Изобретение относится к литейному производству, в частности к непрерывному литью лент.
Известна установка для непрерывного литья намораживанием, содержащая валоккристаллизатор и литниковую коробку 1.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является устройство для непрерывного литья намораживанием, содержащее валок-кристаллизатор, литниковую коробку и валок для сглаживания еще незатвердевщей части заготовки 2.
Общим недостатком известных устройств является то, что в результате контакта стенок литниковой коробки с рабочей поверхностью охлаждаемого валка-кристаллизатора, стенки литниковой коробки охлаждаются до температуры, значительно ниже температуры кристаллизации расплава. В зонах контакта литниковой коробки с валом-кристаллизатором образуются скопления кристаллов, которые выносятся на свободную поверхность формируемой ленты, ухудщая качество поверхности и увеличивая разнотолщинность. Скопление кристаллов у торцевых стенок литниковой коробки препятствует свободному выходу ленты, на ее кромках образуются трещины, что значительно снижает надежность, устойчивость процесса литья. В случае получения тонких отливок это приводит к обрыву ленты, и процесс осуществить не удается.
Цель изобретения - повыщение устойчивости процесса литья и улучшение качества отливки.
Поставленная цель достигается тем, что в устройстве для непрерывного литья намораживанием, содержащем валок-кристаллизатор и литниковую коробку, в боковых стенках литниковой коробки выполнены каналы для подачи расплава, а в днище - выходное отверстие и горизонтальный канал, соединяющий между собой каналы в боковых стенках коробки и выходное отверстие, при этом все каналы расположены на расстоянии от рабочей поверхности валка-кристаллизатора 0,5-1,0 диаметра каналов.
На фиг. 1 изображено устройство, общая схема; на фиг. 2 - разрез А-А на фиг. 1.
Устройство для непрерывного литья намораживанием содержит валок-кристаллизатор 1, контактирующий с литниковой коробкой 2. В боковых стенках литниковой коробки выполнены каналы 3, которые соединяются между собой горизонтальным каналом 4, выполненным в днище коробки 2параллельно рабочей поверхности валкакристаллизатора 1. Горизонтальный канал .4 через ответвление 5 соединен с выходным отверстием 6 полости литниковой коробки 2. Расплав подается из промежуточной емкости 7.
Устройство работает следующим образом. Перед началом литья литниковую коробку 2 нагревают до температуры заливки расплава. Непосредственно перед заливкой литниковую коробку 2 вводят в соприкосновение с валком-кристаллизатором 1. В процессе литья расплав из промежуточной емкости 7 подают в каналы 3. Расплав через
5 каналы 3 поступает в горизонтальный канал 4, и через его ответвление 5 и выходное отверстие 6 поступает в полость литниковой коробки 2. В процессе литья лента формируется на поверхности вращающегося валка-кристаллизатора 1. Необходимый уровень расплава в литниково11 коробке 2 поддерживается с помощью стопорного устройства, расположенного над выходным отверстием 6 (не показано).
При прохождении перегретого расплава через каналы благодаря больщой интенсивности теплообмена расплава с материалом коробки в зону контакта коробки с рабочей поверхностью валка-кристаллизатора передается теплота в количествах, компенсирующих тепло, передаваемое коробкой
0 кристаллизатору.
В результате температура стенок литниковой коробки в зоне контакта с валкомкристаллизатором поддерживается выше температуры кристаллизации расплава, что предотвращает кристаллизацию на них расплава и обеспечивает устойчивый процесс литья.
Пример. Свинцовую ленту толщиной 0,25 мм и щириной 460 мм получают в устройстве для непрерывного намораживания, содержащем стальной валок-кристаллизатор диаметром 206 мм и литниковую коробку, рабочая полость которой изготовлена из чугуна с толщиной стенок 40 мм, в которых выполнены каналы диаметром 12 мм. Расстояние каналов от рабочей поверхности
5 валка-кристаллизатора составляет 6-10 мм. Перед началом литья литниковую коробку подогревают до 450°С, расплав заливают при 450°С скорость литья 12 м/мин, высота ванны в литниковой коробке 20 мм.
