Область техники
Изобретение относится к машиностроению, а именно к инструментальному производству, и может быть использовано при затыловании задней поверхности зубьев резьбовых фрез для изготовления метрической резьбы с использованием шлифования. В отличие от известных технических решений предложенный способ расширяет номенклатуру резьбовых фрез, задние поверхности которых могут быть формообразованы одним типоразмером шлифовального круга без использования операции правки. Промышленная полезность способа формообразования задней поверхности зубьев резьбовых фрез заключается в уменьшении времени технологической подготовки производства резьбовых фрез и исключении операции правки шлифовального круга для их производства, что позволяет снизить стоимость операции шлифования и увеличить срок службы шлифовального круга.
Уровень техники
Известен способ образования задней поверхности резьбообразующих инструментов (в частности, резьбовых фрез) затылованием на резьбошлифовальных станках. При затыловании шлифовальному кругу и заготовке обрабатываемого инструмента сообщают вращательные движения вокруг собственных осей и относительное движение затылования, реализация которого зависит от типа применяемого резьбошлифовального оборудования [Тульпа СМ. Резьбошлифовальные работы. М.: Высшая школа, 1965, стр. 123, 124].
Задняя поверхность зубьев при затыловании образуется семейством линий (архимедовых спиралей, логарифмических спиралей, дуг окружностей, прямых линий), которые выбираются из условий обеспечения постоянного заднего угла при переточках и возможности технической реализации затылования на имеющемся оборудовании [Семенченко И.И., Матюшин В.М., Сахаров Г.Н. Проектирование металлорежущих инструментов. М.: Машгиз, 1962, стр. 330]. В большинстве случаев затылование профиля резьбы производится по архимедовой спирали, обеспечивающей постоянство формы и размеров профиля при переточке инструмента по передней поверхности в пределах допуска на наружный и средний диаметры.
Используемые при нарезании резьбы гребенчатые резьбовые фрезы имеют кольцевую резьбу и изготовляются с затылованным зубом [Карцев С.П. Инструмент для изготовления резьбы, 1955 г., стр. 136]. В общем случае гребенчатую резьбовую фрезу можно представить набором элементарных дисков перпендикулярных оси вращения с режущими профилями, формообразующими один виток нарезаемой резьбы каждым элементарным диском. В этом случае затылуется отдельно каждая впадина между режущими профилями зуба инструмента с дискретным перемещением стола резьбошлифовального станка на шаг резьбы после обработки всех режущих профилей одного элементарного диска. При затыловании резьбовых фрез угол наклона оси шлифовального круга равен нулю, т.е. оси резьбовой фрезы и шлифовального круга параллельны.
Установлено, что использование винтовых стружечных канавок (ω≠0) на резьбовых фрезах приводит к несимметричности угла профиля зуба, которая зависит от диаметра инструмента d, шага Р, угла наклона стружечных канавок ω, переднего γ и заднего α углов [Мальков О.В. Профилирование зубьев резьбовых фрез с винтовыми стружечными канавками // Наука и образование. МГТУ им. Н.Э. Баумана. Электрон. журн. 2013. №6. Режим доступа: http://technomag.edu.ru/doc/579350.html (дата обращения 10.11.2019 г.). DOI: 10.7463/0613.0579350. стр. 49-51]. Это обусловливает необходимость использования дополнительной операции правки шлифовального круга на различный угол профиля, что снижает технологичность существующей схемы затылования, особенно при производстве большой номенклатуры малых партий резьбовых фрез.
Недостатком существующего способа формообразования задней поверхности зубьев резьбовых фрез можно считать то, что при наличии на зубе резьбовой фрезы переднего, заднего углов и угла наклона стружечных канавок, отличных от нуля требуется профилирование шлифовального круга путем его правки для каждого типоразмера резьбовой фрезы. Проблема состоит в том, чтобы исключить операцию правки шлифовального круга и использовать стандартизованный шлифовальный круг с резьбовым профилем с углом 60° для резьбовых фрез с различными геометрическими и конструктивными параметрами.
Раскрытие изобретения
Задачей изобретения является разработка с использованием шлифования способа формообразования задней поверхности зубьев резьбовых фрез, имеющих различные конструктивные и геометрические параметры одним шлифовальным кругом, что позволит уменьшить время технологической подготовки производства резьбовых фрез, исключить операцию правки шлифовального круга для их производства, снизить стоимость операции шлифования и увеличить срок службы шлифовального круга.
Технический результат предлагаемого изобретения заключается в возможности формообразования задней поверхности зубьев резьбовых фрез различного типоразмера одним типоразмером шлифовального круга без использования операции правки, что уменьшает время технологической подготовки производства, исключает операцию правки шлифовального круга и позволяет снизить стоимость операции шлифования и увеличить срок службы шлифовального круга.
Технический результат достигается тем, что при формообразовании задней поверхности зубьев резьбовой фрезы затылованием при вращении шлифовального круга с двусторонним коническим профилем и резьбовой фрезы и их относительном движении вдоль затыловочной кривой система координат X'Y'Z' с центром в точке О', расположенная в середине вершины а на максимальном диаметре шлифовального круга Dшк, ориентируется таким образом, что плоскость Y'Z' совпадает с осевой плоскостью шлифовального круга, ось O'Z' параллельная его оси, совпадает с исходной системой координат XYZ с центром в точке О, расположенной в середине впадины между соседними режущими профилями резьбовой фрезы, а направление оси OZ совпадает с направлением оси резьбовой фрезы, при этом шлифовальный круг поворачивают относительно исходной системы координат XYZ последовательно на угол ϕу вокруг оси ОУ и на угол ϕх вокруг оси ОХ либо в обратном порядке с обеспечением вращения шлифовального круга вокруг собственной оси, скрещенной с осью резьбовой фрезы, из условия, что в зависимости от диаметра резьбообразующей части фрезы, шага резьбы, переднего и заднего углов и угла наклона стружечных канавок, режущие кромки на зубьях, полученные пересечением передней поверхности и формообразованной под указанными углами ϕу и ϕх задней поверхности, образуют при вращении вокруг оси резьбовой фрезы исходную инструментальную поверхность резьбовой фрезы с получением в осевом сечении заданных углов профиля и образованием резьбы с заданным углом профиля.
Перечень фигур
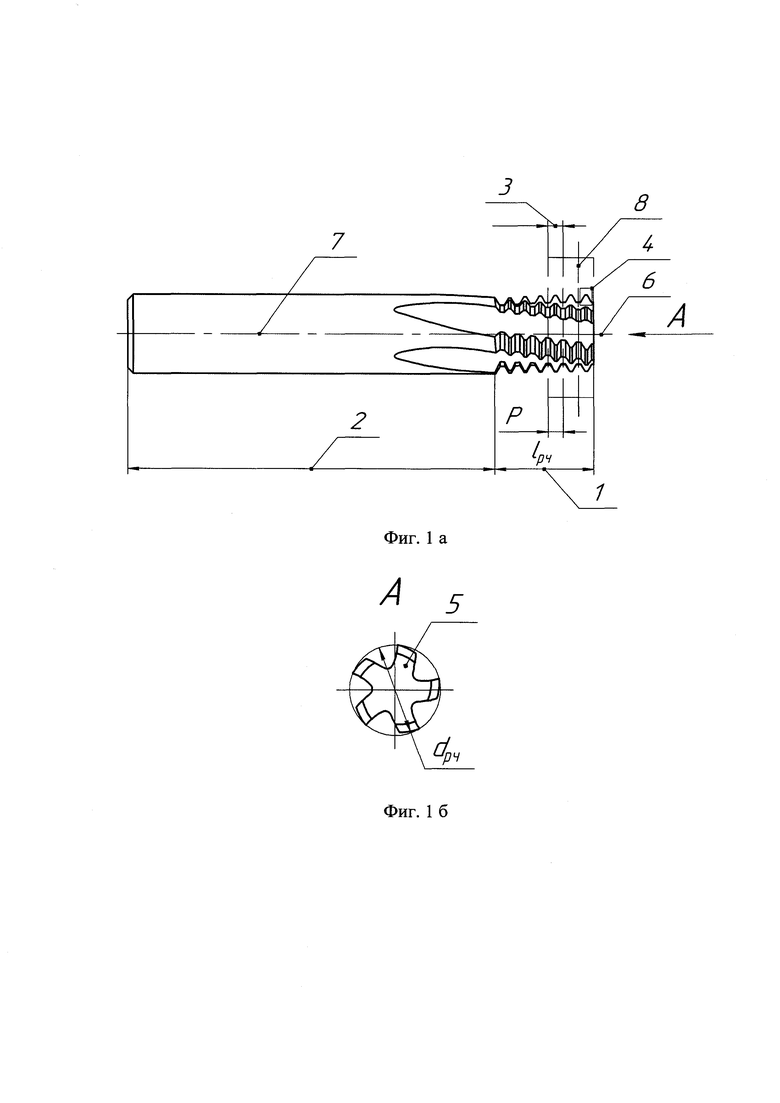
На фиг. 1а показан главный вид резьбовой фрезы с указанием ее элементов.
