Изобретение относится к поточным линиям и может быть использовано в деревообрабатывающей и местной промышленности.
Известная поточная линия, включающая фрезерные и круглопильные станки и транспортирующие устройства, не обеспечивает возможности производства деревянных ложек.
Предлагаемая поточная линия отличается тем, что для обеспечения возможности производства деревянных ложек на станках установлены с возможностью возвратно-поступательного перемещения в горизонтальной плоскости но направляющим каретки и кассетыщаблоны.
На фиг. 1 показана поточная линия, общий вид; на фиг. 2 - фрезерный станок для обработки наружной поверхности лопасти ложки, общий на фиг. 3 - зажимной патрон, разрезы по А-А и Б-Б; на фиг. 4 - фрезерный станок для обработки углубления в лопасти ложки, общий вид; на фиг. 5 - то же, вид в плане; на фиг. 6 - кассета для крепления заготовок ложек для выборки углубления, вид в плане и сечение по В-В; на фиг. 7 - схема фрезерования углубления в лопасти ложки; на фиг. 8 - фрезерный станок для выборки дуги лопасти ложки, общий вид; на фиг. 9 - то же, вид в -плане; на фиг. 10 - кассета для крепления заготовок ложек при выборке дуги лопасти, ее общий
вид; на фиг. 11 - фрезерный станок для правки боковин лопасти ложки, общий вид; на фиг. 12 - то же, вид в плане; на фиг. 13 - кассета д.1я крепления заготовок ложек
при фрезеровании боковин лопастей, общий вид; на фиг. 14 - круглопильный станок д.яя обрезки излищков древесины по щирине заготовки ложки, вид в плане и сечение по Г-Г; на фиг. 15 - круглопильный станок для обрезки излищков древесины по высоте заготовки ложки, вид в плане и сечение по Д-Д; на фиг. 16 - фрезерный станок для обработки черенка ложки, вид в плане и сечение по Е-Е; на фиг. 17-кассета для крепления заготовок ложек при фрезеровании нижней части черенка, вид сверху; на фиг. 18 - фрезерный станок для заточки торца черенка ложки, общий вид; на фиг. 19 - фреза для заточки торца черенка ложки, две проекции.
