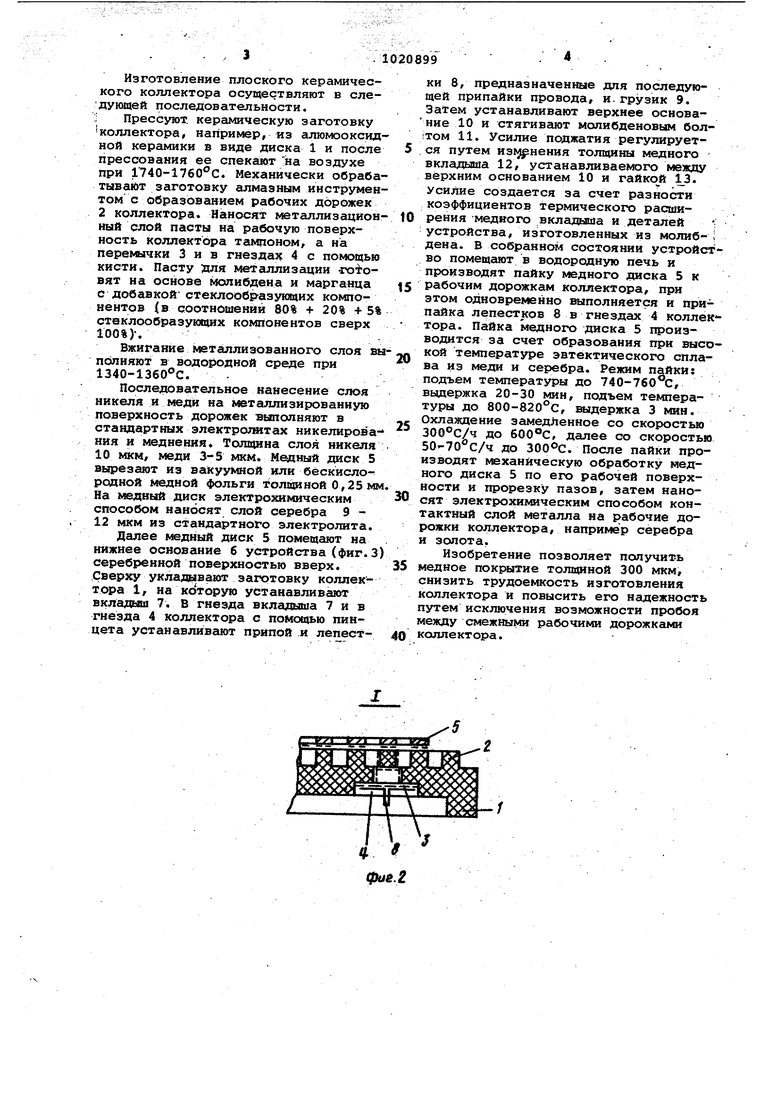
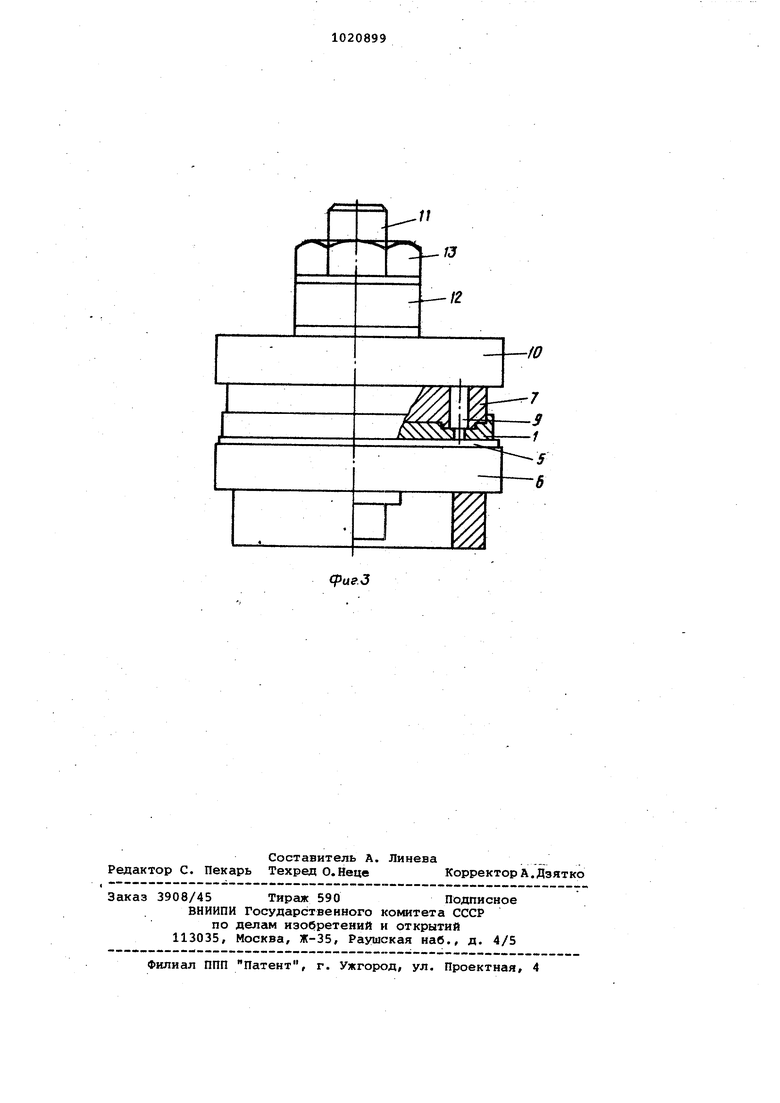
Изобретение относится к технолог изготовления плоских керамических коллекторов и может быть использова в электротехнической промышленности Известны способы получения мета лических покрытий на диэлектриках вакуумным термическим напылением ил химической металлизацией в водных растворах tl и 2, Недостатком известных технически решений является получение тонких слоев металлов (меди, никеля и др.) механическая обработка которых производиться не может. Наиболее близким к изобретению по технической сущности и достигаем му результату является способ изготовления плоского керамического кол лектора, включающий прессование заготовки коллектора, ее спекание и механическую обработку заготовки с образованием рабочих дорожек коллек тора, металлизацию рабочих дорожек коллектора, чистую механическую обработку и электрохимическое нанесение контактного слоя металла на рабочих дорожках коллектора ГЗ 3 Однако в данном технологическом процессе при электрохимическом формировании металлической подложки из меди получить качественное покрытие за одно нанесение не представ ляется возможным, так как наносимое покрытие имеет профиль элибденовог подслоя и повторяет его дефекты. По этому к качеству молибденового слоя ;. предъявляются жесткие треббвания отсутствие пор, инородных включений равномерность по толщине (в предела мкм) . Из-за наличия указанных дефек тов в металлизационном слое (молибден) формирование металлической мед ной подложки, выполняемое электрохимическом способом, производится многократно (3-4 раза) с промежуточ ными .токарными и слесарными операци ми. Рост наносимых электрических покрытий происходит как по толщине, так и по краям дорожек коллектора, что приводит к сравнению соседних дорожек. Разнотолщинность (до 30 мкм) металлизационного (молибденового) слоя и инородные дефекты (например, остатки стеклофазы, комковатость покрытия) приводят к разнотолщинности медного слоя и к свищам в пок рытии. Кроме того, медные покрытия получаются напряженными и имеют крупнозернистую структуру, в гнездах коллектора образуются толстые рыхлые слои меди, имеющие слабое сцепление, что приводит к их отслоению и образований посторонних частиц, что в свою очередь приводит к их попаданию уже в приборе на рабочие дорожки коллектора. Из-за наличия остатков кислорода в медном покрытии