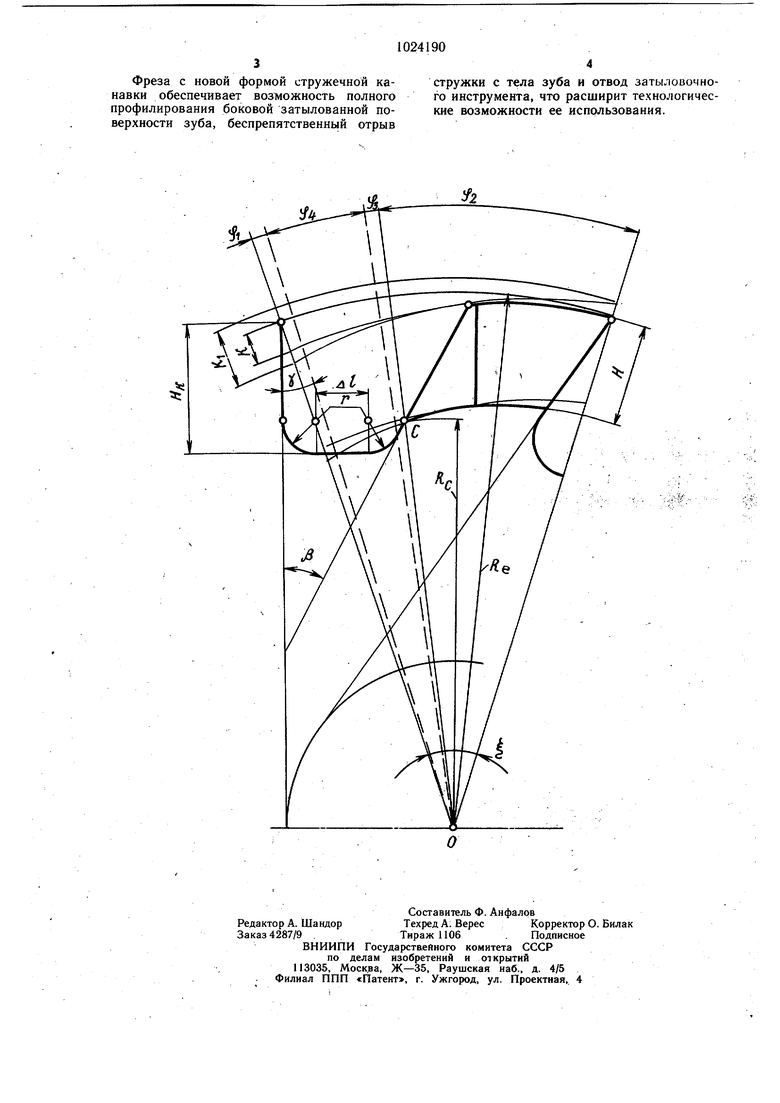
Изобретение относится к машиностроению и инструментальному производству и может быть использовано во всех случаях изготовления радиально-затылованных фрез. Известно, что у радиально-затылованных фрез с положительным передним и увеличенным задним углами дно канавки выполнено по однорадиусной кривой 1. Недостатком такой формы стружечной канавки является то, что при увеличении модуля фрезы переднего и заднего углов ухудшаются условия отвода затыловочного резца. Целью изобретения является расширение технологических возможностей, за счет уменьшения глубины стружечной канавки при сохранении требуемого сектора отвода затыловочного резца. Поставленная цель достигается тем, что в радиально-затылованной фрезе с положительным передним и увеличенным задним углами уменьшается глубина стружечной канавки при сохранении требуемого сектора отвода затыловочного резца, впадина стружечной к анавки выполнена по комбинированной образующей, состоящей из трех плавно сопрягаемых участков, дуговых у спинки и передней поверхности зуба, ипрямолинейного участка между ними, длина которого равна At RpSinv-RcSin(jr-ч,-Ч, ) - -r(l + cos), где Ry -радиус окружности выступов фрезы, мм; f - поперечный передний угол на вершине зуба фрезы, град; KC - радиус точки схода резца со спинки фрезы, мм, R, Rt + (К,-К), где R( -радиус окружности выступов фрезы, мм; К, -величина падения затылка, мм; ft сектор кулачка под Ц1лифовальный затылок, град; Ч2 -сектор ширины зуба фрезы, град; -угловой шаг зубьев фрезы, град; Н -высота профиля зуба фрезы в радиальной плоскости, мм; ср - сектор отвода затыловочного резца, град; «TijCfj-соответственно секторы врезания и перебега затыловочного резца, град; г - радиус закругления впадины стружечной канавки, мм; / -угол наклона спинки зуба относительно передней поверхности зуба, град. Два .крайних участка дуговые, описаны стандартным радиусом г. Соединяющий их участок выполнен, прямолинейным, длиной А I. Длину прямолинейного участка выбирают в таких пределах, при которых обеспечивают требуемый сектор отвода затыловочного инструмента. На чертеже изображена предлагаемая фреза. Фреза имеет радиус окружности выступов зубьев Ry, поперечный передний угол на вершине зуба г, сектор врезания затыловочного резца cf, сектор перебега затыловочного резца «г , сектор ширины зуба cf, сектор отвода затыловочного резца «T/i, угол наклона спинки зуба f, величину падения затыл}(а К и KI, высоту профиля зуба в радиальной плоскости Н, число зубьев Z, угловой шаг зубьев $. Стружечная каиавка выполнена по радиусу г, сопряженному со спинкой зуба по переходной прямой л f и по радиусу г, сопрягаемому с передней поверхностью зуба. При этом обеспечен полный выход затыловочного резца