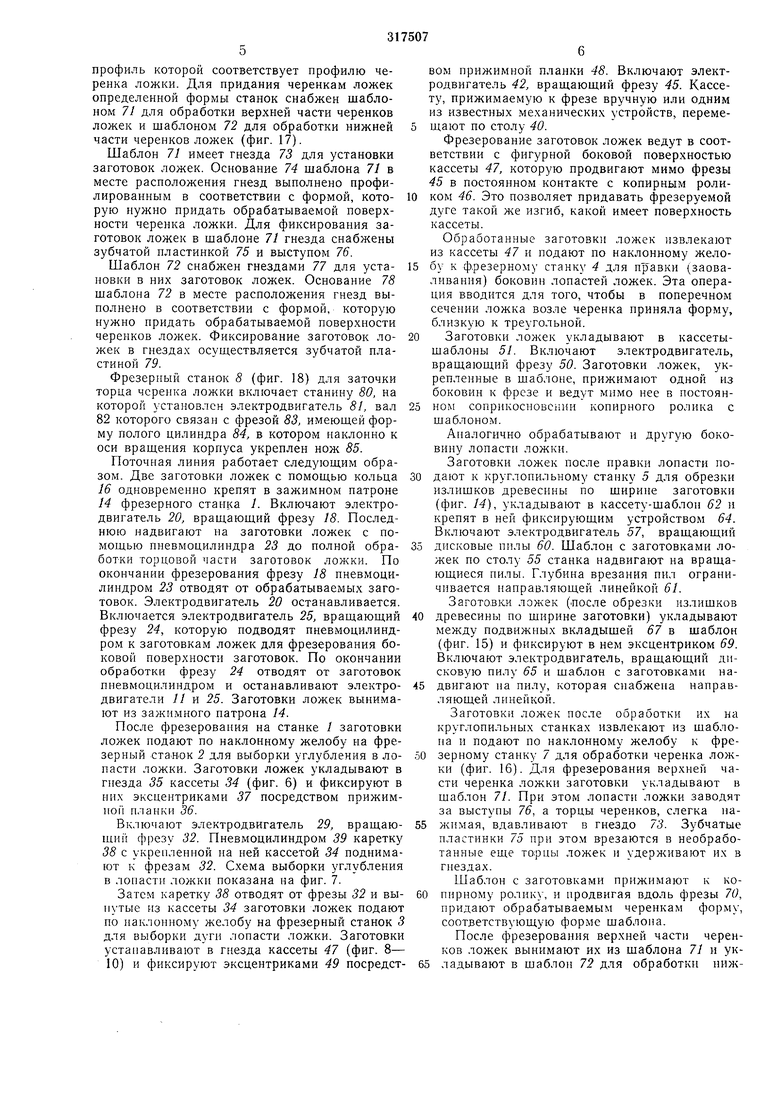
Поточная линия для производства деревянных ложек (фиг. 1) включает: фрезерный станок / для обработки наружной поверхности лопасти ложки; фрезерный станок 2 для выборки углубления в лопасти ложки; фрезерный станок 3 для выборки дуги лопасти ложки; фрезерный станок 4 для правки боковин лопасти ложки; круглопильный станок 5 для обрезки излищков древесины по щирине заготовки ложки; круглопильный станок 6 для обкн ложки; фрезерный станок 7 для обработки черенка ложки; фрезерный станок 8 для заточки торца черенка ложки (коковки); наклонные желоба 9 для транспортировки заготовок ложек от станка к станку в процессе обработки.
:На станине 10 фрезерного станка / (фиг. 1 и ;2) установлен электродвигатель 11, который с помощью известных передающих устройств, например ременной передачи 12, соединен со шпинделем 13, на котором укреплён зажимной патрон 14 с четырьмя пружинящими лепестками /5 (фиг. 3) и кольцом 16 дЛя фиксации в патроне одновременпо двух заготовок /7 ложек.
:Соосно с зажимным патроном установлена формирующая носок лопасти ложки фигурная фреза 18. Фреза и связанный с ней посредстBdM ременной передачи 19 электродвигатель 20 смонтированы на каретке 21, которая установлена па направляющих 22, обеспечивающих возмолспость ее возвратно-поступательного перемещения в горизонтальной плоскости, и связана с нневмоцилиндром 23 двойного действия, укрепленным на станине 10.
Для обработки боковых поверхностей заготовок ложек станок снабжен фигурной фрезой 24. Фреза и вращающий ее посредством ременной передачи электродвигатель 25 расположены на каретке 26, установленной на направляюн1,их 27 станины 10 с возможностью возвратно-поступательного перемещения перпендикулярно к оси вращения заготовок. Каретка 26 связана с пневмоцнлиндром двойного действия (не показан), который укреплен на станине 10.