невозможен высокотемпературный отжиг в водородной печи для снятия напряжений. Для отжига в вакууме требуется применение высокотемпературных печей с безмасляной откачкой, так как возможен налет масла, . что приводит к изменению поверхностных свойств керамики. Для получения плотного покрытия меди с высокой чистотой поверхности вводится дополнительная операция обкатки шариком. Кроме того, длительное многочасовое пребывание в электрохимической ванне приводит к снижению поверхностного электросопротивления. Из-за рыхлости медного слоя практически невозможно произвести удаление остатков электролита, что в свою очередь также снижает поверхностное электросопротивление. В известном техническом решении припайка лепестков возможна только мягкими припоями, так как высокотемпературная пайка с толстыми медными покрытиями невоз эжна из-за водородной болезни меди и она производится как отдельная операция с последующей обязательной отмывкой остатком флюса. Таким образом, известной технологии присущи большая длительность и трудоемкость изготовления коллектора и низкая надежность.поверхностного электросопротивления. Цель изобретения - снижение трудоемкости изготовления коллектора и повышение его надежности путем исключения возможности пробоя между смежными рабочими дорожками коллектора. Поставленная цель достигается тем, что согласно способу изготовлв ния плоского керамического коллектора, включающему прессование заготовки коллектора, ее спекание и механическую обработку заготовки с образованием рабочих дорожек коллек тора, металлизацию рабочих дорожек коллектора, чистовую механическую обработку и электрохимическое нанесение контактного слоя металла на рабочие дорожки коллектора, фермирование металлической подложки на металлизированной поверхности коллектора, выполняют путем припайки под давлением диска из листовой меди, покрытого слоем серебра, к металлизированной поверхности коллектора, а после формирования подложки производят прорезку пазов в медном диске. На фиг. 1 изображен плоский керамический коллектор; на фиг. 2,- узел I на фиг. 1 на фиг. 3 - устройство для пайки под давлением дисKct из листовой меди к металлизированной поверхности коллектора.
