т
4
-Г
Ю
ю ьэ
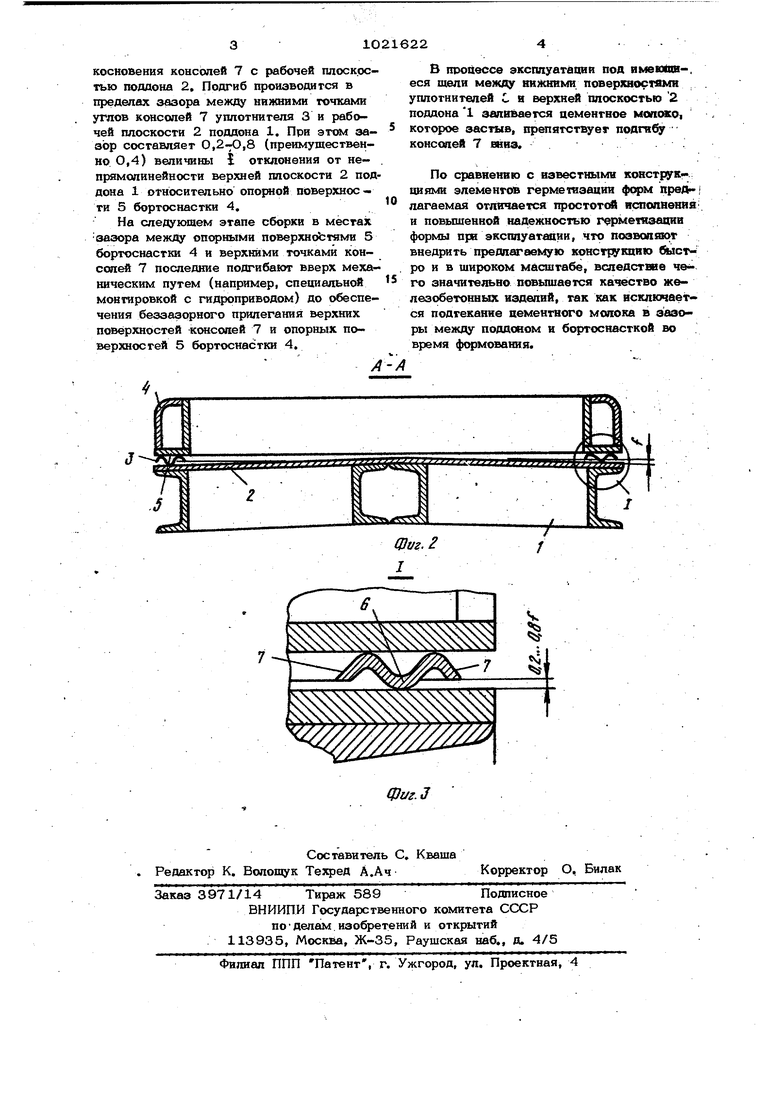
ф1/г, Изобретение относится к производству строительных изделий, а именно,/к конструкции форм для изготовления бетонных и железобетонных изделий. Известна форма дяя изготовления стро ительных изделий из бетонной смеси, содержащая поддон, борта, закрепленные на поддоне накладки бортов, уйлотнитель и резьбовой хвостовик вилочного держателя уплотнителя. Уплотнитель выполнен секционным из термостойкой резины . Недостатком указанной является сложность конструкции, недолговечность резинового уплотнения и сложность ремонта ввиду наличия в KOHCTJ KUHH . резьбовых соединений, которые при эксплуатации формы в среде перегретого пара быстро выходят из йтроя. Наиболее к изобретению является форма дпя изготовления строитель ных изделий, содержащая поддон и опертую на него посредством уплотнителя бор тоснастку, при этом угиотнитель выполнен из заполненного дюралюминием паза, расположенного по периметру бортоснастки 2. Недостатком такой формы является сложность технологии ее изготовления, так как выполнение пазов в виде ласточ кина хвоста требует применения крупногабаритного кромко-строгального ка; заливка паза дюрал1сминием требует нагрева металла формы в зоне паза до температуры плавления дюралюминия, это влечет за собой применение технически сложного и энергоемкого оборудования н 1Грев металла формы вызывает ее ко робление после остывания; выполнение закругленных кромок бортов также требует специального крупногабаритного оборудования и сложного инструмента. Перечисленные недостатки требуют больших энергетических затрат и технически сложного оборудования одся изготовления фор- мы« Кроме того, форма имеет ряд эксш1уатационных недостатков; в случае попадания в паз до закрытия бортов твердых частиц даже небольших размеров борта не примут проектного положения после закрытия, не образуют плотного призиы.кания с поддоном, что затрудняет механи зацию процесса зак.рывания бортов и требует применения визуального контроля на дежности закрытия бортов; от трения закругленных кромок бортов с поверхности паза, на которых неизбежно присутствие пыли формовочной смеси, с течением вре мени происходит разгерметизация стыка, в связи с технически сложным процессом выплавки (вырезки) дюралюминия из паза и загшавки новой его порции ремонт стыка необходимо производить только на специально оборудованном заводе, что требует дополнительных затрат на транспортировку формы для ремонта и значительно снижает оборачиваемость форм; незначительные деформации бортов или поддонов в пределах, допустиьых требованиями эксплуатации (например, непрямолинейность борта 4 мм на длине 60ОО мм соответствует допуску согласно ГОСТ 1886-76), значительно снижает надежность работы формы, так как в этом случае наступает разгерметизация формы. Перечисленные