На фиг. 1б показан вид А на фиг. 1а.
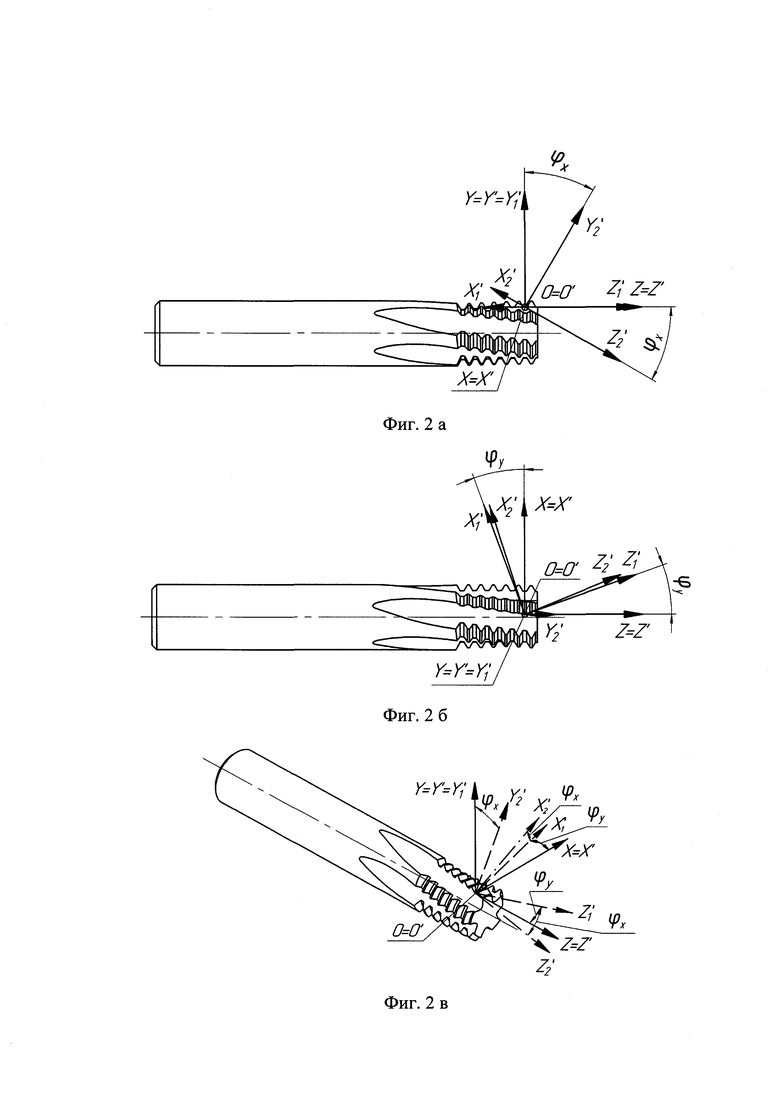
На фиг. 2а показан главный вид резьбовой фрезы с изображением проекций систем координат: исходной и шлифовального круга с учетом ее поворота последовательно на углы ϕу и ϕх.
На фиг. 2б показан вид сверху на фиг. 2а.
На фиг. 2в показан изометрический вид резьбовой фрезы с изображением систем координат: исходной и шлифовального круга с учетом ее поворота последовательно на углы ϕу и ϕх.
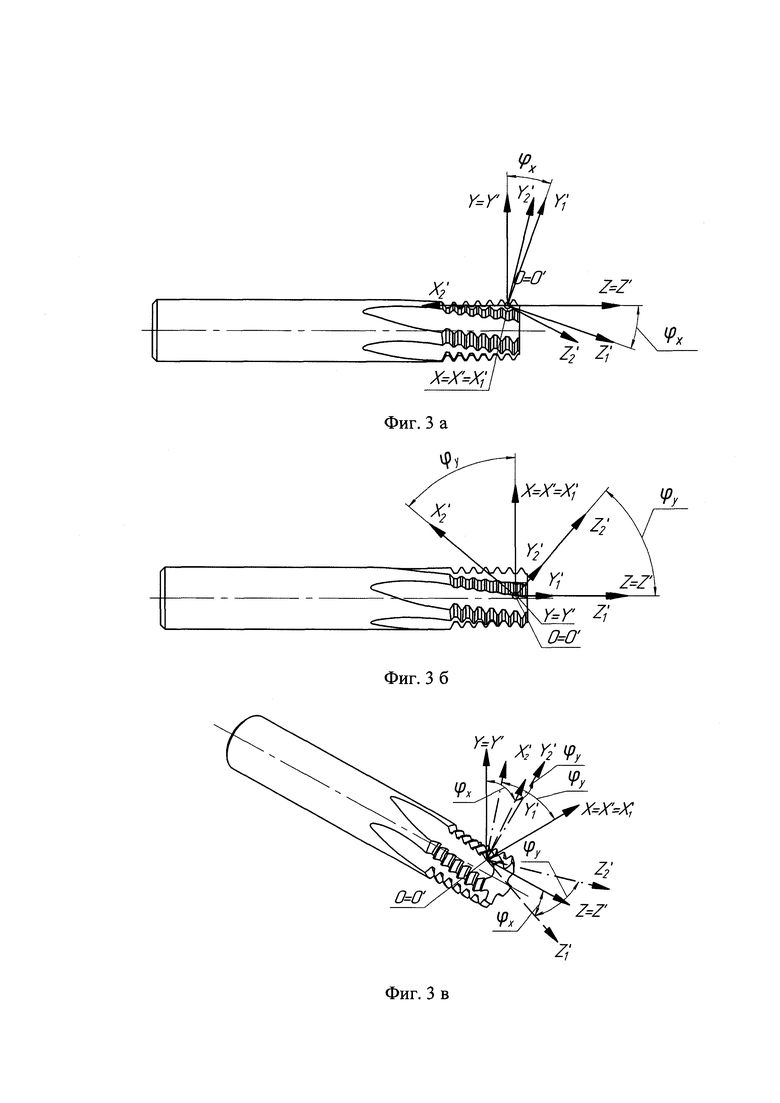
На фиг. 3а показан главный вид резьбовой фрезы с изображением проекций систем координат: исходной и шлифовального круга с учетом ее поворота последовательно на углы ϕх и ϕу.
На фиг. 3б показан вид сверху на фиг. 3а.
На фиг. 3в показан изометрический вид резьбовой фрезы с изображением систем координат: исходной и шлифовального круга с учетом ее поворота последовательно на углы ϕх и ϕу.