Изготовление плоского керамического коллектора осуществляют в следукнцей последовательности. J Прессуют, керамическую заготовку коллектора, например, из гшюмооксидной керамики в виде диска 1 и после прессования ее спекают на воздухе при 1740-1VeO C. Механически обрабатывайт заготовку алмазным инструментом с образованием рабочих дорожек 2 коллектора. Наносят металлизационный слой пасты на рабочую поверхность коллектора тампоном, а на пере1«ачки 3 и в гнездах 4 с помощью кисти. Пасту для металлизсщии -roioвят на основе молибдена и марганца с добавкойстеклообр-азуюадих компонентов (в соотнсшений 80% + 20% 4-5% стеклообразуюцих компонентов сверх 100%)-,.
Вжигание металлизованного слоя выполняют в водородной среде при 1340-1360°С. .
Последовательное нанесение слоя никеля и меди на металлизированную поверхность дорожек выполняют в стандартных электродахтах никелирования и меднеЕшя. Толщина слоя никеля 10 МКМ; меди 3-5 мкм. Мерный диск 5 вырезают из вакуумной или бёскислородной медной фольги толщиной 0,25 мм Ва медный диск электрохимическим способом наносят слой серебра 9 12 мкм из стандартного электролита.
Далее медный диск S помещают на нижнее основание б устройства (фиг.З серебренной поверхностью вверх. Сверху укладывают заготовку коллектора 1/ на которую устанавливают вкладыш 7. В гнезда вкладыша 7 и в гнезда 4 коллектора с помощью пинцета устанавливгиот припой и лепестки 8, предназначенные для последующей припайки провода, и. грузик 9. Затем устанавливают верхнее основание 10 и стягивают молибденовым болiTOM 11. Усилие поджатия регулируется путем из1 нения толщины медного вкладыша 12, устанавливаемого между верхним основанием 10 и гайко й 13.
Усилие создается за счет разности коэффициентов термического расшиoрения медного вкладыша и деталей устройства, изготовленных из молиб- I дена. В собранном состоянии устройство помещают в водородную печь и производят пайку медного диска 5 к рабочим дорожкам коллектора, при
5 этом одновременно выполняется и припайка лепестков 8 в гнездах 4 коллек тора. Пайка медного диска 5 производится за счет образования при высокой температуре эвтектического спла0ва из меди и серебра. Режим пайки: подъем температуры до 740-760 0, выдержка 20-30 мин, подъем температуры до 800-820°С, выдержка 3 мин. Охлаждение замедленное со скоростью
5 300°С/ч до 600°С, далее со скоростью 50-70 с/ч до . После пайки производят механическую обработку медного диска 5 по его рабочей поверхности и прорезку пазов, затем нано0сят электрохимическим способом контактный слой металла на рабочие дорожки коллектора, например серебра и золота.
