентов в их смеси. На основании этих сведений в блоке б вычисляют содержания связующего и каждого вида сыпучего компоиента в изготовляемой углеродистой смеси, которые обес печат чаданное количество -последней Вычисленные значения содержаний связующего и сыпучих компонентов в углеродистой смеси из блока b направляют в блок 7, куда также- вводят через вход В информацию о заданном количес ве углеродистой смеси. В блоке 7 вычисляют производительности дозаторов связующего и наполнителей, которые обеспечат, производство требуемого количества узуеродистой смеси заданн го качества. Рассчитанные значения;производительности дозаторов сыпучих компонентов из блока 7 вводят в устройство задания-8 производительности соответствующего дозатора 9. Рассчи танное значение производительности дозатора связукицего подают в устройство 10 задания производительности дозатора 11 связующего. Требуемое количество связу биГёго 2,:. (массу дозы связующего для перио дического процесса смешения, кг и производительность дозатора связую щего для непрерывного процесса, кг/мин ) и каждого из видов.сухого компонента Zj (массу дозы j-ro сыпучего компонента для периодического процесса, .кг, и производительность дозатора j-ro сыпучего компонента для непрерывного процесса, кг/мин ) определяют соответственно по формуламГ- Г , .)г Ъ я ЗЯгл Хв fr lff( f,«ji5, где М - заданное количество углеродистой массы (масса замеса для периодического процесса, кг, и производительность смесителя для непрерывного процесса, кг/мин ; Х: - содержание j-ro вида сыпучего компонента в смеси сыпучих компонентов, доли единицы :5;- удельная поверхность 1-й контролируемой фракции j-ro компонента, см /г; содержание ; i-и контролируемой фракции в J-M компоненте/ qjjj- заданный расход связующего на единицу поверхности т-и контролируемой фракции j-го компонента, г/см. Использование предлагаемого способа управления процессом приготовле-ния углеродистых смесей позволяет увеличить точность стабилизации соотношения наполнитель - связующее на 5-10%, что привюдит к улучшению качества продукции (стабилизации визкопластичесКих свойств углеграфитдвой смеси ), к увеличению ее выпуска за счет уменьшения брака, а также к увел11чению коэффициента использования оборудования, снижению ждельных норм расхода материалов л энергия. Ожидаемый экономический эффект от реализации предлагаё это способа в цехе производства электродной массы составит тыс.руб. в год.
12
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления процессом приготовления смеси сыпучих веществ и связующего | 1981 |
|
SU993996A1 |
| Способ автоматического управления процессом приготовления углеродистых масс в смесителях периодического действия | 1990 |
|
SU1699577A1 |
| Устройство для составления смесей заданного состава | 1978 |
|
SU709153A1 |
| Устройство для составления смеси заданного состава | 1983 |
|
SU1196819A1 |
| Устройство для управления дозированием компонентов в смесях | 1984 |
|
SU1247846A1 |
| ЭЛЕКТРОДНАЯ МАССА ДЛЯ САМООБЖИГАЮЩИХСЯ ЭЛЕКТРОДОВ РУДОВОССТАНОВИТЕЛЬНЫХ ПЕЧЕЙ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1997 |
|
RU2121989C1 |
| Устройство для составления смесей | 1976 |
|
SU580890A2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ МОКРОГО САМОИЗМЕЛЬЧЕНИЯ ШЛАМА В МЕЛЬНИЧНОМ АГРЕГАТЕ | 2010 |
|
RU2428256C1 |
| СПОСОБ СОРТИРОВКИ ГОРНОЙ МАССЫ НА РУДНУЮ И НЕРУДНУЮ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2101094C1 |
| Способ управления процессом смешивания волокнистых материалов, преимущественно асбеста | 1977 |
|
SU685320A1 |
СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ПРИГОТОВЛЕНИЯ УГт ЛЕРОДИСТЫХ СМЕСЕЙ HytfeM проб каждого из сыпучих компонентов шихты, измерения содержания лсаждой .: контролируемой фракции в кгикдом компоненте, определения долевого содержания каждого сыпучего компонента в смеси с помощью математической модели и регулирования расхода сыпучих компонентов по результатам вычислений, отлич аюцийся тем, что, с целью повьнаения точности стабилизации заданного состава углеродистой смеси, дополнительно измеряют удельную поверхность Ксскдой фракции с в каждой пробе -и в зависимости от совокупности измеренных параметров реО) гулируют расходаа сыпучих компонентов и связующего. с
oA/cfffOff acca
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Гасик М.И | |||
| Самообжигающиеся электроды рудовосстановительных электропечей | |||
| М., Металлургия, 1976 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Е4ffiti»^ i ,,f^.itС. Я. Дулькин, И. С. Вайншток и А. Э. Гордонb:':&;;K;Uphi:i,# | 0 |
|
SU390817A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
