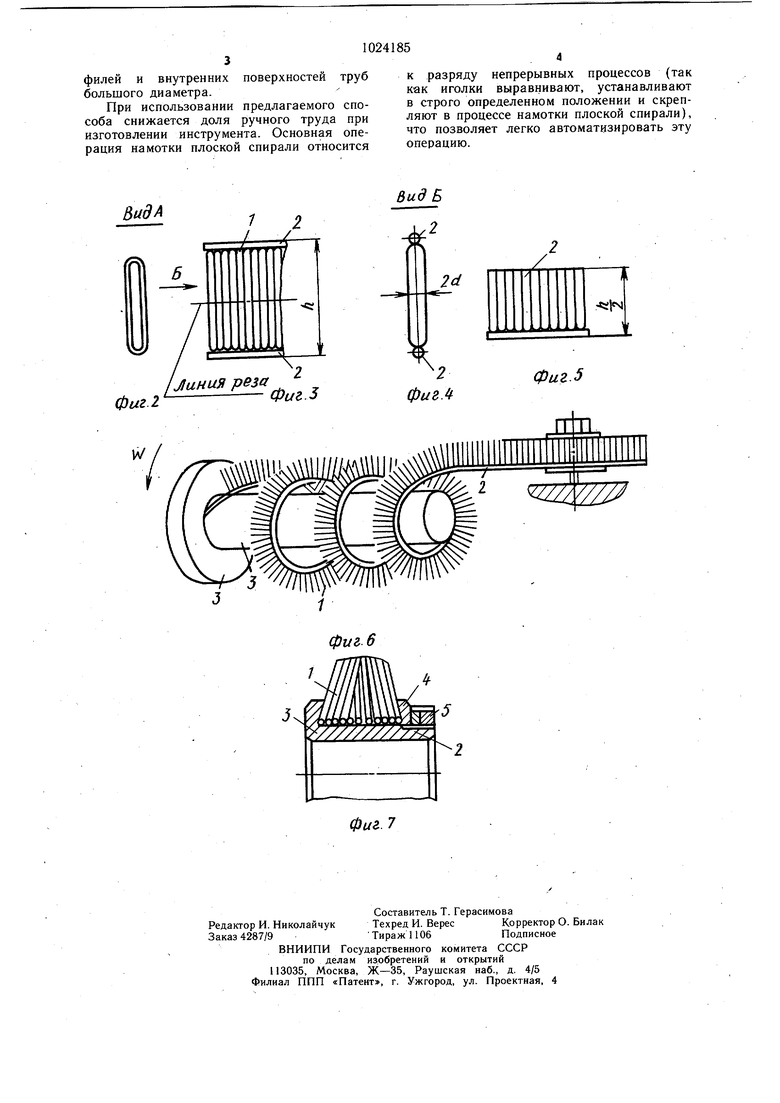
фиг./ Изобретение относится к металлообработке и может быть использовано в инструментальной промышленности при изготовлении жестких металлических щеток (иглофрез). Известен способ изготовления иглофрез заключающийся в том, что режущие элементы - отрезки проволоки (иголки) - ориентировочно укладывают в набор пучками, нерабочие концы опрессовывают и заплавляют электросваркой 1. Недостатком известного способа является то, .что при сварке не все иголки набора провариваются, так как уложить их в набор с достаточной точностью по длине и по направлению не представляется возможным из-за изогнутости, взаимного переплетения и пружинения. Поэтому часть иголок в процессе работы иглофрезы высыпается, снижая плотность укладки, что ведет за собой «завал всего ворса. Особенно заметно сказывается этот недостаток при больщой ширине иглофрезы и высоких рабочих нагрузках. Кроме того, требуются больщие затраты ручного труда на операциях укладки иголок и правки режущей поверхности. Особенной трудоемкостью отличается правка радиусной поверхности. Целью изобретения является повышение надежности крепления режущих элементов и упрощение технологии изготовления. Поставленная цель достигается тем, что согласно способу изготовления иглофрезы путем ориентированной укладки режущих элементов из отрезков проволоки в набор, их опрессования и закрепления, проволоке придают форму плоской спирали, каждый виток которой с двух противоположных сторон скрепляют с хребтовой проволокой, деформируют, получая плотную однородную ленту, ширина которой равна удвоенной длине режущего элемента, ленту пропитывают клеем, просушивают и разрезают на две независимые заготовки, каждую из которых со стороны хребтовой проволоки плотно виток к витку наматывают на корпус иглофрезы так, чтобы линия реза образовывала режущую поверхность иглофрезы. На фиг. 1 изображена плоская спираль; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - плоская спираль с двумя приваренными хребтовыми проволоками; на фиг. 4 - вид Б на фиг. 3 (после деформации плоской спирали в ленту); на фиг. 5 - одна из заготовок после разрезки ленты на две части; на фиг. б - схема наматывания заготовки на корпус иглофрезы; на фиг. 7 - готовая иглофреза. Пример. Предназначенной для изготовления иглофрезы проволоке 1 (например, для инструмента с длиной режущих элементов мм из проволоки d 0,5 мм) придают форму плоской спирали с таким расчетом, чтобы после деформации спирали ширина