Изобретение относится металлообработке и может быть использовано для изготовления отверстий повышенной точности.
Целью предлагаемого технического решения является улучшение эксплуатационных характеристик упомянутого инструмента.
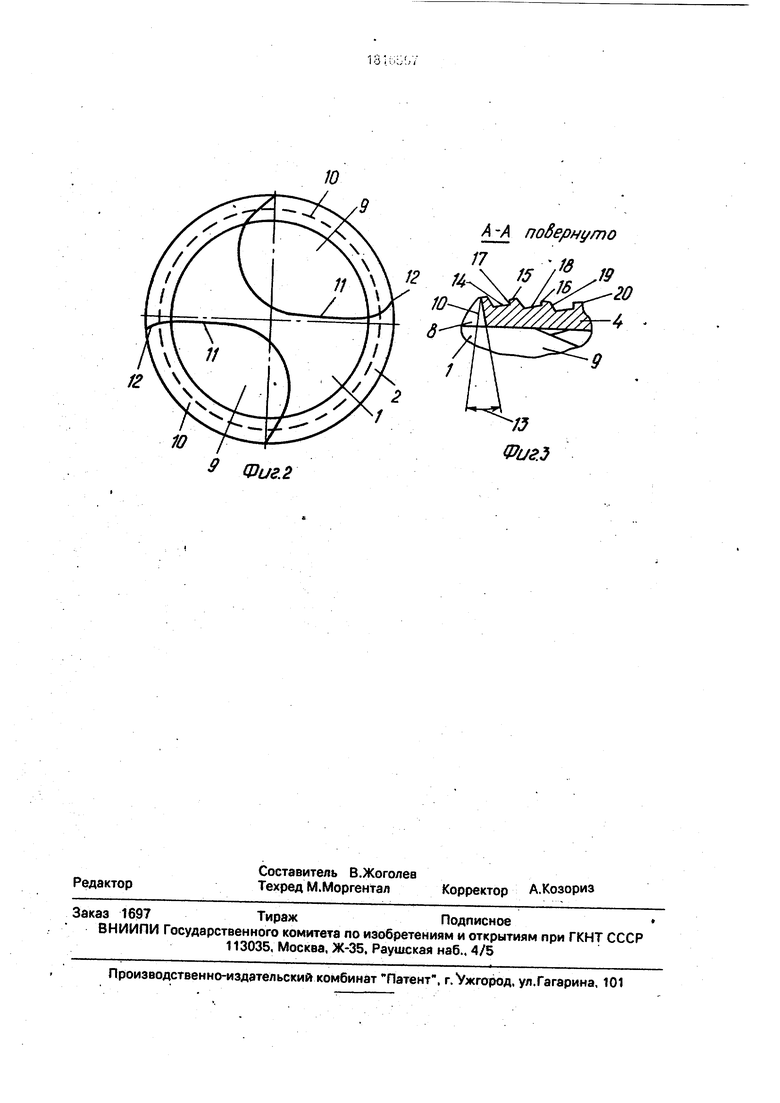
На фиг.1 показан общий вид устройства; на фиг.2 - вид сверху; на фиг.З - сечение А-А.
Сборное сверло состоит из спирального сверла 1. наружная поверхность по рабочей части стебля которого (см.позицию 2 на фиг.1) выполнена конусообразной, также как соответствующая ей внутренняя поверхность 3 насадной режущей головки 4, закрепленной неподвижно (например, с помощью клея) на стебле сверла 1, имеющего также хвостовик 5. Со стороны рабочей части сверла 1 и насадной режущей головки А выполнена заточка по задним граням 6, 7 и паз 8..
На виде сверху (см.фиг.2) предлагаемого устройства приведены (кроме ранее указанных частей последнего) закрытого типа винтовые стружечные канавки 9, предназначенные для перемещения стружки, вспомогательная поверхность 10 и главные режущие кромки 11, 12 соответственно сверла 1 и режущей головки 4.
На фиг.З приведен вид по сечению А-А, показывающий угол 13 поднутрения на вспомогательной поверхности 10, служащий для исключения заклинивания стружки в пазу.8 режущей головки 4,
Кроме того, на режущей головке 4 выполнены винтовые стружечные канавки 14с большим углом наклона (60-70°), направление которых противоположно направлению винтовых канавок 9 сверла 1, причем указанная величина угла выбрана экспериментальным путем и является оптимальной. При этом расположенные на внешней поверхности режущей головки.4 зубья 15 имеют вспомогательную режущую кромку 16, переднюю (17), переходные (18, 19) и за днюю (20) поверхности в виде ленточки с углом 10-15°, что обеспечивается обратной конусностью режущей головки 4.
Функционирование заявляемого инструмента не отличается от обычной работы инструмента для обработки отверстий. При этом в заготовку первыми врезаются главные режущие кромки 11 сверла 1, а затем главные режущие кромки 12 режущей головки 4.
Образующая в результате работы инструмента стружка вначале располагается в пазу в режущей головки 4,,а затем перемещается под влиянием непрерывного стружкообразования в винтовую канавку 9 со сверла 1 беспрепятственно, так как на вспомогательной поверхности 10 режущей головки 4 выполнен угол поднутрения 13.