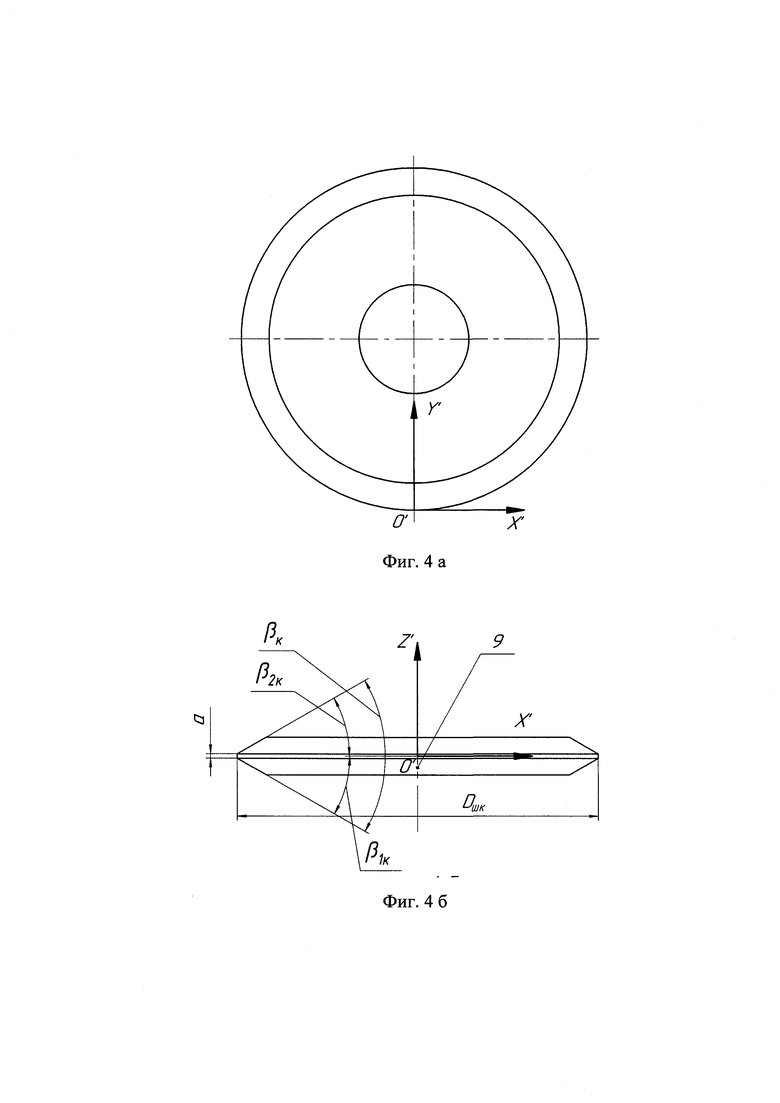
На фиг. 4а показан главный вид шлифовального круга с профилем 14ЕЕ1 с обозначением системы координат.
На фиг. 4б показан вид сверху на фиг. 4а с обозначением системы координат и параметров шлифовального круга.
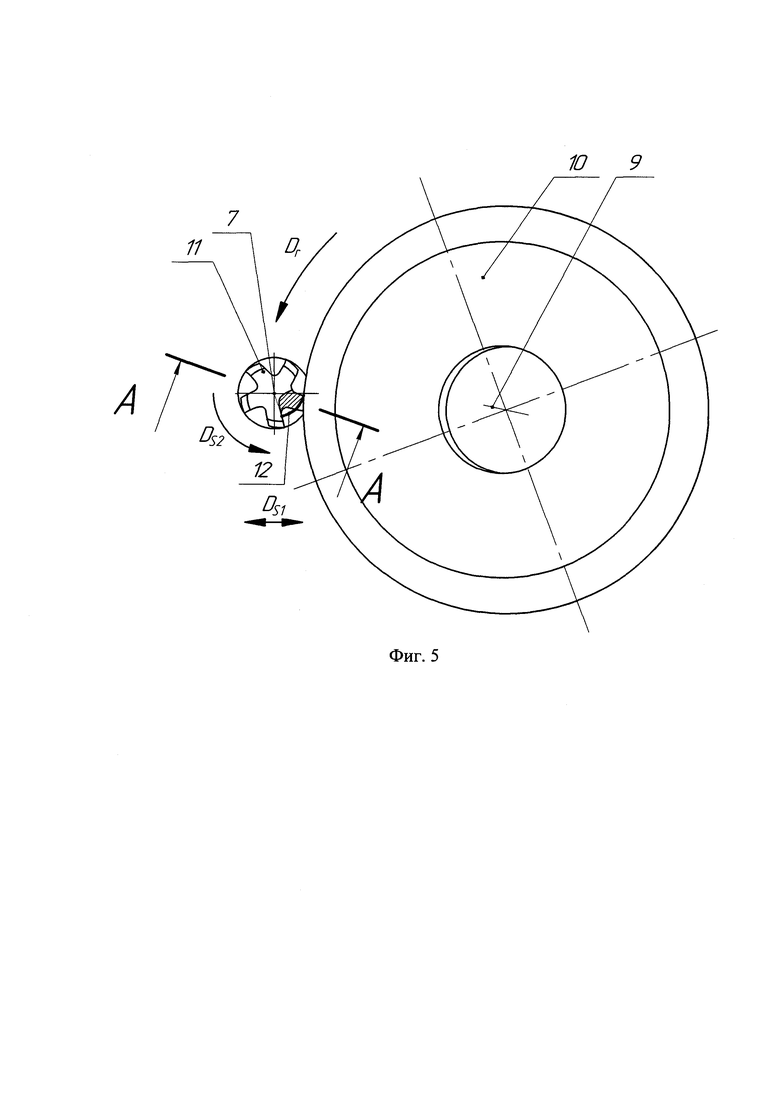
На фиг. 5 показана схема затылования резьбовой фрезы шлифовальным кругом, повернутым вокруг двух осей.
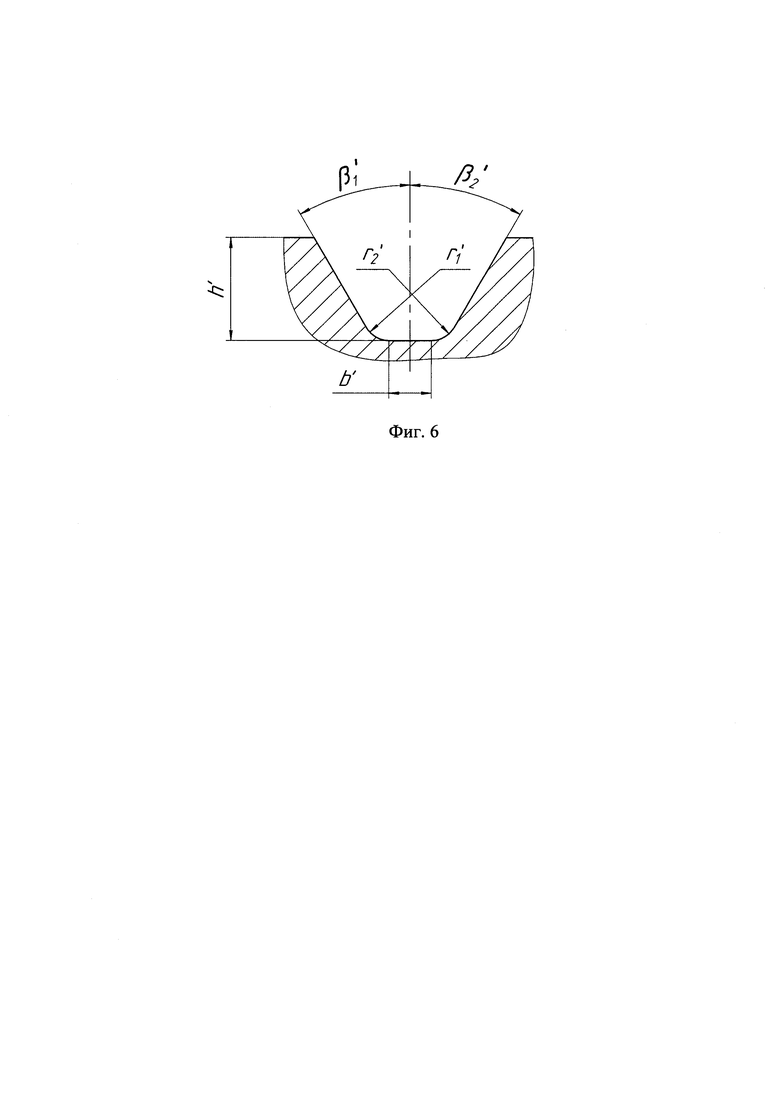
На фиг. 6 показано сечение А-А с фиг. 5 с обозначением параметров профиля задней поверхности.