ленты была равна удвоенной расчетной длине режущего элемента (h 100 мм). К краям плоской спирали по всей ее длине приваривают -две хребтовые проволоки 2 из мягкой стали, например из стали 20. Сварку производят таким образом, чтобы каждый виток плоской спирали оказался скрепленным с противоположных краев хребтовыми проволоками. Такое скрепление можно осуществить, например, роликовой контактной сваркой. Деформацию спирали осуществляют непосредственно после сварки по горячему металлу, удалив перед этим оправку. Полученную в результате деформации спирали ленту толщиной 2d пропитывают клеем, например резиновым, и высушивают. Вид клея выбирают с таким расчетом, чтобы после высушивания клеевая связь сохранила вязкую податливость при растягивании ленты. Обработка клеем необходима Для предотвращения раскошлачивания иголок на последующих операциях. После высушивания клея ленту аккуратно разрезают вдоль любым известным способом на две независимые заготовки. Разрезку осуществляют так, чтобы длина иголок с учетом диаметра хребтовой проволоки в отдельно взятой заготовке отличалась не более чем на 0,2-0,3 мм, допуск на ширину отдельной заготовки не должен превышать 0,2-0,3 мм. Заготовки сворачивают в рулон. Корпус иглофрезы закрепляют, например, в патроне токарного станка, прикрепляют конец хребтовой проволоки 2 к корпусу 3 иглофрезы и включают станок. В процессе вращения (число оборотов п 20-60 об/мин) наматывают заготовку на корпус иглофрезы. Для того, чтобы обеспечить плотную укладку заготовки виток к витку на хребтовой проволоке, создают натяг (15-20 кг). Число витков зависит от требуемой ширины инструмента. Не ослабляя натяга, опрессовывают намотку, например, с помощью задней бабки токарного станка, после чего закрепляют намотанную режущую часть иглофрезы, например, фланцем 4 и гайками 5. Конец заготовки обрезают. Готовую иглофрезу снимают со станка. Изготовленная данным способом иглофреза обеспечивает надежное крепление иголок. Учитывая, что ширина заготовок выполнена с допуском 0,2-0,3 мм, режущая поверхность представляет собой равномерную выпуклую поверхность, править которую нет необходимости. Технология изготовления иглофрезы упрощается за счет того, что отпадает необходимость в трудоемкой операции правки ее режущей части. Изготовленная предложенным способом иглофреза обеспечивает хорошие эксплуатационные показатели при обработке вогнутых поверхностей, желобов, гнутых профилей и внутренних поверхностей труб большого диаметра.