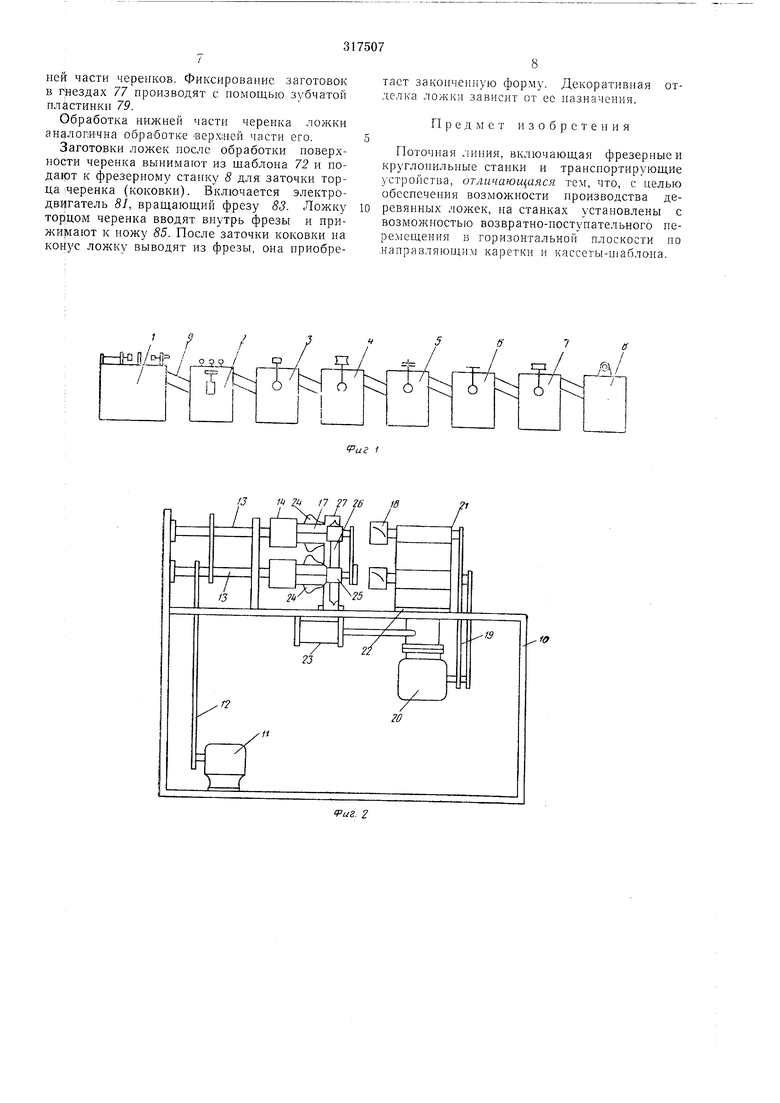
Фрезерный станок 2 для выборки углубления в лопасти ложки (фиг. 4 и 5) содержит станину 28 с установленным на ней электродвигателем 29, который связан с одни.м или несколькими шпинделями 30 одной из известных передач, например ремеиной передачей 31. На каждом шпинделе укреплена фигурная фреза 32 для фрезерования углублення в лопасти ложки. Для выборки углубления использованы фрезы сферического тина с резцами 33 (фиг. 7), установленными под углом 30 к оси вращения фрезы, благодаря чему резание нроизводится под угло.м к волокнам древесины и дает более чистую обработку поверхности детали.
Для кренления заготовок ложек при фрезеровании в них углублений станок 2 снабжен каесетой 34 с гнездами 35 для заготовок ложек. Кассета снабжена прижимной планкоГ 36 и эксцентриком 37 для фиксирования заготовок ложек и укреплена на каретке 38, установленной с возможностью возвратно-поступательного перемещения в вертикальиой плоскости перпендикулярно к оси вращения фрезы 52.
Каретка 38 связана с нневмоцилиндром 39 двойного действия, укренленным на станине 28. Кроме пневмоцилиндра, для перемещения
каретки может быть использован любой известный механический или ручной привод.
Фрезерный станок 3 для выборки дуги лопасти ложки (фиг. 8) имеет стол 40 и станину 41 с укрепленным на ней электродвигателем 42, который посредством одной из известных передач, например ременной передачей 43, связан с вертикально установленным шпинделем 44. На шпинделе укреплены цилиндричеекая фреза 45 и вращающийся с фрезой копирный ролик 46. Радиус образующей фрезы равен радиусу копирного ролика.