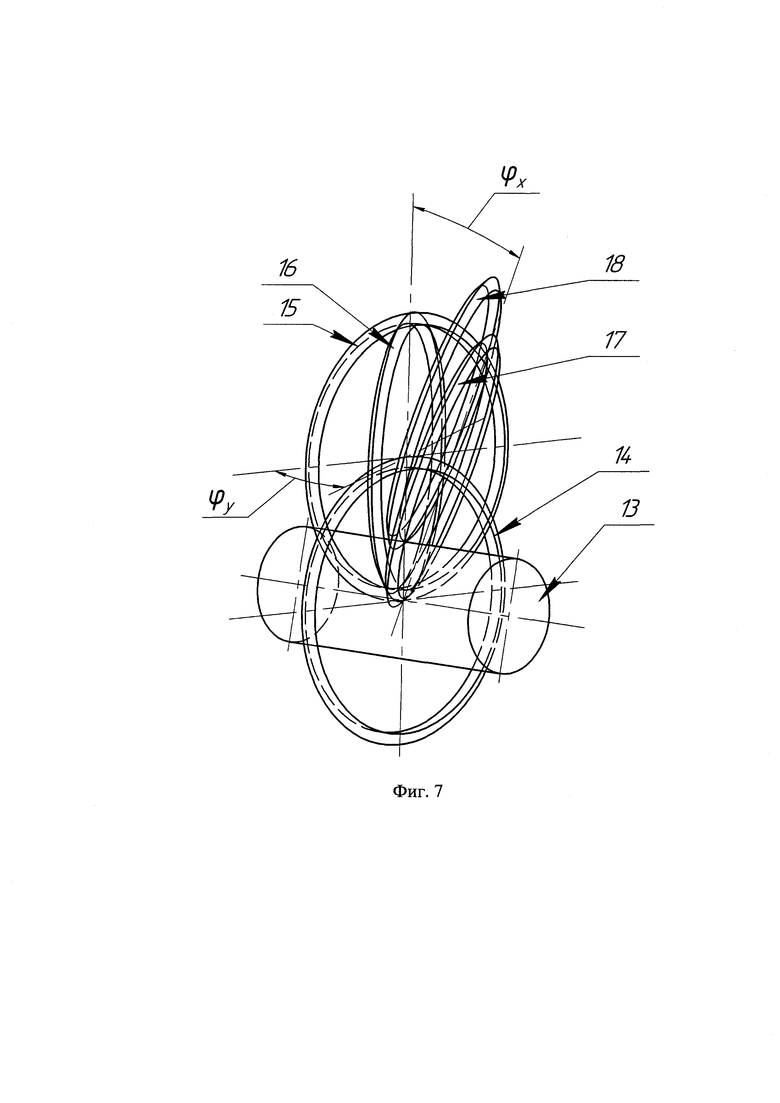
На фиг. 7 показан изометрический вид процесса последовательного перемещения и поворота шлифовального круга при затыловании резьбовой фрезы.
На фиг. 8 показан изометрический вид резьбообразующей части резьбовой фрезы с обозначением ее элементов.
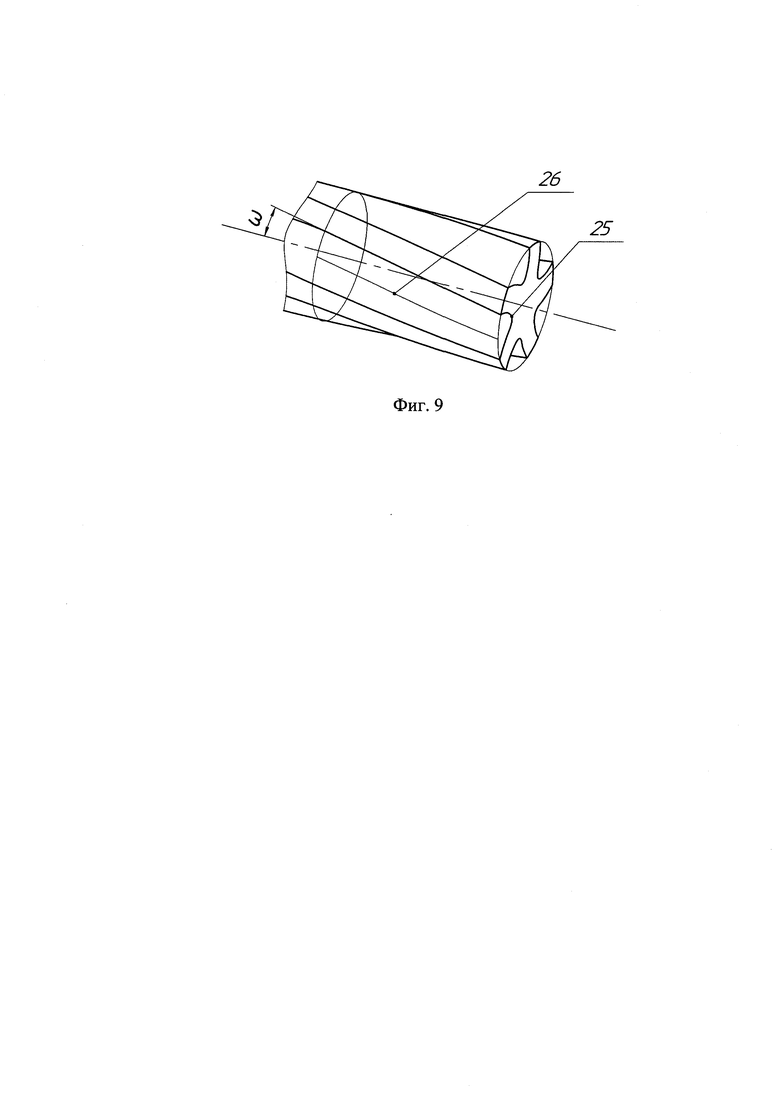
На фиг. 9 показан изометрический вид резьбообразующей части резьбовой фрезы до изготовления режущих профилей на ней с обозначением образующих ее элементов.
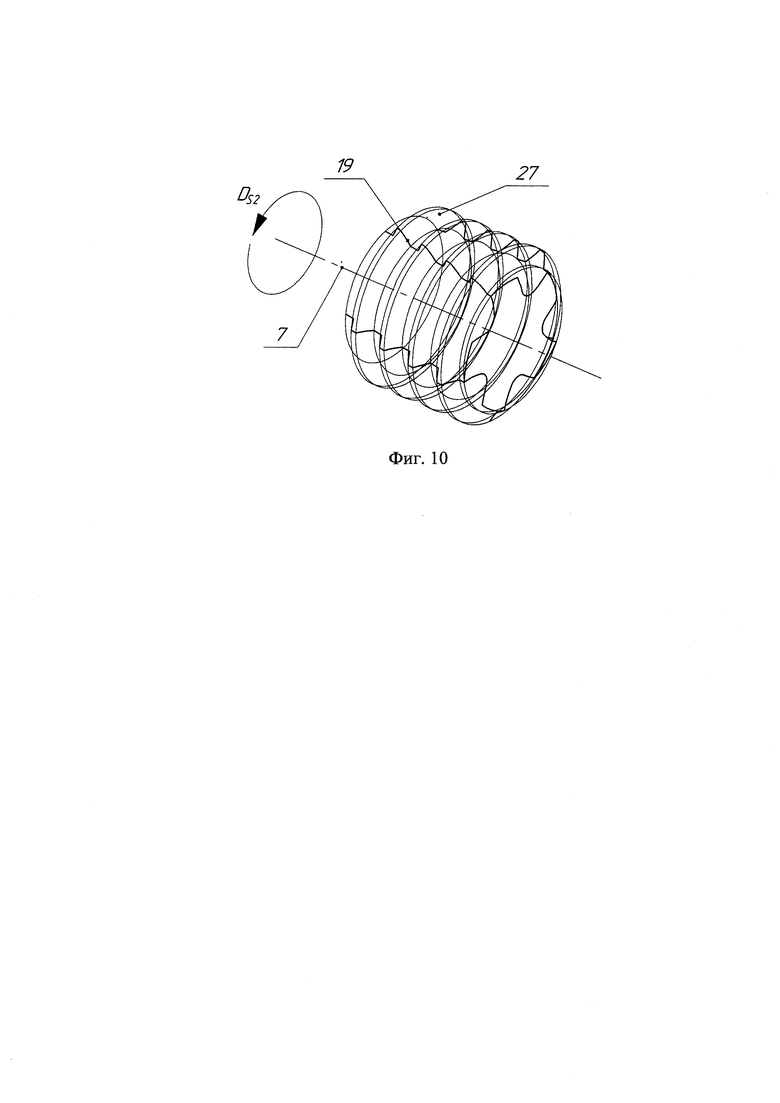
На фиг. 10 показано формирование исходной инструментальной поверхности резьбовой фрезы.