сложности изготовления и эксплуатации форм ограничивают объем их примене-- ния для широкой номенклатуры железобетонных изделий. Цель изобретения - упрощение конструкции, удобство в эксплуатации и повышение надежности. Указанная цель достигается тем, что в форме Для изготовления изделий из бетонных смесей,, содержащей поддон и опертую на него посредством уплотнителя бортоснастку, уплотнитепь вьшолнен в. виде |V O6pa3Horo в поперечном сечении элемента, прикрепленного центральной верщиной к поддону. На фиг, 1 схематично в плане изображена форма для изготовления изделий из бетонных смесей; на фиг. 2 - разрез - А-А на фиг. 1; на фиг. 3 - узел 1 на фиг. 2, Форма для изготовления изделий из бетонных смесей состоит из поддона 1, на верхнюю плоскость 2 которого уплотнителем 3 установпена бортоснастка 4 с опорными поверхностями 5.Уплотнитель 3 выполнен в виде М-образного в поперечном сечении элемента, прикрепленного центральной вершиной 6 к поддону 1. Крайние консоли 7 уплотнителя 3 устанавливаются с зазором относительно поверхности поддона 1., Изготавливается форма для изготовления изделий из бетонных смесей ел еду юшим образом. На поддон 1 приваривается центральной вершиной 6 уплотнитель 3, на который устанавливается полностью собранная ортоснастка 4. После этого места (участи) контакта опорных повфхностей 5 бортоснастки 4 с верхними поверхностями консолей 7 уплотнителя 3 под тяжестью , ортоснастки 4 опускаются в сторону ерхней плоскости 2 поддона 1 до соприкосновения консолей 7 с рабочей плоскостью поддона 2. Подгиб проиэвоштся в пределах зазора между нижними точками углов консолей 7 уплотнителя 3 и рабочей плоскости 2 поддона 1. При этом зазор составляет 0,2--р,8 (преимущественно 0,4) величины отклонения от непрямолинейности верхней плоскости 2 под дона 1 относительно опорной поверхности 5 бортоснастки 4, На следукиием этапе сборки в местах зазора между опорными поверяяоЬтями 5 бортоснастки 4 и верхними точками консопей 7 последние подгибают вверх механическим путем (например, специальной монтировкой с гидроприводом) до обеспечения беззаэорного прилегания верхних поверхностей консолей 7 и опорных поверхностей 5 бортоснастки 4, в проаессе эксппуатаоии под имеюбп-, еся щели между нижними поверхностями уплотнителей С и верхней плоскостью 2 поддона 1 заливается цементное мопоко, которое застыв, препятствует консолей 7 вниз.. По сравнению с известными конструкциями элементов герметизации лагаемая отличается простотой исполнения и повьпиенной надежностью г рметазации формы при эксплуатш|ии, что позволяют внедрить предлагаемую конструкцию быстро и в широком масштабе, вследствве че го значительно повышается качество железобетонных изделий, так как исключается подтекание цементного молока в зазоры между поддоном и бортоснасткой во время формования.