Для фрезерования дуги лоиасти одновременпо у нескольких заготовок ложек станок 3
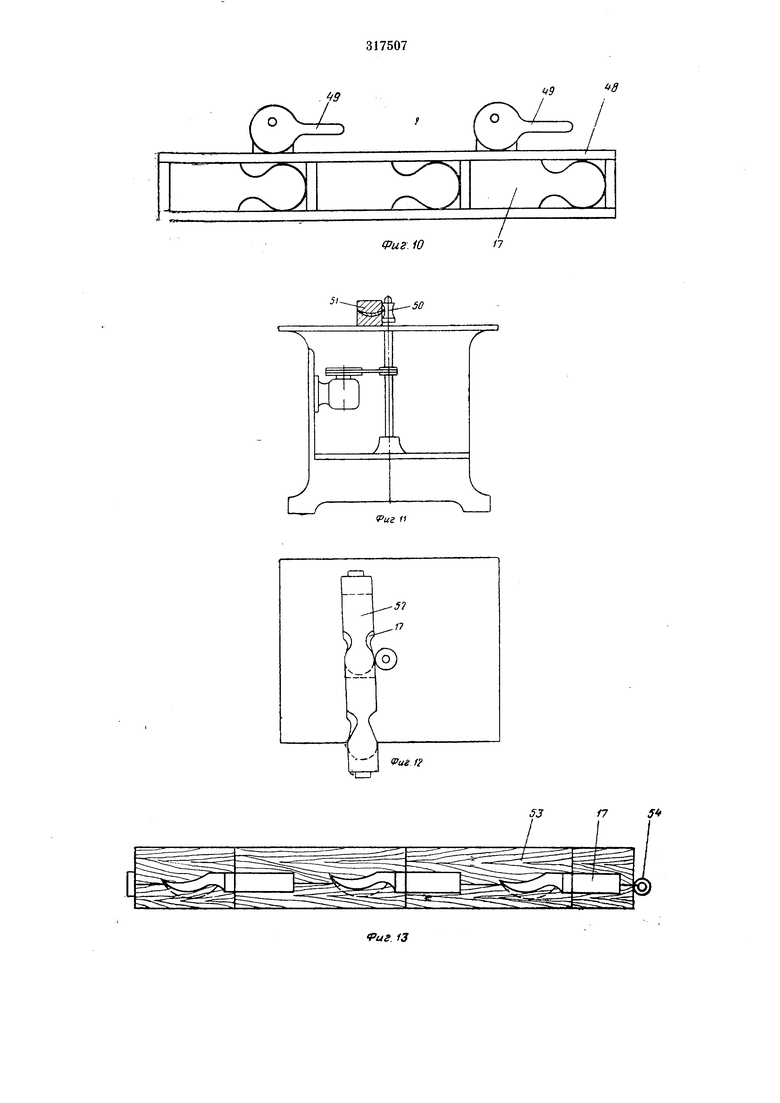
снабжается кассетой 47 (фиг. 8-10), одновременно служащей и шаблоном. Кассета имеет гнезда для заготовок ложек, прижимную планку 48 и эксцентрики 49 для фиксирова1И1я заготовок в Г1 сздах. Боковые новерхности кассеть -шабло 1а 47 выполнены с фигурными выемками, соответствующими по профилю фрезеруемой дуге лопасти ложки.
На фрезерном станке 4 (фиг. 11) для правки (заоваливания) боковин лопасти ложки
установлена фреза 50 в виде параболоида. Наибольший радиус образующей фрезы равен радиусу копирного ролика. Для одновременной обработки сразу нескольких заготовок ложек станок 4 снабжен кассетой-шаблоном 51,
содержап1ей основание 52 и крышку 53 с замками 54 (фиг. 12 и 13). Боковые поверхности разъемной кассеты-шаблона имеют фигурные выемки, соответствующие но профилю заоваленным бо1 овннам .юпастной части заготовок
лс/кек.
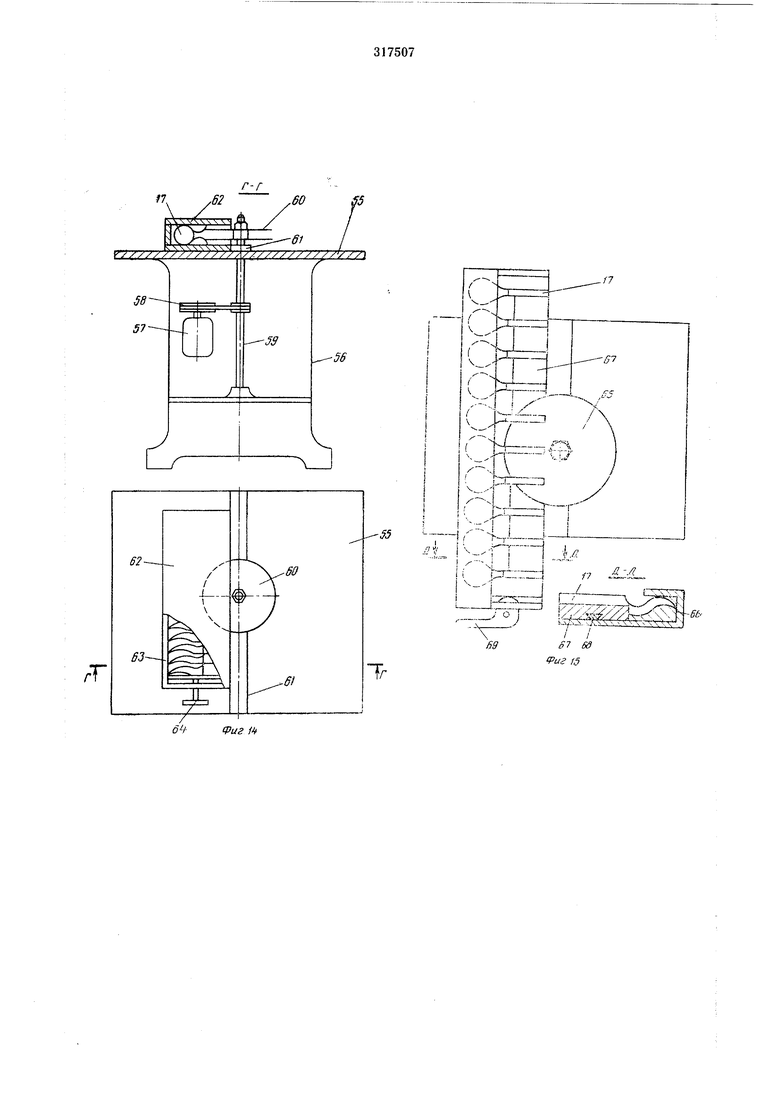
KpyJ юнильный станок 5 для обрезки излишков древесины но ширине заготовки ложки (фнг. 14) включает в себя стол 55 и станину 56, iia которой укренлен электродвигатель
57, связа1П1ЫЙ ременной или другой известной нерсдачей 58 с вертикальным валом 59. На валу укреплены две дисковые пилы 60, глубина резания которых ограничена направляю л.ой линеГгкой 61, расстояние между пилами
равно innpHiic черепка ложки.
(/ганок 5 снабжен кассетой-шаблоном 62 для крепления заготовок ложек при обрезке с них из.пишков древесины. Кассета-шаблон включает корпус 63 и фиксирующее стройство 64.
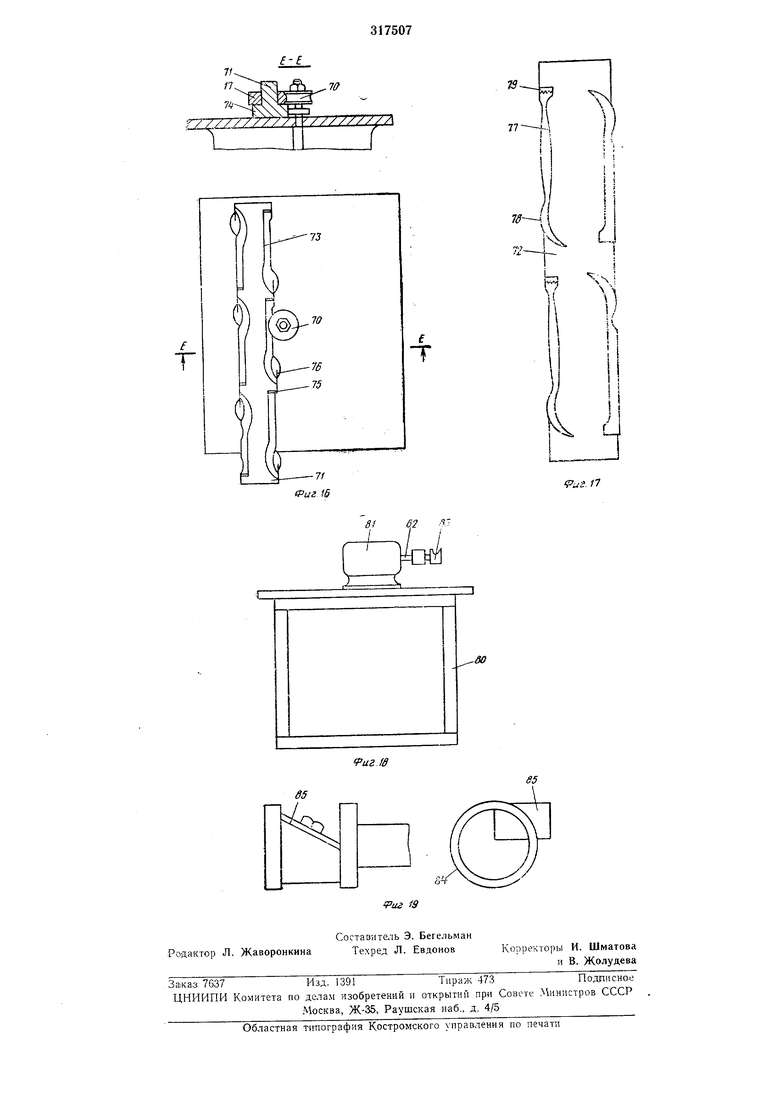
На фнг. J5 показан круглопильный станок 6 для обрезки излишков древесины по высоте заготовки ложки. На станке установлена на валу только одна дисковая нила 65. Для одновремснной обработки нескольких заготовок ложек станок снаЗжен кассетой-шаблоном, которая служит для крепле1И я заготовок ложек при спиливании с пих излишков древесины li включает в себя Kopiryc 66 и промежуточные вкладыши 67, установленные с возможностью пере.