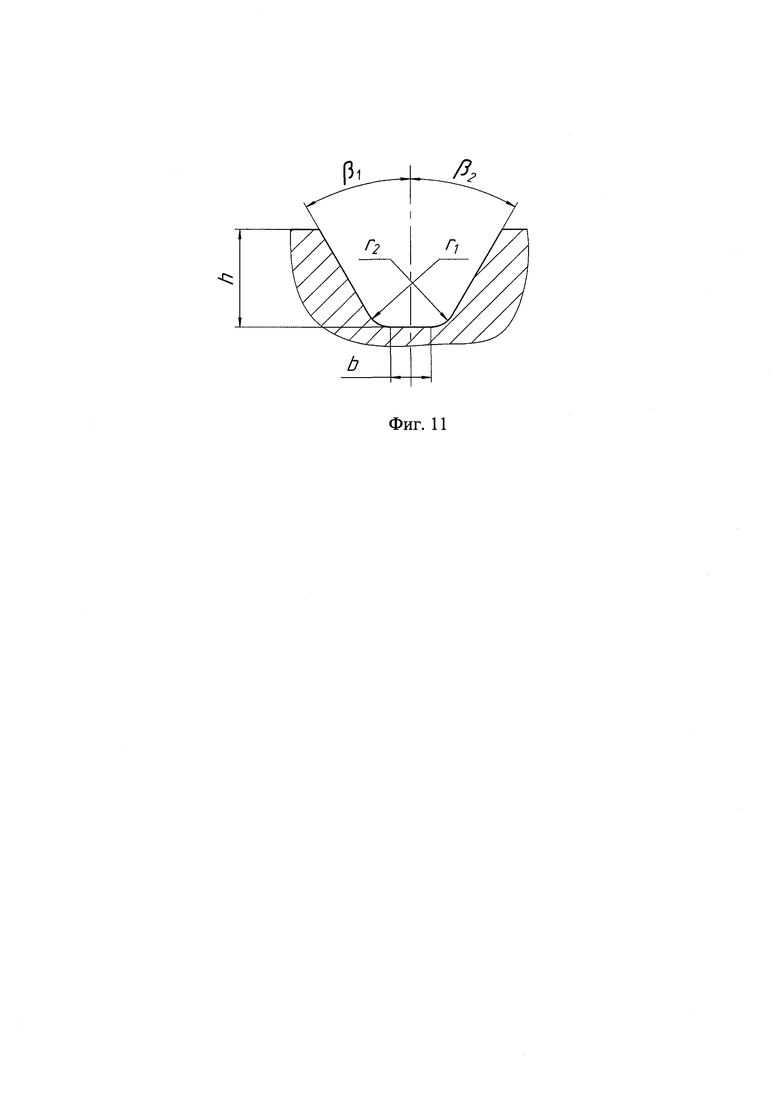
На фиг. 11 показано осевое сечение исходной инструментальной поверхности (фиг. 10) с обозначением его параметров.
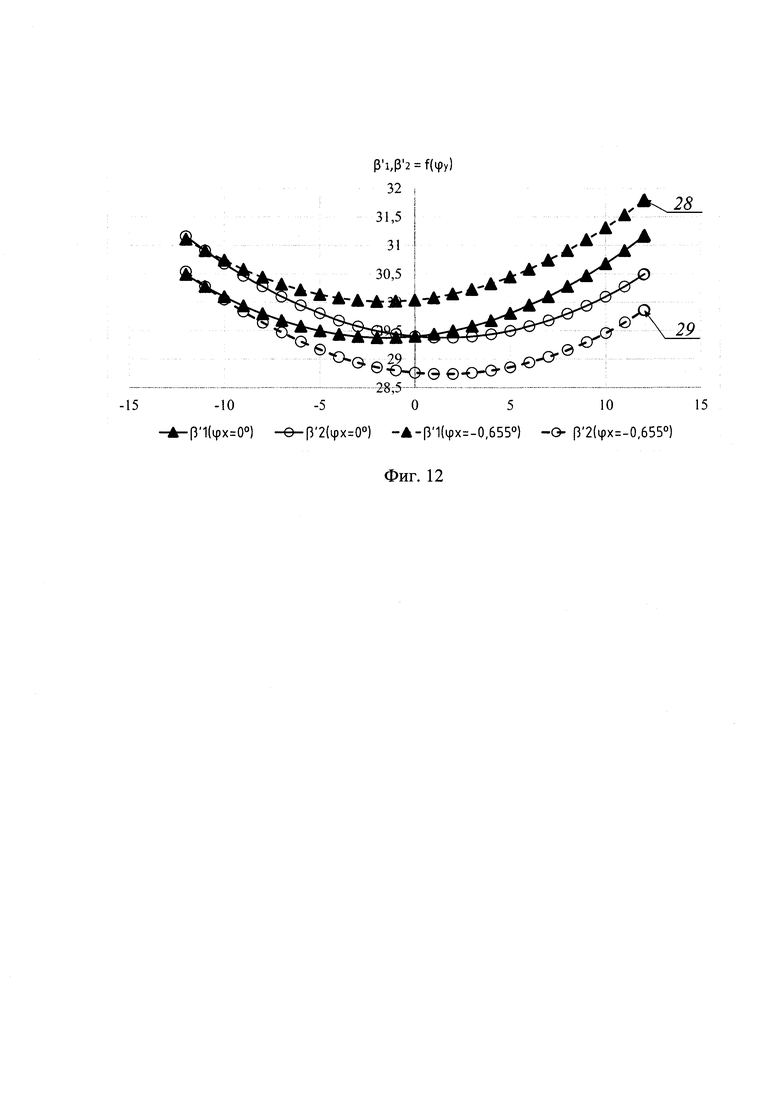
На фиг. 12 показаны зависимости углов профиля задней поверхности резьбовой фрезы от угла ϕу при значениях угла ϕх=0°, ϕх=-0,655°.