Изобретение позволяет получит-ь
5 медное покрытие толщиной 300 мкм, снизить трудоемкость изготовления коллектора и повысить его надежность путем исключения возможности пробоя между смежными рабочими дорожкс1ми коллектора.
0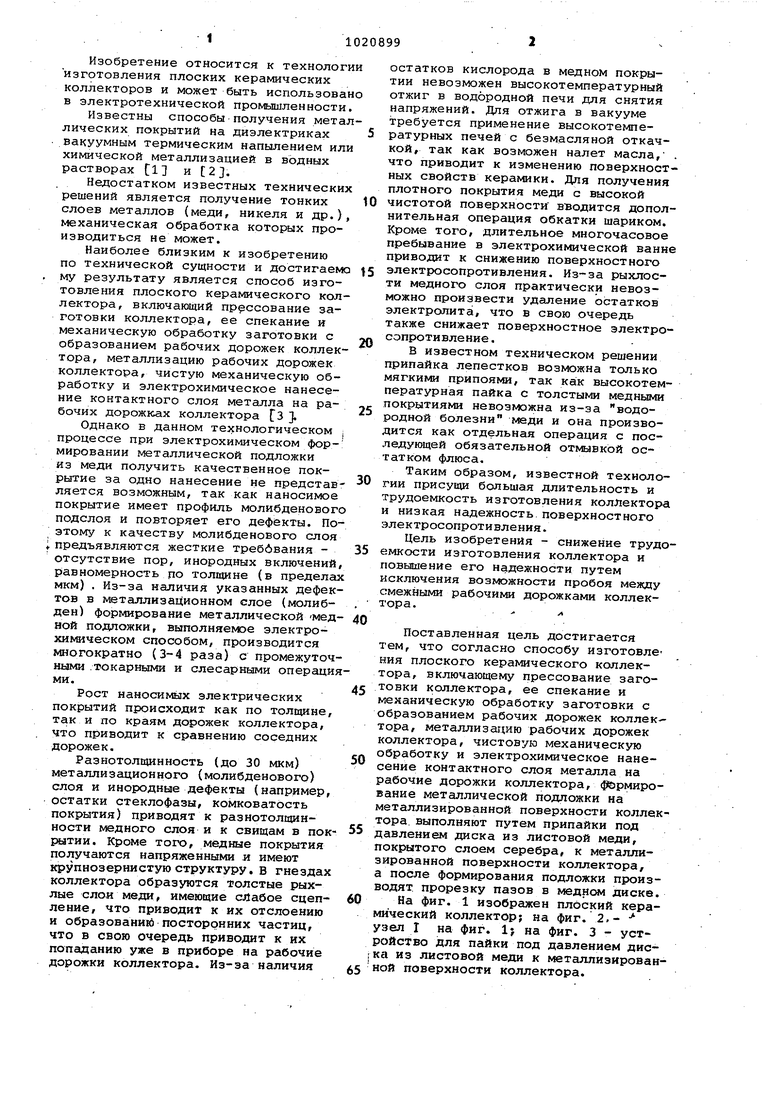
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТАЛЛИЗИРОВАННАЯ КЕРАМИЧЕСКАЯ ПОДЛОЖКА ДЛЯ ЭЛЕКТРОННЫХ СИЛОВЫХ МОДУЛЕЙ И СПОСОБ МЕТАЛЛИЗАЦИИ КЕРАМИКИ | 2011 |
|
RU2490237C2 |
| Способ изготовления плат на основе нитрида алюминия с переходными отверстиями | 2019 |
|
RU2704149C1 |
| Способ металлизации керамики под пайку | 2002 |
|
RU2219145C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ ПОДЛОЖКИ ИЗ АЛЮМОНИТРИДНОЙ КЕРАМИКИ | 2014 |
|
RU2558323C1 |
| Способ изготовления металлокерамических подложек | 2024 |
|
RU2833641C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ КЕРАМИКИ С ПОМОЩЬЮ МЕТАЛЛИЗИРОВАННОЙ ЛЕНТЫ | 2018 |
|
RU2711239C2 |
| НАГРЕВАТЕЛЬ | 2018 |
|
RU2725172C1 |
| Способ металлизации заготовок керамических конденсаторов | 1979 |
|
SU872517A1 |
| Способ пайки деталей из керамики со сталью | 2022 |
|
RU2812167C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ КЕРАМИКИ | 2019 |