гещения на направляющей 68. На корпусе 66 хстановлен эксцентрнк 69 для фиксации за;отовок ложек при обрезке. профиль которой соответствует профилю черенка ложки. Для придания черенкам ложек определенной формы станок снабжен шаблоном 71 для обработки верхней части черенков ложек и шаблоном 72 для обработки нижней части черенков ложек (фиг. 17). Шаблон 77 имеет гнезда 75 для установки заготовок ложек. Основание 74 шаблона 71 в месте расположения гнезд выполнено профилированным в соответствии с формой, которую нужно придать обрабатываемой поверхности черенка ложки. Для фиксирования заготовок ложек в шаблоне 71 гнезда снабжены зубчатой пластинкой 75 и выступом 76. Шаблон 72 снабжен гнездами 77 для установки в них заготовок ложек. Основание 78 шаблона 72 в месте расположения гнезд выполнено в соответствии с формой, которую нужно придать обрабатываемой поверхности черенков ложек. Фиксирование заготовок ложек в гнездах осуш,ествляется зубчатой пластиной 79. Фрезерный станок 8 (фиг. 18) для заточки торца черенка ложки включает станину 80, на которой установлен электродвигатель 81, вал 82 которого связан с фрезой S5, имеюш,ей форму полого цилиндра 84, в котором наклонно к оси врашения корпуса укреплен нож 85. Поточная линия работает следующим образом. Две заготовки ложек с помощью кольца 16 одновременно крепят в зажимном патроне 14 фрезерного станка 1. Включают электродвигатель 20, вращаюший фрезу 18. Последнюю надвигают на заготовки ложек с помощью пневмоцилиндра 23 до полной обработки торцовой пасти заготовок ложки. По окончании фрезерования фрезу 18 пневмоцилиндром 23 отводят от обрабатываемых заготовок. Электродвигатель 20 останавливается. Включается электродвигатель 25, вращающий фрезу 24, которую подводят пневмоцилиндром к заготовкам ложек для фрезерования боковой поверхности заготовок. По окончании обработки фрезу 24 отводят от заготовок пневмоцилиндром и останавливают электродвигатели 11 и 25. Заготовки ложек вынимают из зажимного патрона 14. После фрезерования на станке / заготовки ложек подают