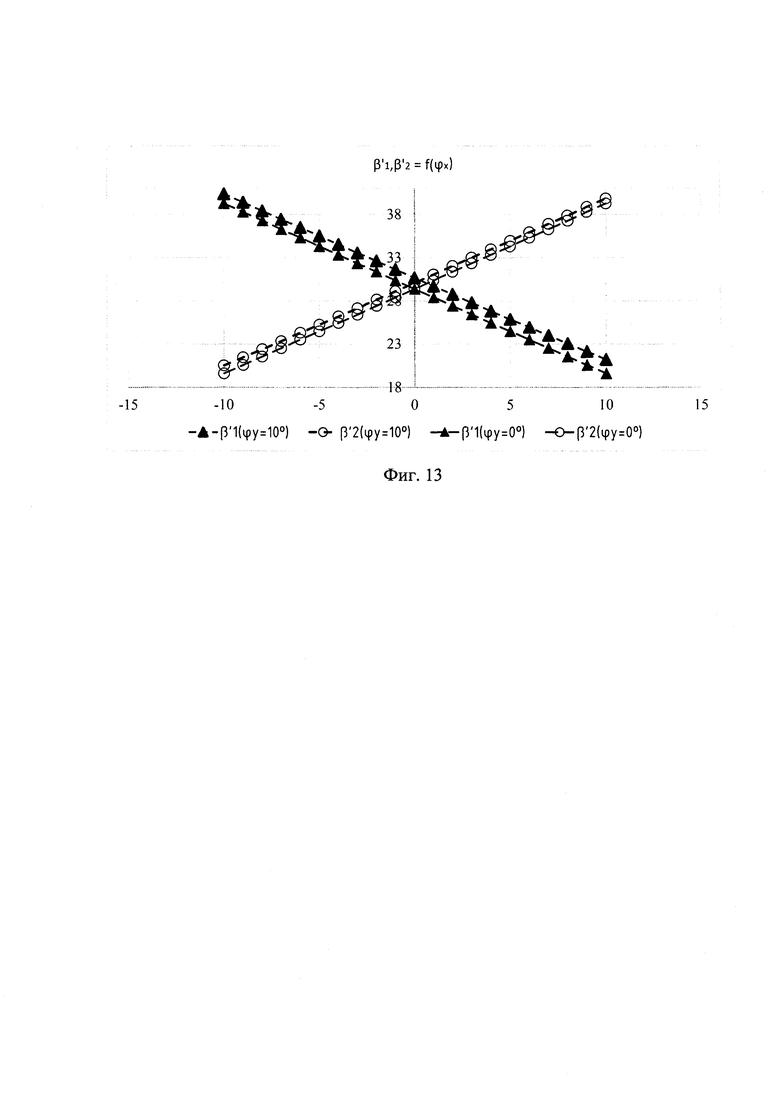
На фиг. 13 показаны зависимости углов профиля задней поверхности резьбовой фрезы от угла ϕх при значениях угла ϕу=0°; ϕу=10°.
Осуществление изобретения
Гребенчатая резьбовая фреза имеет хвостовую часть (фиг. 1 а, поз. 2) и резьбообразующую часть (фиг. 1 а, поз. 1), которая содержит элементарные кольцевые диски (фиг. 1 а, поз. 3) с режущими профилями на диске (фиг. 1 а, поз. 4) в количестве равном количеству зубьев инструмента (фиг. 1 б, поз. 5). Количество элементарных кольцевых дисков n соответствует длине резьбообразующей части с учетом шага резьбы Р и рассчитывается по формуле  где
где  - длина резьбообразующей части (фиг. 1 а). Число режущих профилей на зубе равняется количеству элементарных кольцевых дисков. Каждый элементарный кольцевой диск формообразует одну впадину нарезаемой резьбы. Режущий профиль представляет совокупность режущих кромок, формообразующих одну впадину резьбы. Ось впадины между режущими профилями (фиг. 1 а, поз. 8) проходит через середину впадины b’ и служит для определения углов профиля
- длина резьбообразующей части (фиг. 1 а). Число режущих профилей на зубе равняется количеству элементарных кольцевых дисков. Каждый элементарный кольцевой диск формообразует одну впадину нарезаемой резьбы. Режущий профиль представляет совокупность режущих кромок, формообразующих одну впадину резьбы. Ось впадины между режущими профилями (фиг. 1 а, поз. 8) проходит через середину впадины b’ и служит для определения углов профиля  и
и  (фиг. 6). Ось элементарного кольцевого диска (фиг. 1 а, поз. 6) совпадает с осью резьбовой фрезы (фиг. 1 а, поз. 7). Резьбообразующая часть может выполняться как цельной, так и сборной конструкции.
(фиг. 6). Ось элементарного кольцевого диска (фиг. 1 а, поз. 6) совпадает с осью резьбовой фрезы (фиг. 1 а, поз. 7). Резьбообразующая часть может выполняться как цельной, так и сборной конструкции.
Для формообразования задней поверхности резьбовой фрезы для изготовления метрической резьбы используется стандартизованный шлифовальный круг с двусторонним коническим профилем с углом 60° (типа 4 по ГОСТ Р 52781-2007, 1E1, 14EEI или 1E6Q ГОСТ Р 53923-2010).
Для осуществления формообразования задней поверхности резьбовой фрезы шлифовальный круг должен быть ориентирован относительно впадины между соседними режущими профилями. Исходная система координат XYZ с центром (точка О) (фиг. 2 а, б, в, фиг. 3 а, б, в) в середине впадины между соседними режущими профилями расположена таким образом, что направление оси Z совпадает с направлением оси резьбовой фрезы (фиг. 1 а, поз. 7). Система координат шлифовального круга X'Y'Z' с центром в точке О' расположена в середине вершины а (фиг. 4 б), которая находится на максимальном диаметре шлифовального круга Dшк, и ориентирована таким образом, что плоскость Y'Z' совпадает с осевой плоскостью шлифовального круга, а ось O'Z' параллельна его оси (фиг. 4 б, поз. 9).
При формообразовании задней поверхности зубьев резьбовых фрез (фиг. 5) шлифовальный круг (фиг. 5, поз. 10) вращается (движение Dr) вокруг собственной оси (фиг. 5, поз. 9), заготовка резьбовой фрезы (фиг. 5, поз. 11) вращается (движение DS2) вокруг собственной оси (фиг. 5, поз. 7 - показана проекция оси на плоскость эскиза), а относительное движение шлифовального круга и заготовки резьбовой фрезы (движение DS1 зависит от типа применяемого резьбошлифовального оборудования и обеспечивает перемещение шлифовального круга вдоль задней поверхности резьбовой фрезы по затыловочной кривой (фиг. 5, поз. 12). Затылуется отдельно каждая впадина между режущими профилями (фиг. 1 а, поз. 4), формируя таким образом режущие профили элементарных кольцевых дисков при переходе шлифовального круга на шаг резьбы. На фиг. 5 показано общее положение шлифовального круга с учетом его разворота относительно двух осей, которое описано далее.
Для осуществления процесса формообразования задней поверхности зубьев резьбовых фрез необходимо совместить исходную систему координат XYZ и систему координат шлифовального круга X'Y'Z' посредством совмещения точек О и О', а также осей систем координат. При этом совмещенная точка (О=О') принадлежит затыловочной кривой (фиг. 5, поз. 12). Далее система координат шлифовального круга X'Y'Z' поворачивается относительно исходной системы координат XYZ последовательно на угол ϕу вокруг оси OY и на угол ϕх вокруг оси ОХ (фиг. 2, а, б, в - показан поворот против часовой стрелки). Возможен поворот в другой последовательности: на угол ϕх вокруг оси ОХ и на угол ϕу вокруг оси OY (фиг. 3 а, б, в - показан поворот против часовой стрелки). Первый поворот системы координат X'Y'Z' обозначается индексом 1, второй поворот - индексом 2. В результате последовательных поворотов на 2 угла шлифовальный круг будет вращаться вокруг собственной оси, скрещенной с осью резьбовой фрезы (фиг. 5).
Описанный выше подход с ориентацией системы шлифовального круга X'Y'Z' относительно исходной системы координат XYZ позволяет производить расчеты в глобальной системе координат, не связанной с кинематикой и системой ЧПУ, реализованных в конкретных моделях шлифовально-заточных станков с ЧПУ, которые используются для изготовления резьбовых фрез. В конкретной реализации указанного способа затылования на шлифовально-заточном станке с ЧПУ необходимо подобрать такие параметры, которые позволят установить шлифовальный круг относительно резьбовой фрезы в положении эквивалентном рассчитанному по предложенной методике.
