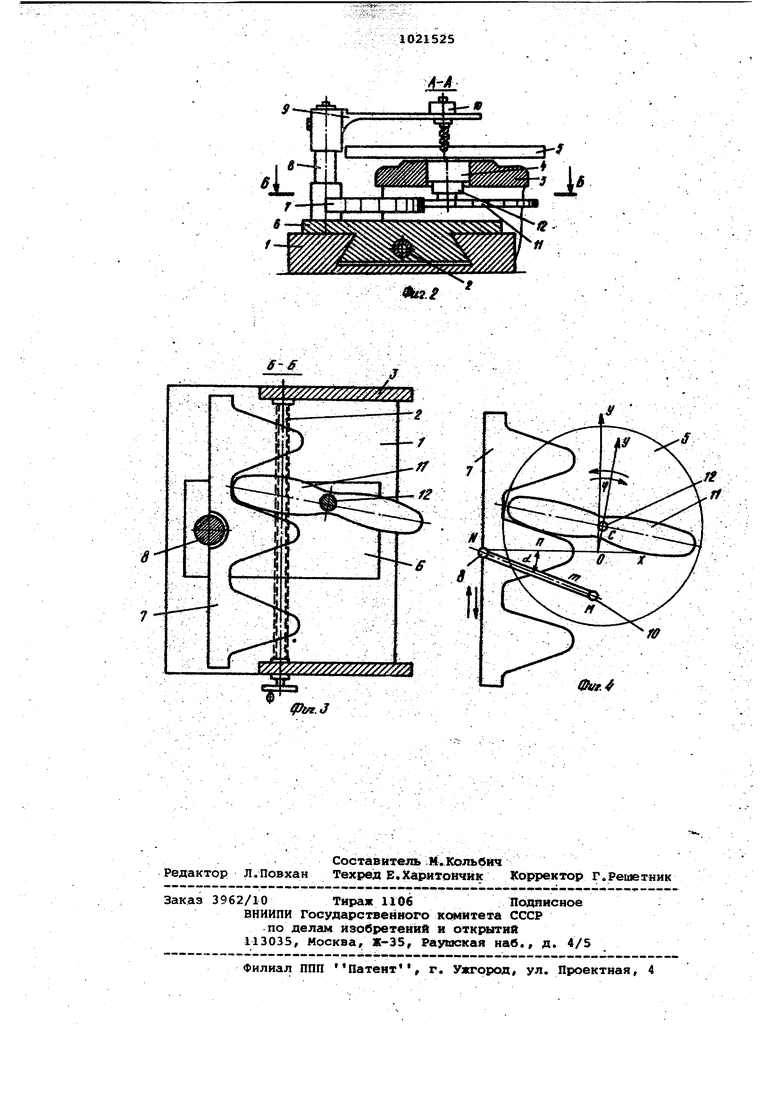
Изобретение откосятся к машиностроению и может 6fcjTb использовано для механической бескопирной обработки криволинейных профилей или пазов (кулачков, некруглых шайб, криволинейных канавок, направляющих и т.п.), очерченных по кривым четве того порядка, известных под названием кривых с соприкасагошимися узла ми. Известен станок для бескопирного фрезерования поверхностей, на основании которого установленьа стол, не сущий патрон с обрабатываемым изделием, установленная с воэможйость перемещения каретка с закрепленным на ней инструменте и механизм образования поверхностей, состоящий из двух параболических зубчатьвс секторов, один из {сото шх жестко св зан с патроном, а второй закреплен каретке Cl3. Известный станок позволяет обрабатывать поверхности или пазы, очерченные только ito кривым третьег порядша. Цель изобретения - расширение те нологических возможностей эа счет фрезерования профилей по чет рертого порядка. Цель достигается тем, что в стан ке, на основании которого установле стола несущий патрон с обрабатызаемь м изделием, размещенная с возможностью пвреме1аения каретка с sstкрепленньа на ней ииструмёнто и ме ханизм образования поверхностей,, со стоящий из двух зубчатых секторов, ОДНИ из которых жестко связан с пат роном, а BTOpojR закреплен яа каретKGf первь(й сектор выполгюн по криво типа сире«а , а второй имеет позторякшийся профиль, очерченный дуй параболы. На фиг.1 представлен станок, вид сверху; на фиг.2 - разрез А-А на фиг.1; иа фиг.З - разрез Б-Б на фнг.2; на ф8г.4 - схема настройки и относительного перемещения изделия и инструмента. Сташж содержит основание 1с ходоэым 2 и столом 3 для установки йатрона 4, несущего обраба:гмва 4ое «эделие 5. В прямолинейне к напразляйвдз основаяия 1 установлена на ходовом винте 2 каретка, б, Recjmjas зубчатый сектор 7, юлвттЛ позторяккаийся профиль, очерченный дугами napst&omt, я колонку 8 с крон штейном 9, на котор л крепится кривод 1C фрезы. эувчатый сектор 11, очерченкглй по сирене, жестко закреп ле: с патроне) 4 посредств(Я4 вала 1 Ставок работает следукщям обраг При вращении рукоятки |Вянта 2 каретка 6 пержевдается в пр :молинейных направляющих основания 1« Вместе с кареткой б перемещается колонка 8 с приводом 10 фрезы и сектор 7, входящий в зацепление с сектором 11, установленном на валу 12. Перемещение сектора 7 обеспечивает по-. ворот сектора 11, а через вал 12 и патрон 4 - поворот изделия 5, Такми образом, зацеплен)ие зубчатых секторов 7 и 11 обеспечивает следующее относительное перемещение режущего инструмента и изделия инструмент (фреза) перемещается вместе с кареткой прдаюлинвйно, а изделие поворачивается вокруг оси вала 12. При этом в зависшлости от настройки прибора фреза обрабат&шает на поверхности детали криволинейн.