ШУ6&
ф1/г. I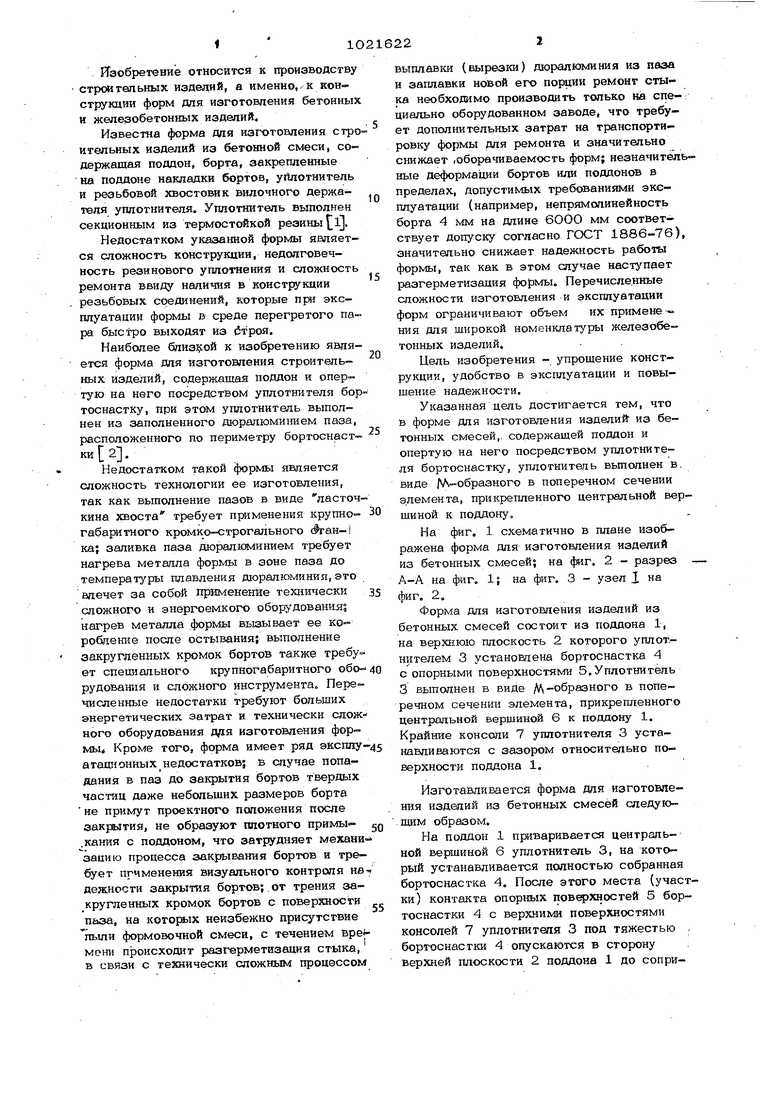
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ФАСОННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2033919C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ БЕТОННОЙ СМЕСИ | 2004 |
|
RU2274545C1 |
| Машина для формования многоступенчатых панелей перекрытий | 1976 |
|
SU655541A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ФАСОННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1996 |
|
RU2107617C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЖЕСТКИХ БЕТОННЫХ СМЕСЕЙ | 1992 |
|
RU2090360C1 |
| Бортоснастка для изготовленияСТРОиТЕльНыХ издЕлий | 1978 |
|
SU806416A1 |
| Кассетная форма для изготовления изделий из бетонных смесей | 1983 |
|
SU1135658A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2017911C1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ | 2003 |
|
RU2255858C2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1972 |
|
SU331899A1 |
ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ, содержащая поддон в опертую на него посредством уплотнителя бортоснастку,о и ч а ю ш а.я с я тем, что, с цепью упрощения конструкции, удобства в эксплуатации и повьпиения надежност формы, уплотнитель выполнен в шде М-образного в поперечнс сечегаси элемента, щткрепленного центральны) вершиной к поддону.
4j
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Форма для изготовления строительных изделий из бетонной смеси | 1975 |
|
SU544553A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Форма для изготовления строительных изделий | 1978 |
|
SU763102A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