Задняя поверхность зуба в результате предложенной схемы образуется при относительном движении шлифовального круга и заготовки резьбовой фрезы по затыловочной кривой (фиг. 5, поз. 12), при этом шлифовальный круг вращается вокруг собственной оси, повернутой последовательно на угол ϕу и на угол ϕх в системе координат XYZ (либо в обратном порядке). В результате формообразования задней поверхности зуба в сечении А-А (фиг. 5) образуется профиль (фиг. 6), не совпадающий с профилем шлифовального круга (
 где βк=60°, β1к=β2к=30°), который описывается следующими параметрами:
где βк=60°, β1к=β2к=30°), который описывается следующими параметрами: 
 - углы левой и правой стороны профиля соответственно,
- углы левой и правой стороны профиля соответственно,
 - радиус дна впадины с левой и правой стороны профиля соответственно, b' - ширина впадины профиля, h' - высота профиля. Координаты точек полученного профиля задней поверхности зуба резьбовой фрезы можно получить комбинацией движений шлифовального круга и резьбовой фрезы друг относительно друга в виде:
- радиус дна впадины с левой и правой стороны профиля соответственно, b' - ширина впадины профиля, h' - высота профиля. Координаты точек полученного профиля задней поверхности зуба резьбовой фрезы можно получить комбинацией движений шлифовального круга и резьбовой фрезы друг относительно друга в виде:


где матрицы В, С, D, E, F - матрицы преобразования относительного движения шлифовального круга (фиг. 7, поз. 18) и резьбовой фрезы (фиг. 7, поз. 13) при затыловании (соответствуют последовательным положениям шлифовального круга относительно резьбовой фрезы (фиг. 7)), матрица А описывает координаты профиля шлифовального круга. Зависимость (1) используется для последовательности поворота на углы ϕу и ϕх, зависимость (2) используется для обратной последовательности поворота на углы ϕх и ϕу. При перемножении матриц необходимо учитывать их коммутативность [Хилл Ф. OpenGL. Программирование компьютерной графики. Для профессионалов. СПб., Питер, 2002., стр. 294-298].
Матрица А координат точек профиля шлифовального круга в его осевой плоскости:
где X'=0 или Y'=0, если профиль шлифовального круга задается в плоскости Y'O'Z' или Х'О'Z' соответственно.
Матрица В поворота точек профиля шлифовального круга в его осевой плоскости (матрица А) вокруг собственной оси (фиг. 4 б, поз. 9) против часовой стрелки (фиг. 7, поз. 14):
где ψ - текущий угол точки профиля вокруг оси шлифовального круга.
Матрица С переноса системы координат шлифовального круга с оси (фиг. 4 б, поз. 9) на периферию (фиг. 7, поз. 15):
Матрица D поворота шлифовального круга на угол ϕу против часовой стрелки (фиг. 7, поз. 16):
Матрица Е поворота шлифовального круга на угол ϕх против часовой стрелки (фиг. 7, поз. 17):
Матрица F движения затылования (фиг. 7, поз. 18):

где ϕz - текущий угол поворота шлифовального круга вокруг оси резьбовой фрезы по часовой стрелке при движении затылования (относительное движение шлифовального круга при неподвижной фрезе), α - задний угол зуба резьбовой фрезы, dpч - наружный диаметр резьбообразующей части резьбовой фрезы.
На фиг. 8 представлены элементы резьбообразующей части гребенчатой резьбовой фрезы. Режущие кромки зубьев представляют собой непрерывную фасонную линию, образованную последовательностью режущих профилей всех элементарных кольцевых дисков одного зуба. Режущие кромки гребенчатой резьбовой фрезы (РК, фиг. 8, поз. 19) образуются пересечением нескольких поверхностей (РК=ПП ∩ ЗП), образующих переднюю (ПП, фиг. 8, поз. 20) и задние поверхности зуба инструмента (ЗП, фиг. 8, поз. 21) на всех элементарных кольцевых дисках.
Для определения координат точек задней поверхности можно использовать координаты точек профиля задней поверхности зуба резьбовой фрезы (фиг. 6) полученные комбинацией движений ((1) или (2)) шлифовального круга и резьбовой фрезы друг относительно друга при затыловании. Необходимо в качестве образующей использовать профиль задней поверхности (фиг. 6), а в качестве направляющей затыловочную кривую (фиг. 5, поз. 12). При формообразовании задней поверхности текущего зуба (фиг. 8, поз. 22) по указанной схеме ограничениями распространения поверхности будут служить затылок предыдущего зуба (фиг. 8, поз. 23) с одной стороны и передняя поверхность следующего зуба (фиг. 8, поз. 24) с другой стороны.
Для определения координат точек передней поверхности можно использовать систему математических зависимостей для расчета профиля торцевого сечения винтовых стружечных канавок гребенчатых резьбовых фрез на основе расчетной схемы, соответствующей кинематической схеме работы заточных станков с ЧПУ [Мальков О.В., Павлюченков И.А., Козяр В.Н. Профилирование стружечных канавок резьбовых фрез // Известия ВУЗов. Машиностроение.- 2018. - №3. стр. 6]. Использование указанной расчетной схемы позволяет учесть подрез производящим инструментом стружечной канавки резьбовой фрезы, поэтому для получения координат точек передней поверхности достаточно ее рассмотреть как перемещение образующей (торцевого сечения винтовой стружечной канавки - фиг. 9, поз. 25) по направляющей винтовой линии (фиг. 9, поз. 26), расположенной на цилиндре с диаметром равным диаметру резьбообразующей части инструмента под углом равным углу наклона стружечной канавки.
Полученные в результате пересечения передней (фиг. 8, поз. 20) и задних (фиг. 8, поз. 21) поверхностей зуба инструмента координаты точек режущих кромок позволяют перейти к исходной инструментальной поверхности гребенчатой резьбовой фрезы [Родин П.Р. Металлорежущие инструменты // Издательское объединении "Вища школа". - 1974. стр. 27]. Исходная инструментальная поверхность резьбовой фрезы представляет поверхность (фиг. 10, поз. 27), которая образуется при вращении режущих кромок (фиг. 10, поз. 19) относительно оси резьбовой фрезы (фиг. 10, поз. 7). Таким образом, исходная инструментальная поверхность содержит режущие кромки инструмента, а ее ось совпадает с осью резьбовой фрезы. В процессе обработки исходная инструментальная поверхность касается обрабатываемой поверхности [Родин П.Р. Металлорежущие инструменты // Издательское объединение "Вища школа". - 1974. стр. 27]. При сечении исходной инструментальной поверхности плоскостью проходящей через ось инструмента получим профиль, который показан на фиг. 11 и описывается следующими параметрами: β1, β1 - углы левой и правой стороны профиля соответственно, r1, r2 - радиус дна впадины с левой и правой стороны профиля соответственно, b - ширина впадины профиля, h - высота профиля. В общем случае углы профиля β1, β2 отличаются от углов профиля 
 (фиг. 6), т.е.
(фиг. 6), т.е. 
 . Это связано с наличием отличных от нуля переднего, заднего углов и угла наклона стружечных канавок инструмента при принятом диаметре инструмента и шаге обрабатываемой резьбы [Мальков О.В. Профилирование зубьев резьбовых фрез с винтовыми стружечными канавками // Наука и образование. МГТУ им. Н.Э. Баумана. Электрон, журн. 2013. №6. Режим доступа: http://technomag.edu.ru/doc/579350.html (дата обращения 10.11.2019 г.). DOI: 10.7463/0613.0579350. стр. 49-51].
. Это связано с наличием отличных от нуля переднего, заднего углов и угла наклона стружечных канавок инструмента при принятом диаметре инструмента и шаге обрабатываемой резьбы [Мальков О.В. Профилирование зубьев резьбовых фрез с винтовыми стружечными канавками // Наука и образование. МГТУ им. Н.Э. Баумана. Электрон, журн. 2013. №6. Режим доступа: http://technomag.edu.ru/doc/579350.html (дата обращения 10.11.2019 г.). DOI: 10.7463/0613.0579350. стр. 49-51].
Установлено, что при резьбофрезеровании, вследствие использования кинематической схемы с параллельными осями резьбы и инструмента, угол профиля фрезы (β1+β2) несколько больше угла профиля получаемой резьбы. Зависимость углов профиля резьбовой фрезы β1, β2 и получаемой резьбы представлена в литературном источнике [Левицкий М.Я. Резьбофрезерование. - Киев: Машгиз. Украинское отд-ние, 1950. стр. 33].
Таким образом, для получения резьбы с требуемым углом профиля, соответствующим принятой степени точности необходимо при формообразовании задней поверхности зубьев резьбовой фрезы получить такие углы профиля 
 которые с учетом геометрических и конструктивных параметров инструмента позволят образовать в осевом сечении исходной инструментальной поверхности углы β1 и β2, которые с учетом используемой кинематической схемы резьбофрезерования позволят получить требуемый угол профиля резьбы.