Вследствие того, что сечение винтовой канавки 9 дифференцирование изменяется , по всей длине (увеличивается в направление к хвостовику 5 сверла 1), какого-либо заклинивания стружки в указанной канавке не
0 происходит.
Для этого наружная поверхность (поз.2 фиг.1) рабочей части сверла 1 и соответствующая ей внутренняя поверхность (поз.5) режущей головки 4 выполнены конусообразными.
5 Затем вступают в работу зубья 15 режущей головки 4, зачищая обрабатываемую поверхность отверстия.
Поскольку ленточка (задняя поверхность 20) имеет задний угол 10-15°. то это
0 обстоятельство способствует уменьшению налипания материала детали на отмеченную ленточку, повышая тем самым чистоту обрабатываемой поверхности, и увеличению стойкости инструмента.
5
Вследствие того, что винтовые канавки 14 режущей головки 4 по направлению противоположны винтовым канавкам .9 сверла 1. то поступающая по этим канавкам охлаж0- дающая жидкость не только дополнительно способствует выталкиванию остатков стружки, но и обеспечивает интенсивное охлаждение всего инструмента в целом, увеличивая также его стойкость и точность.
5
Формула изобретения Сборное сверло, содержащее связанное с хвостовиком спиральное сверло с винтовыми стружечными канавками на на0 ружной поверхности стебля, которая охвачена режущим элементом, отличающееся тем, что, с целью повышения точности путем создания условий для уравновешенных усилий резания, режущий элемент за5 креплен на стебле спирального сверла и выполнен в виде режущей головки с винтовыми стружечными канавками, угол наклона которых равен 60-70°, при этом направление винтовых стружечных канавок головки
0 противоположно направлению, винтовых стружечных канавок спирального сверла, причем последние выполнены с поперечным сечением, увеличивающимся в направлении от режущей части к хвостовику, а