|
RU2803161C2 |
СПОСОВ ИЗГОТОВЛЕНИЯ ПЛОСКОГО КЕРАМИЧЕСКОГО КОЛЛЕКТОРА, включающий прессование заготовки коллек-. тора, ее спекание и механическую обработку заготовки с образованием рабочих дорожек коллектора, 1металлизацию рабочих дорожек коллектора, чистовую механическую обработку и электрохимическое нанесение контакт; ного слоя металла на рабочие дорожки коллектора, отличающийс я тем,.что, с целью снижения трудоемкости изготовления коллектора и повышения его надежности путем исключения возможности пробоя между смежными рабочими дорожками коллектора, формирование металлической подложки на металлизированной поверхности коллектора выполняют путем припайки под давлением диска из Листовой меди, покрытого слоем серебра к металлизированной поверхности кол- § лектора, а после формирования подлож(П ки производят прорезку пазов в медном диске. ISD о 00 со со Р«е i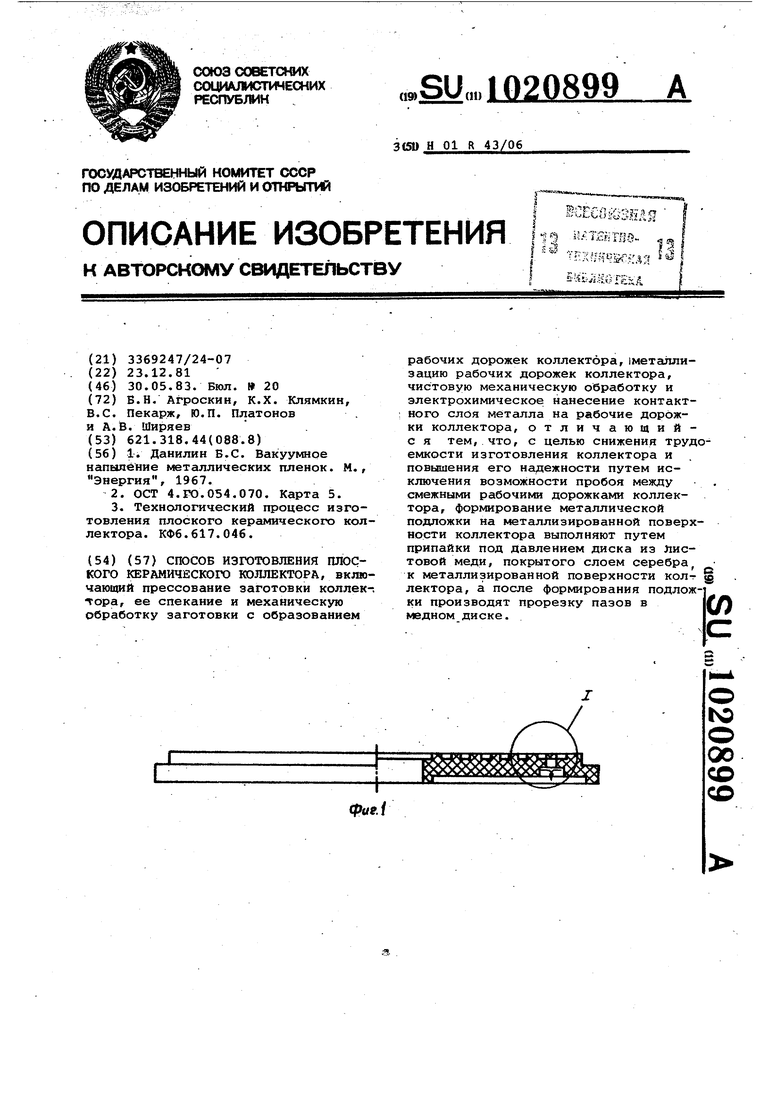
(рие.З
П
ю
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Данилин B.C | |||
| Вакуумное напыление металлических пленок | |||
| М., Энергия, 1967 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