по наклонному желобу на фрезерный сталок 2 для выборки углубления в лопасти ложки. Заготовки ложек укладывают в гнезда 35 кассеты 34 (фиг. 6) и фиксируют в них эксцентриками 37 посредством прижимпоп планки 36. Включают электродвигатель 29, вращающий фрезу 32. Пневмоцилиндром 39 каретку 38 с укрепленной на ней кассетой 34 поднима FOT к фрезам 32. Схема выборки углубления в лопасти ложки показана на фиг. 7. Затем каретку 38 отводят от фрезы 32 и вы нутые из кассеты 34 заготовки ложек подают по наклонному желобу на фрезерный станок 5 для выборки дуги лопасти ложки. Заготовки устанавливают в гнезда кассеты 47 (фиг. 8ом прижимной планки 48. Включают электодвигатель 42, вращаюший фрезу 45. Кассеу, прижимаемую к фрезе вручную или одним з известных механических устройств, перемеают по столу 40. Фрезерование заготовок ложек ведут в соотетствии с фигурной боковой поверхностью ассеты 47, которую продвигают мимо фрезы 5 в постоянном контакте с копирным ролиом 46. Это позволяет придавать с|)резеруемой уге такой же изгиб, какой имеет поверхность ассеты. Обработанные заготовки ложек извлекают з кассеты 47 и подают по наклонному желоу к ф.резерному станку 4 для правки (заоваивания) боковин лопастей ложек. Эта операция вводится для того, чтобы в поперечном сечении ложка возле черенка приняла форму, близкую к треугольной. Заготовки ложек укладывают в кассетышаблоны 51. Включают электродвигатель, вращающий фрезу 50. Заготовки ложек, укрепленные в шаблоне, прижимают одной из боковин к фрезе и ведут мимо нее в постоянном conpuKocHOBCiiHH копирного ролика с шаблоном. Аналогично обрабатывают и другую боковину лопасти ложки. Заготовки ложек после правки лопасти подают к круглопильному станку 5 для обрезки излишков древесины по ширине заготовки (фиг. /4), укладывают в кассету-шаблон 62 и крепят в ней фиксирующим устройством 64. Включают электродвигатель 57, вращающий дисковые пилы 60. Шаблон с заготовками ложек по столу 55 станка надвигают на вращающиеся пилы. Глубина врезания пил ограничивается направляющей линейкой 