ый профиль или паз, очерченные различньми кривыми четвертого порядка, известными яод названием кривых с соприкасаищювися узлами. . Вид воспроиэводюшх кривых определяется профилей взаимодействунадих секторов и параметрами настройки станка. Схема настройки показана на фиг.4. В системе хсу уравнение кривой сектора 11 данеет вид у Q {x24- у2) - сирена; ее полярное уравнение Q/sin. В хоу уравнение кривой сектора 7 далеет вид у -а()- парабола; D - параметры параболы и сирены; п - расстояние от оси вала патрона до оси колонки с кронштейном; - расстояние от оси колонки до оси ФрезУ {NM); об- угол установки кронштейна; «f - переменный угол поворота патрона (плоскости хсу). При указанна относительнее движений данных секторов,точка М (ось фрезы) вычерчивает на плоскости иэ- , делия хсу различные кривые 4-го по-. рядка с параметрическими уравнениями X(mcosof.n)co%((m9ine6-feici)&tnV, , :(mcosot-f }sfr -(№stneL «cis P}c«s Настройка станка осуществляется закреплением крошитейна 9 на колонке 8 под тем или иньм углом ot и установкой привода 10 с фрезой на определенном расстоянии га от оси колонки 8, Предлагаемый станок позволяет расширить технологические возможности станка. Обработка сложных поверхностей ведется без применения . копиров, шаблонов и т.д.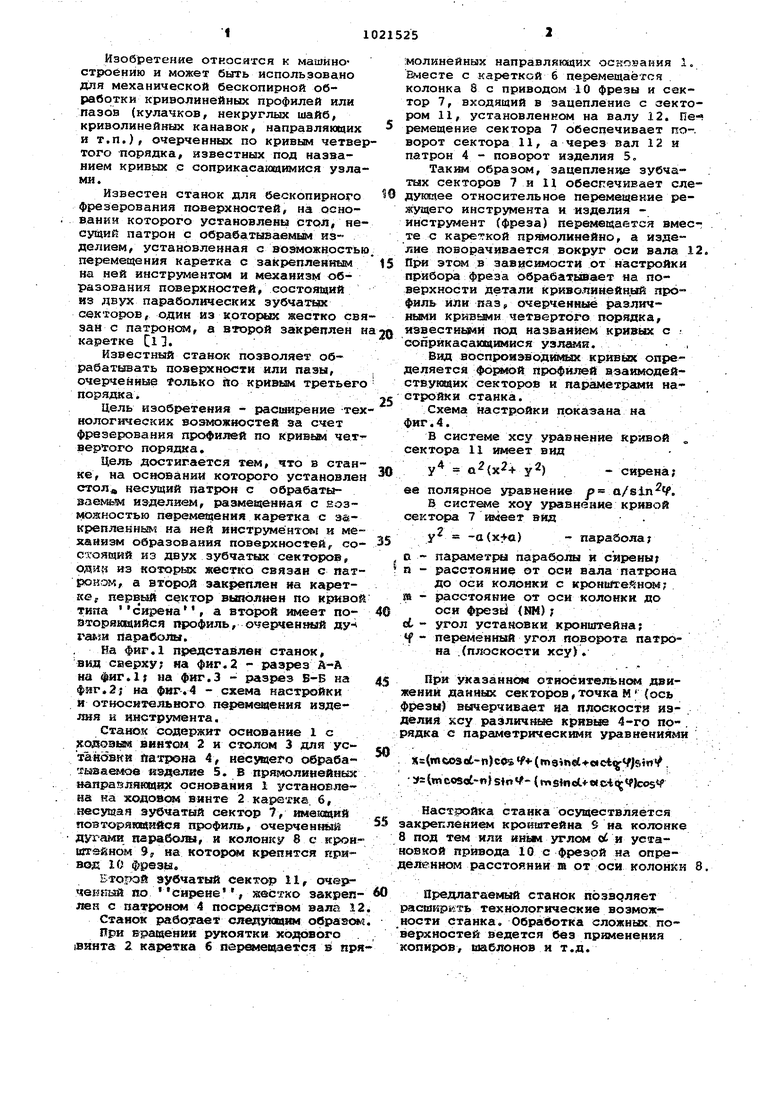
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для бескопирного фрезерования поверхностей | 1980 |
|
SU904921A1 |
| Станок для бескопирного фрезерования поверхностей | 1977 |
|
SU677829A1 |
| Станок для фрезерования криволинейных профилей | 1980 |
|
SU876331A1 |
| ФРЕЗЕРНЫЙ СТАНОК С ЧПУ | 2013 |
|
RU2572111C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ВЫСОКОСКОРОСТНЫМ ФРЕЗЕРОВАНИЕМ | 2012 |
|
RU2544710C2 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1994 |
|
RU2064860C1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1797567A3 |
| ПОТОЧНАЯ ЛИНИЯ | 1971 |
|
SU317507A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПРОФИЛЯ ДИСКОВЫХ КУЛАЧКОВ ТОКАРНО-РЕВОЛЬВЕРНЫХ АВТОМАТОВ | 1969 |
|
SU247003A1 |
| ПРОДОЛЬНО-ФРЕЗЕРНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2015 |
|
RU2616395C1 |

s-6
9ha.J
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