При использовании предлагаемого способа снижается доля ручного труда при изготовлении инструмента. Основная операция намотки плоской спирали относится
к разряду непрерывных процессов (так как иголки выравнивают, устанавливают в строго определенном положении и скрепляют в процессе намотки плоской спирали), что позволяет легко автоматизировать эту операцию.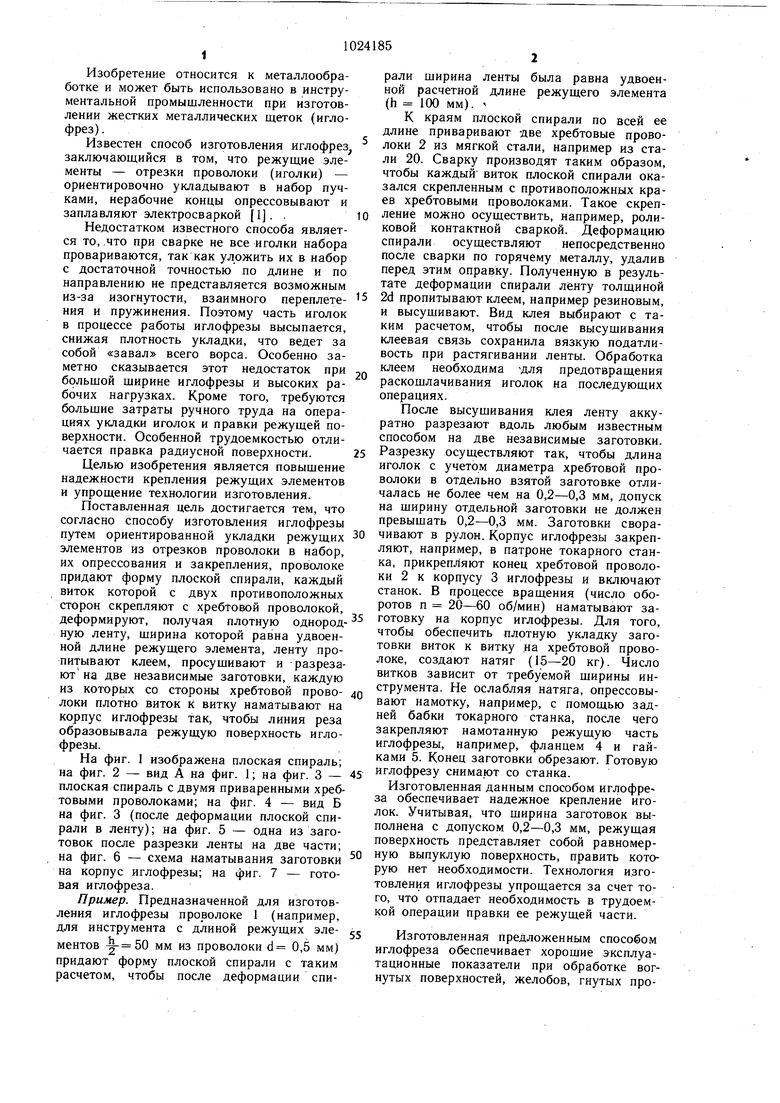
| название | год | авторы | номер документа |
|---|---|---|---|
| ЩЕТКА | 2006 |
|
RU2337598C2 |
| ВИБРОИЗОЛЯТОР С БОЛЬШИМ ХОДОМ И СПОСОБ ИЗГОТОВЛЕНИЯ ЕГО УПРУГОГИСТЕРЕЗИСНЫХ ЭЛЕМЕНТОВ | 2012 |
|
RU2520230C2 |
| Способ изготовления вращающегося режущего инструмента (иглофрезы) | 1974 |
|
SU486521A1 |
| Устройство для изготовления витого ленточного магнитопровода | 1985 |
|
SU1310956A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ МАТЕРИАЛОВ С НЕУПОРЯДОЧЕННОЙ СТРУКТУРОЙ (ВАРИАНТЫ) И ПРЕСС-ФОРМА ДЛЯ ОСЕВОГО ПРЕССОВАНИЯ ДНА И ТОРЦА ЗАГОТОВКИ ДЕТАЛЕЙ ТИПА ДЛИННОМЕРНОГО ТЕЛА ВРАЩЕНИЯ С ОСЕВЫМ ОТВЕРСТИЕМ ИЗ МАТЕРИАЛОВ С НЕУПОРЯДОЧЕННОЙ СТРУКТУРОЙ (ВАРИАНТЫ) | 2006 |
|
RU2343036C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОТНА ЩЕТОЧНОГО УПЛОТНЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2491462C1 |
| Способ скрепления колокольчиков виброизоляторов типа ДК | 2015 |
|
RU2626785C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ПРОВОЛОКИ ВОЛНООБРАЗНОЙ ЛЕНТЫ И АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПРОВОЛОКИ ВОЛНООБРАЗНОЙ ЛЕНТЫ | 2003 |