61. Заготовки ложек (лосле обрезки излишков древесины по ширине заготовки) укладывают между подвижных вкладышей 67 в шаблон (фиг. 15) и фиксируют в нем эксцентриком 69. Включают электродвигатель, врашаюший дисковую пилу 65 и шаблон с заготовками надвигают на пилу, которая снабжена направляющей линейкой. Заготовки ложек после обработки и.ч на круглопильных станках извлекают из щаблона и подают по наклонному желобу к фрезерному станку 7 для обработки черенка ложки (фиг. 16). Для фрезерования верхней части черенка ложки заготовки укладывают в шаблон 71. При этом лопасти ложки заводят за выступы 76, а торцы черенков, слегка пажнмая, вдавливают в гнездо 73. Зубчатые пластинки 75 при этом врезаются в необработанные еще то:рцы ложек и удерживают и.х в гнездах. Шаблон с заготовками прижимают к копирному ролику, и продвигая вдоль фрезы 70, придают обрабатываемым черенкам форму, соответствующую форме щаблопа. После фрезерования верхней части черенков ложек вынимают их из шаблона 71 и укней части черенков. Фиксирование заготовок в гнездах 77 производят с помощью зубчатой пластинки 79.
Обработка нижней части черенка ложки аналогична обра ботке верхней части его.
Заготовки ложек после обработки поверхности черенка вынимают из шаблона 72 и подафт к фрезерному станку 8 для заточки торца черенка (коковки). Включается электродвигатель 8/, вращающий фрезу 83. Ложку торцом черенка вводят внутрь фрезы и прижимают к ножу 55. После заточкн коковки на конус ложку выводят из фрезы, она приобретает законченную форму. Декоративная отделка ложки зависит от ее назначения.
Предмет изобретения
Поточная линия, включающая фрезерные и круглопильные станки и транспортирующие устройстБа, отличающаяся тем, что, с нелью обеспечения возможности производства деревянных ложек, на станках установлены с возможностью возвратно-поступательного перемещения в горизонтальной плоскости по .направляюндим каретки и кассеты-И1аблона.


/f
/, ,
фЬз
/J
/1- A
1%
17
5
сриг i
Vuz 5 j
« Jd
. ff9
/7X
8
5
Фиг. iO
-50
Риг f Г7
Риг. 13 Sf
6tРиг 5
f-f
iiS. 17