Устройство позволяет получить непосред0 ственно из расплава ленту малой толщины.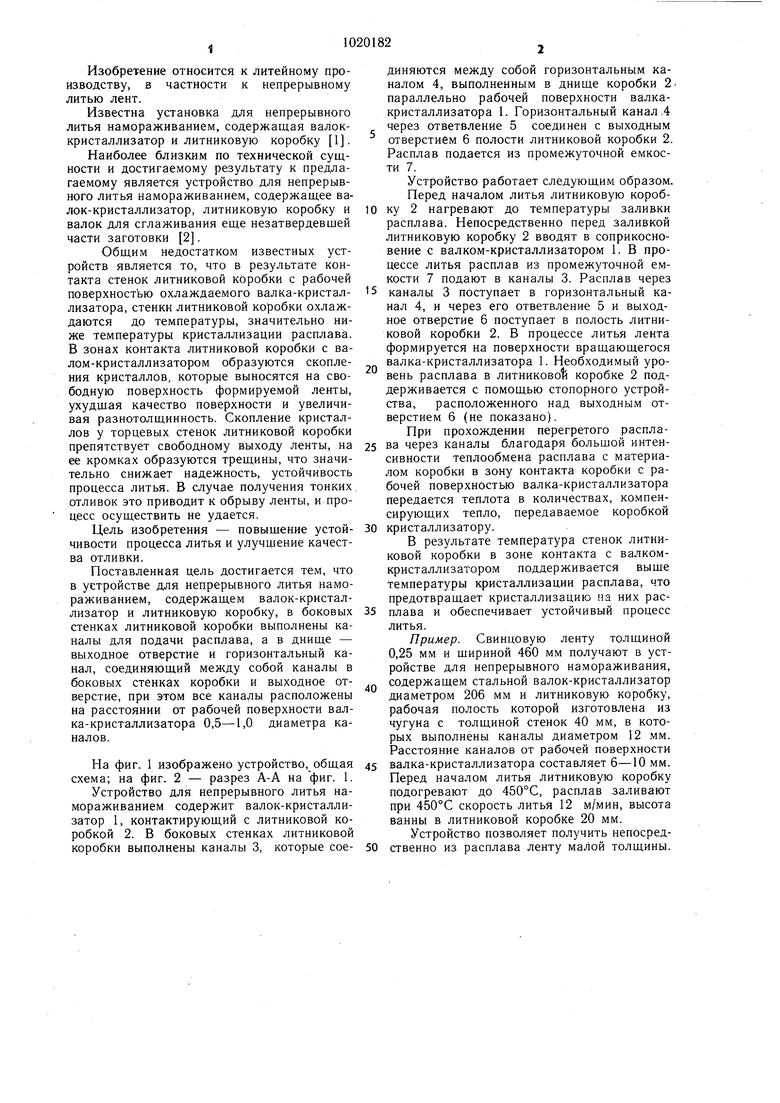
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного литья намораживанием | 1983 |
|
SU1135538A1 |
| Способ непрерывного литья ленты | 1981 |
|
SU1014639A1 |
| УСТАНОВКА НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 1993 |
|
RU2074787C1 |
| Способ непрерывного литья ленты | 1985 |
|
SU1329898A1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСЫ ИЗ НЕПРЕРЫВНО-ЛИТОЙ БИМЕТАЛЛИЧЕСКОЙ ТРУБНОЙ ЗАГОТОВКИ | 1994 |
|
RU2086350C1 |
| Устройство для подачи расплава | 1982 |
|
SU1047582A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛОСЫ | 1997 |
|
RU2113935C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОГО МЕТАЛЛИЧЕСКОГО ЛИСТА ИЗ ТОНКОЙ ЛИТОЙ ПОЛОСЫ И АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА ТОНКОГО МЕТАЛЛИЧЕСКОГО ЛИСТА ИЗ ТОНКОЙ ЛИТОЙ ПОЛОСЫ | 2003 |
|
RU2250151C1 |
| Устройство для непрерывного получения металлической ленты | 1989 |
|
SU1731413A1 |
| Устройство для кристаллизации металлов | 1978 |
|