5 внутренняя поверхность режущей головки и предназначенная для сопряжения с ней наружная поверхность стебля выполнены конической формы с направлением вершины конуса в сторону режущей части спирального сверла.
9 Фие.2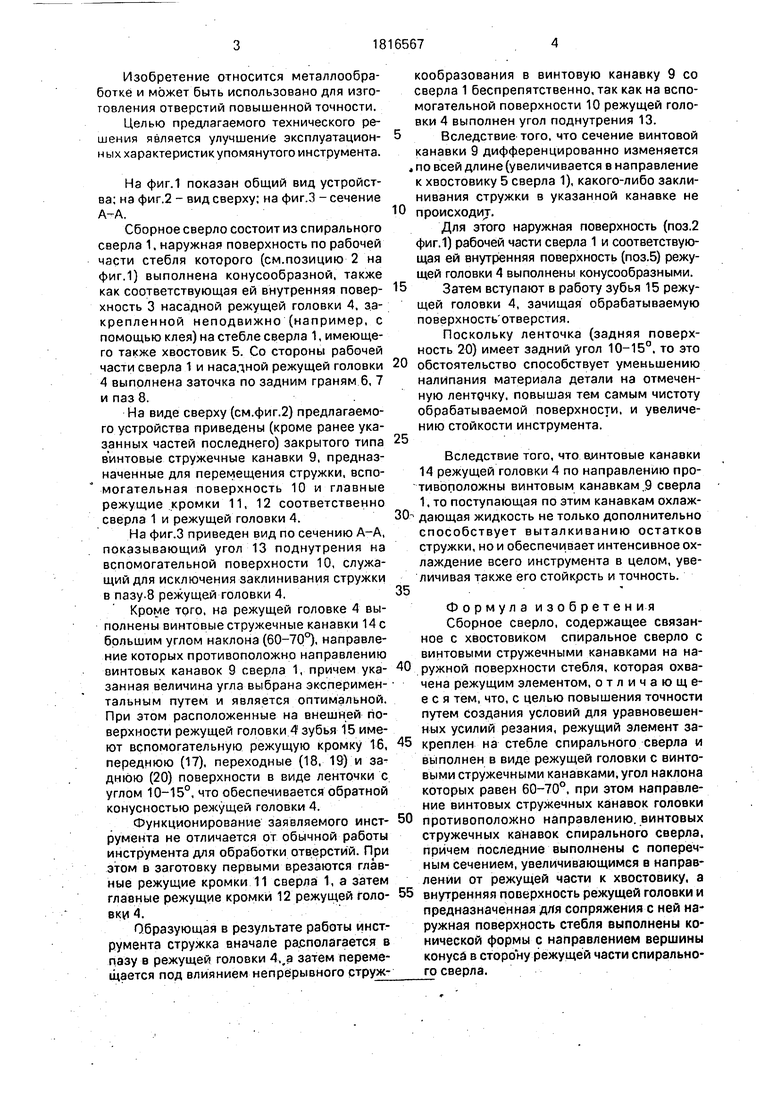
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сверления отверстий и режущий инструмент для его осуществления | 1991 |
|
SU1816247A3 |
| ВЕРШИНА СВЕРЛА ДЛЯ СВЕРЛИЛЬНОГО ИНСТРУМЕНТА | 2007 |
|
RU2452597C2 |
| СВЕРЛО С КАНАЛОМ ДЛЯ СМАЗОЧНО-ОХЛАЖДАЮЩЕГО СРЕДСТВА | 1996 |
|
RU2140341C1 |
| Спиральное сверло | 1989 |
|
SU1722710A1 |
| СПИРАЛЬНОЕ СВЕРЛО | 2000 |
|
RU2198608C2 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ МНОГОФУНКЦИОНАЛЬНОЙ МЕХАНИЧЕСКОЙ ОБРАБОТКИ И ДЕРЖАВКА ДЛЯ НЕГО | 2004 |
|
RU2364477C2 |
| Спиральное сверло | 1981 |
|
SU965627A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПЕРЕМЫЧКОЙ | 2009 |
|
RU2462334C2 |
| ИНСТРУМЕНТ ДЛЯ СВЕРЛЕНИЯ С ПЕРЕСТАВЛЯЕМЫМИ РЕЖУЩИМИ ПЛАСТИНАМИ | 1995 |
|
RU2147491C1 |
| СВЕРЛО ДЛЯ ОБРАБОТКИ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ТИПА УГЛЕПЛАСТИКОВ И СТЕКЛОПЛАСТИКОВ | 1995 |
|
RU2095199C1 |
Использование: в металлообработке, может быть использовано для изготовления отверстий повышенной точности. Сущность 8 изобретения: сборное сверло состоит из спирального сверла (1), наружная поверхность (2) рабочей части стебля которого выполнена конусообразной. Соответствующая ей внутренняя поверхность (3) режущей головки (4) также выполнена конусообразной. Головка (4) закреплена на стебле сверла (1), связанного с хвостовиком (5). Направление винтовых стружечных канавок головки (4) противоположно направлению винтовых стружечных канавок спирального сверла (1). Угол наклона винтовых стружечных канавок головки (4) равен 60-70°. 3 ил. 2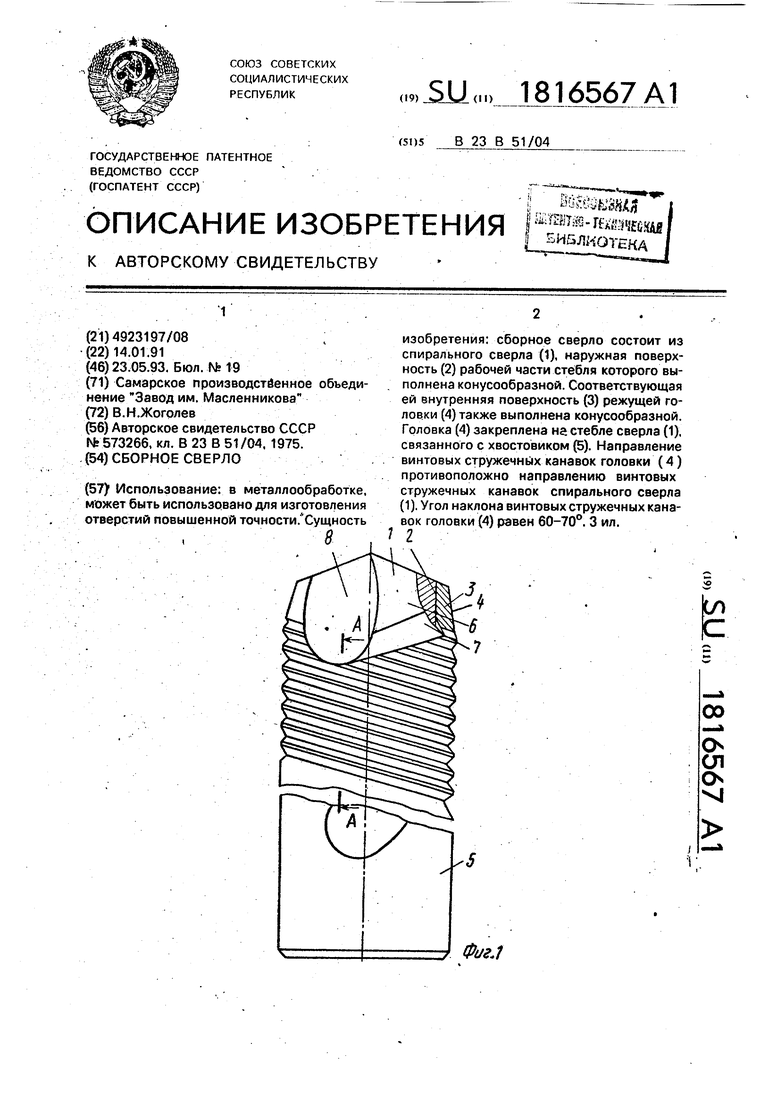
| Комбинированное сверло для глубокого сверления | 1975 |
|
SU573266A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
