Изобретение относится к механической обработке металлов резанием, а именно к кольцевым сверлам. Известны кольцевые сверла, на наружной поверхности сменных коронок которых выполнены винтовые стружечные канавки, профиль винтовых канавок в сечении, перпендикулярном оси, образован прямыми линиями и дугой окружности, которые в свою очередь сопряжены между собой по радиусу 1. Известный профиль винтовых канавок сверла и его геометрические характеристики обеспечивают хороший отвод стружки и достаточную жесткость инструменту только при сверлении отверстий в чугуне, что не позволяет использовать этот профиль винтовых канавок для сверл, предназначенных для обработки отверстий в других материалах и сплавах, особенно в труднообрабатываемых, дающих сливную стружку. Цель изобретения - повышение производительности и стойкости инструмента путем изменения профиля канавки сверла. Указанная цель достигается тем, что в кольцевом сверле со стружечными канавками, передняя поверхность которых выполнена в виде круговой винтовой поверхности, задние поверхности стружечных канавок выполнены по огибающей семейства круглых цилиндров. На чертеже показано предлагаемое сверло. Сверло состоит из корпуса 1, на котором выполнены канавки 2 с передней 3 и задней 4 поверхностями. Канавка сверла образована двумя винтовыми поверхностями с углом наклона cj . Передняя поверхность канавки 2 образована круговой винтовой поверхностью с образующей линией контакта ее, принадлежащей окружности L, радиус R которой равен радиусу цилиндра. Задняя поверхность 4 канавки сверла выполнена по огибающей семейства круглых цилиндров е. Образующей линией этой поверхности является характеристика ва (линия контакта) цилиндра в его винтовом движении. Данная характеристика лежит на поверхности круглого цилиндра. В торцовом сечении канавки сверла огибающая семейства круглых цилиндров дает кривую а в, а круговая винтовая поверхность кривую в с , что обеспечивает плавность профиля. В процессе работы сверла с данным профилем канавки повышается жесткость, устойчивость сверла и обеспечиваются благоприятные условия удаления стружки из зоны резания, благодаря чему повыщается производительность и стойкость сверла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сверления отверстий и режущий инструмент для его осуществления | 1991 |
|
SU1816247A3 |
| ВЕРШИНА СВЕРЛА ДЛЯ СВЕРЛИЛЬНОГО ИНСТРУМЕНТА | 2007 |
|
RU2452597C2 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2013 |
|
RU2539281C1 |
| ФРЕЗА КОНЦЕВАЯ ДЛЯ ОБРАБОТКИ ТРУДНООБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ | 2012 |
|
RU2507038C1 |
| Спиральное сверло | 1989 |
|
SU1722710A1 |
| КОНЦЕВАЯ ФРЕЗА С НЕСИММЕТРИЧНЫМ РАСПОЛОЖЕНИЕМ УГЛОВ ОТКЛОНЕНИЯ ДЛЯ ОБРАБОТКИ ТИТАНА | 2014 |
|
RU2650019C2 |
| СВЕРЛО | 2001 |
|
RU2277458C2 |
| Сборное сверло | 1991 |
|
SU1816567A1 |
| СВЕРЛО С КАНАЛОМ ДЛЯ СМАЗОЧНО-ОХЛАЖДАЮЩЕГО СРЕДСТВА | 1996 |
|
RU2140341C1 |
| Спиральное сверло | 1989 |
|
SU1632646A1 |
МЕТАЛЛОРЕЖУЩИЙ ИНСТРУМЕНТ, например кольцевое сверло со стружечными канавками, передняя поверхность которых выполнена в виде круговой винтовой поверхности, отличающийся тем, что, с целью повышения производительности обработки, задние поверхности стружечных канавок выполнены по огибающей семейства круглых цилиндров. (Л ю о ;о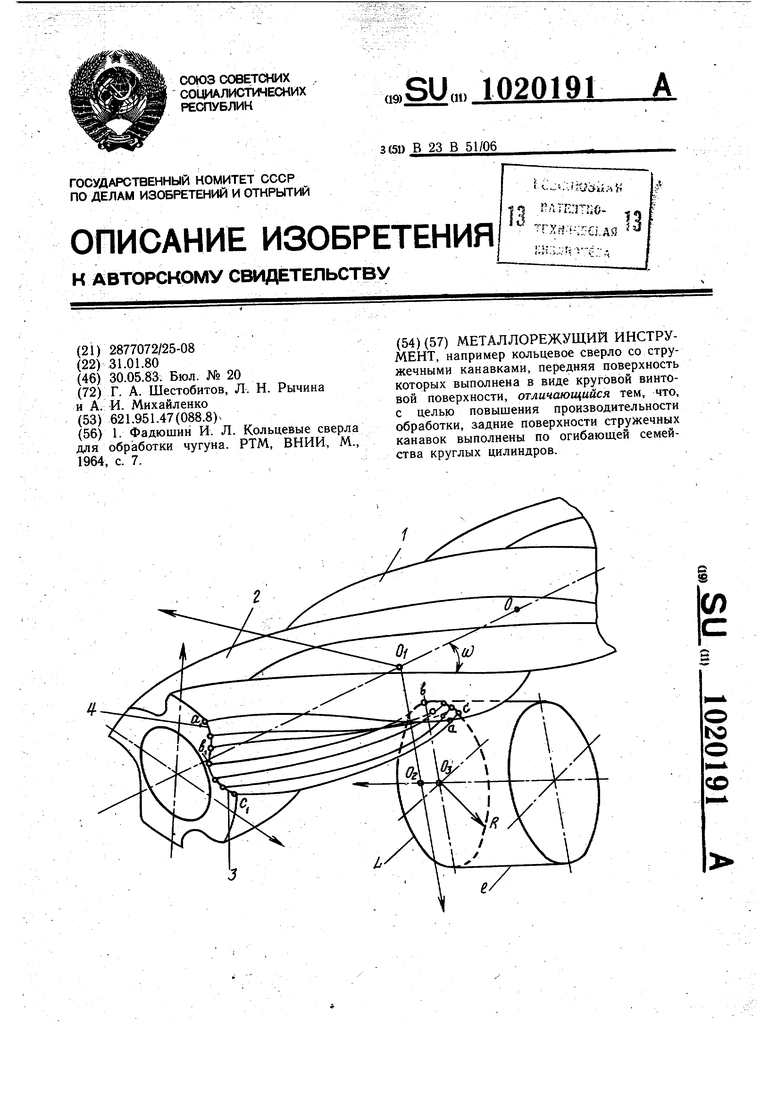
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Фадюшнн И | |||
| Л | |||
| Кольцевые сверла для обработки чугуна | |||
| РТМ, ВНИИ, М., 1964, с | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