SU745590A1 |
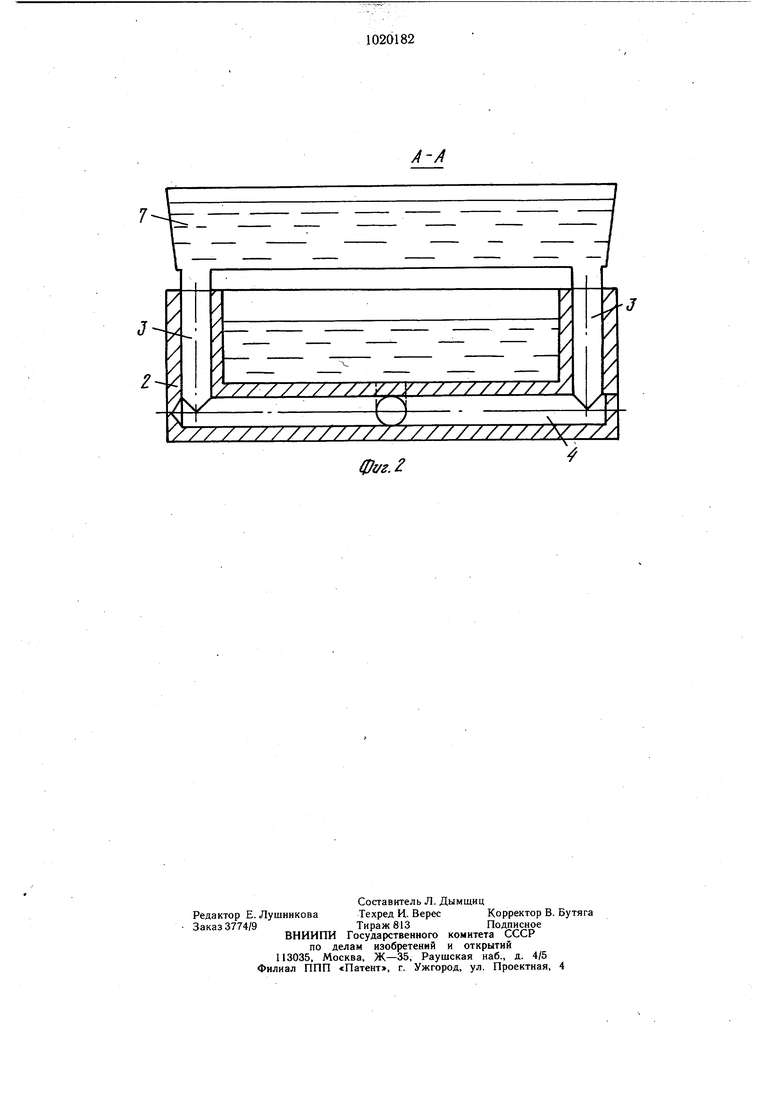
УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ НАМОРАЖИВАНИЕМ, содержащее валок-кристаллизатор и литниковую коробку, отличающееся тем, что, с целью повышения устойчивости процесса литья и улучшения качества отливки, в боковых стенках литниковой коробки выполнены каналы для подачи расплава, а в дниш,е - выходное отверстие и горизонтальный канал, соединяюш,ий между собой каналы в боковых стенках коробки и выходное отверстие, при этом все каналы расположены на расстоянии от рабочей поверхности валкакристаллизатора 0,5-1,0 диаметра Каналов. (Л ю
фиг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Германн Э | |||
| Непрерывное литье | |||
| М., 1961, с | |||
| Прялка для изготовления крученой нити | 1920 |
|
SU112A1 |
| Переставная шейка для вала | 1921 |
|
SU309A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Баландин Г | |||
| Ф | |||
| Литье намораживанием | |||
| М., Машгиз, 1962, с | |||
| Приспособление для картограмм | 1921 |
|
SU247A1 |
| Универсальный двойной гаечный ключ | 1920 |
|
SU169A1 |