за точку С, лежащую на боковой поверхности зуба фрезы с запасом на перебег, а также обеспечен беспрепятственный отвод затыловочного резца с учетом сектора врезания. Затыловочный кулачок, формирующий зуб фрезы имеет сектор отскока резца TI , сектор под шлифованный затылок /. Длину прямолинейного переходного участка 2 Р в плоскости нормальной к передней поверхности зуба фрезы определяют по формуле Д Е RJ sin jr - Rj.sin (j--ч- -- Г|- Гз) -г (1 + со. Глубину стружечной канавки вдоль передней поверхности зуба фрезы Нк определяют по формуле Нк 1 еС05у-RC cos(,- з)-нг(1 - siti -радиус окружности выступов фрезы, мм; -поперечный передний угол на вершине зуба фрезы, град; -радиус-вектор точки схода резца со спинки зуба фрезы, мм; Rc RE4KrK)-f-v-K. где К у -радиус окружности выступов фрезы, мм; K,Kj -величина падения затылка, мм; JU - сектор кулачка под шлифованный затылок, град; с(2 сектор ширины зуба фрезы, град; - угловой шаг зубьев фрезы, град; Н - высота профиля зуба фрезы в радиальной плоскости, мм; cf - сектор отскока затыловочного резца; град; - соответственно секторы врезания и перебега затыловочного резца, град; г - стандартный радиус закругления стружечной кана)зки, мм; -угол наклона спинки зуба относительно передней поверхности зуба, град.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАДИАЛЬНО-ЗАТЫЛОВАННАЯ ФРЕЗА | 1990 |
|
RU2088387C1 |
| Радиально-затылованная фреза | 1990 |
|
SU1812011A1 |
| Радиально-затылованная фреза | 1990 |
|
SU1813601A1 |
| Способ обработки вершин зубьев глобоидной фрезы | 1981 |
|
SU1009658A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| ЗУБОРЕЗНАЯ ФРЕЗА И СПОСОБ ФРЕЗЕРОВАНИЯ ЗУБЬЕВ ЭЛЕМЕНТОВ ЗУБЧАТОЙ ПЕРЕДАЧИ | 2011 |
|
RU2567073C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЗАДНЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ РЕЗЬБОВЫХ ФРЕЗ | 2020 |
|
RU2732871C1 |
| ФРЕЗА И СПОСОБ ИЗГОТОВЛЕНИЯ ФРЕЗЫ | 2018 |
|
RU2727459C1 |
| Инструмент для накатывания зубчатых профилей | 1983 |
|
SU1228952A1 |
РАДИАЛЬНО-ЗАТЫЛОВАННАЯ ФРЕЗА с положительным передним и увеличенным задним углами, отличающаяся тем, что, с целью расширения технологических возможностей за счет уменьшения глубины стружечной канавки при сохранении требуемого сектора отвода затыловочного резца, впадина стружечной канавки выполнена по комбинированной образующей, состоящей из трех плавно сопрягаемых участков, дуговых у спинки и у передней по верхностй зуба, и прямолинейного участка между ними, длина которого равна AP Rg&in у-RC sin (у - f4 Т,)-г
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Семенченко И | |||
| И | |||
| и др | |||
| Проектирование металлорежущих инструментов | |||
| М., Машгиз, 1963; с | |||
| Пароперегреватель для паровозов | 1925 |
|
SU697A1 |