|
RU2245208C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ТОРЦЕВОЙ ИГЛОФРЕЗОЙ | 2008 |
|
RU2371297C1 |
| Способ электрохимико-механической правки кругов на металлической связке | 1985 |
|
SU1301599A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ИГЛОФРЕЗЫ путем ориентированной укладки режущих элементов из отрезков проволоки в набор, их опрессоваиия и закрепления, отличающийся тем, что, с целью повыщения надежности крепления режущих элементов и упрощения технологии изготовления, проволоке придают форму плйской спирали, каждый виток которой с двух противоположных сторон скрепляют с хребтовой проволокой, деформируют, получая плотную однородную ленту, ширина которой равна удвоенной длине режущего элемента, ленту пропитывают клеем, просущивают и разделяют на две независимые заготовки, каждую из которых со стороны хребтовой проволоки плотно виток к витку наматывают на корпус иглофрезы так, чтобы линия реза образовывала режущую поверхность иглофрезы. N3 00 СП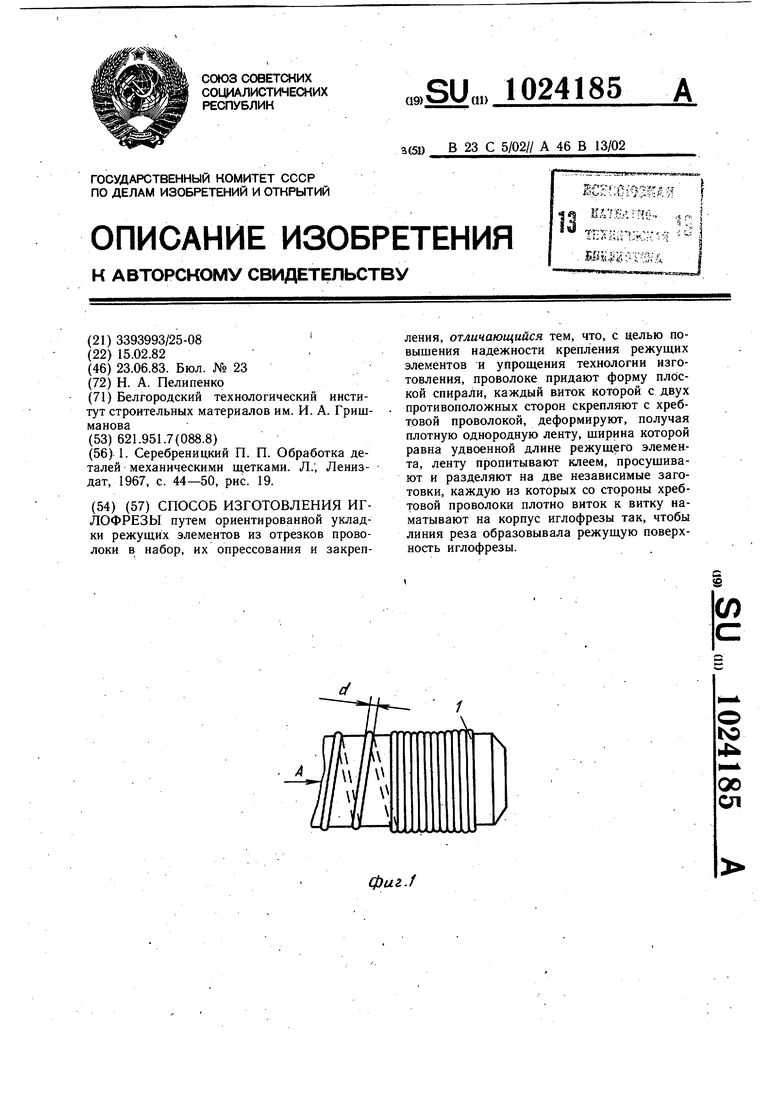
МА
.
IЛиния рбза фиг .J
2d
.-«гН
фиг. 5
фиг Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Серебреиицкий П | |||
| П | |||
| Обработка деталей механическими щетками | |||
| Л.; Лениздат, 1967, с | |||
| Приспособление для плетения проволочного каркаса для железобетонных пустотелых камней | 1920 |
|
SU44A1 |
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