которые с учетом геометрических и конструктивных параметров инструмента позволят образовать в осевом сечении исходной инструментальной поверхности углы β1 и β2, которые с учетом используемой кинематической схемы резьбофрезерования позволят получить требуемый угол профиля резьбы.
Учитывая известную связь между углами профиля β1, β2 и углом профиля резьбы, а также влияние геометрических и конструктивных параметров инструмента на углы β1 и β2 рассмотрим отдельно влияние углов разворота шлифовального круга ϕх и ϕу на углы профиля задней поверхности зубьев резьбовой фрезы 
На фиг. 12 и фиг. 13 по указанной выше последовательности расчета представлены зависимости углов профиля задней поверхности резьбовой фрезы  и
и  от углов ϕх и ϕу. Из фигур видно, что при изменении ϕу от ϕу=0° увеличивается угол профиля
от углов ϕх и ϕу. Из фигур видно, что при изменении ϕу от ϕу=0° увеличивается угол профиля  в то время как ϕх перераспределяет углы профиля
в то время как ϕх перераспределяет углы профиля  и
и  за счет наклона профиля шлифовального круга до требуемых значений углов профиля.
за счет наклона профиля шлифовального круга до требуемых значений углов профиля.
Приведем пример расчета углов поворота шлифовального круга для затылования резьбовой фрезы со следующими параметрами: z=4, dрч=12 мм, Р=2 мм, γ=10°, ω=20°, α=10°, h'=1,3 мм, для изготовления резьбы M16×2. При затыловании зубьев используем шлифовальный круг с двусторонним коническим профилем типа 14ЕЕ1 со следующими параметрами: Dшк=100 мм, βк=60°, а=0,1 мм.
Для изготовления резьбы M16×2 с углом профиля 60° необходимо получить на исходной инструментальной поверхности профиль с углами β1=β2=30,07° [Левицкий М.Я. Резьбофрезерование. - Киев: Машгиз. Украинское отд-ние, 1950. стр. 33].
Для получения указанных углов на исходной инструментальной поверхности с учетом углов γ, α, ω необходимо обеспечить при затыловании углы профиля  (фиг. 12, поз. 28) и
(фиг. 12, поз. 28) и  (фиг. 12, поз. 29). Для указанных углов профиля, используя представленную выше последовательность расчета (зависимость (1)), получим следующие углы поворота шлифовального круга: ϕу=12,05°, ϕх=-0,655°.
(фиг. 12, поз. 29). Для указанных углов профиля, используя представленную выше последовательность расчета (зависимость (1)), получим следующие углы поворота шлифовального круга: ϕу=12,05°, ϕх=-0,655°.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ РЕЗЬБ | 2020 |
|
RU2749276C1 |
| Инструмент для планетарного накатывания резьбы с осевым колебанием формообразующей поверхности | 2015 |
|
RU2612857C1 |
| Сборный инструмент для планетарного накатывания резьбы с осевым колебанием формообразующей поверхности | 2015 |
|
RU2613002C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2515707C2 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМ СТЕРЖНЕВЫМ ПРАВЯЩИМ ИНСТРУМЕНТОМ | 2013 |
|
RU2538531C1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| Способ затылования боковых задних поверхностей червячных фрез | 1980 |
|
SU994217A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Способ затылования червячных фрез | 1980 |
|
SU1009721A1 |
| ФРЕЗА ДИСКОВАЯ | 2006 |
|
RU2336149C1 |

Изобретение относится к инструментальному производству и может быть использовано при затыловании задней поверхности зубьев резьбовых фрез для изготовления метрической резьбы с использованием шлифования. Способ включает вращение шлифовального круга и резьбовой фрезы и их относительное движение вдоль затыловочной кривой. Используют шлифовальный круг с двусторонним коническим профилем, который поворачивают относительно исходной системы координат последовательно на заданные углы с обеспечением вращения шлифовального круга вокруг собственной оси, скрещенной с осью резьбовой фрезы, из условия, что в зависимости от диаметра резьбообразующей части фрезы, шага резьбы, переднего и заднего углов и угла наклона стружечных канавок режущие кромки на зубьях, полученные пересечением передней поверхности и формообразованной под указанными углами задней поверхности, образуют при вращении вокруг оси резьбовой фрезы исходную инструментальную поверхность резьбовой фрезы с получением в осевом сечении заданных углов профиля и образованием резьбы с заданным углом профиля. Обеспечивается возможность формообразования задней поверхности зубьев резьбовых фрез различного типоразмера одним типоразмером шлифовального круга без использования операции правки. 13 ил.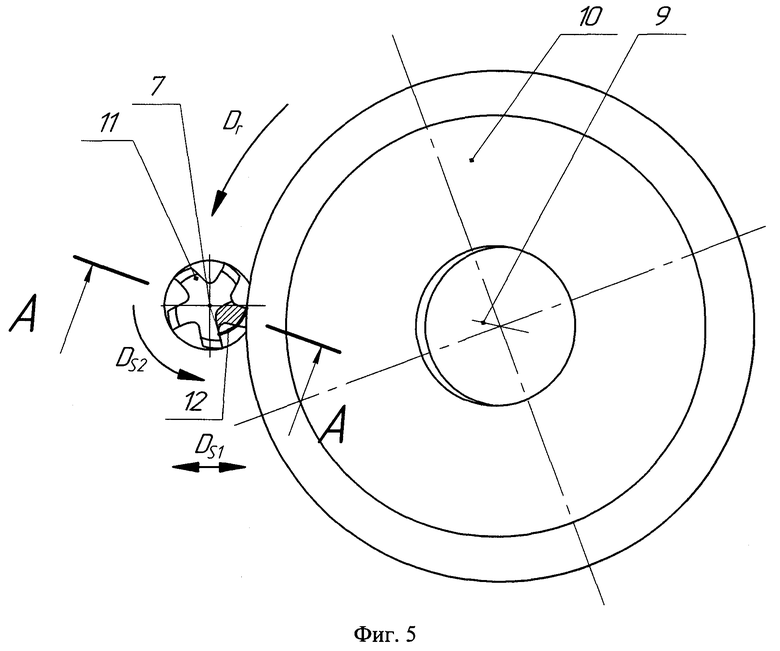
Способ формообразования задней поверхности зубьев резьбовой фрезы затылованием, включающий вращение шлифовального круга и резьбовой фрезы и их относительное движение вдоль затыловочной кривой, отличающийся тем, что используют шлифовальный круг с двусторонним коническим профилем, систему координат X'Y'Z' которого с центром в точке О', расположенную в середине вершины а на максимальном диаметре шлифовального круга Dшк, ориентируют таким образом, что плоскость Y'Z' совпадает с осевой плоскостью шлифовального круга, ось O'Z' параллельная его оси, совпадает с исходной системой координат XYZ с центром в точке О, расположенной в середине впадины между соседними режущими профилями резьбовой фрезы, а направление оси ОZ совпадает с направлением оси резьбовой фрезы, при этом шлифовальный круг поворачивают относительно исходной системы координат XYZ последовательно на угол ϕу вокруг оси OY и на угол ϕх вокруг оси ОХ либо в обратном порядке с обеспечением вращения шлифовального круга вокруг собственной оси, скрещенной с осью резьбовой фрезы, из условия, что в зависимости от диаметра резьбообразующей части фрезы, шага резьбы, переднего и заднего углов и угла наклона стружечных канавок режущие кромки на зубьях, полученные пересечением передней поверхности и формообразованной под указанными углами ϕу и ϕх задней поверхности, образуют при вращении вокруг оси резьбовой фрезы исходную инструментальную поверхность резьбовой фрезы с получением в осевом сечении заданных углов профиля и образованием резьбы с заданным углом профиля.
| Способ затылования червячных фрез | 1986 |
|
SU1335425A1 |
| Способ затылования фрез | 1984 |
|
SU1194612A1 |
| Устройство для затылования зубьев инструмента | 1980 |
|
SU933265A1 |
| Машина для снятия пуха с семян хлопчатника | 1960 |
|
SU137224A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЭЛЕМЕНТОВ ЗУБЧАТОГО ПРОФИЛЯ | 2002 |
|
RU2199420C1 |
| Управляемый распределитель | 1976 |
|
SU744534A1 |

