81 356 7 V
/ / / .
р. т1л.ху
СП
00
о
4;
со
Изобретение относится к машиностроению, в частности к механообработке, и может быть использовано при выполнении отделочно-зачистных и полировальных операций.
Целью изобретения является расширение технологических возможностей за счет обеспечения обработки как торцовой поверхностью круга, так и его периферией.
На чертеже показан лепестковый круг, продольный разрез.
Круг состоит из корпуса 1, лепестков 2, нанизанных на кольцо 3, верти- -г плавно сопряжены дугой 11, центр когоризонтальныхэластичных накла20
30
35
кальных болтов болтов 5, гаек 6 и док 7 и 8.
Сборку лепесткового круга производят следующим образом.
На кольцевой стержень 3 нанизывают предварительно вырубленные в штампе лепестки 2, при этом на равном расстоянии друг от друга устанавливают также вертикальные болты А и го- 05 ризонтальные болты 5. После этого соединяют концы кольцевого стержня в замок. Далее собранный кольцевой стержень с лепестками посредством вертикальных 4 и горизонтальных 5 болтов стягивают с корпусом с помощью гаек 6.
Отверстия под болты в корпусе 1 выполнены в виде пазов, что позволяет откидывать болты и ускорять сборку. Присоединение кольцевого стержня с лепестками к корпусу производят путем последовательного и равномерного заворачивания гаек 6 всех болтов, установленных в рабочее положение. Затем дополнительно заворачивают гайки только горизонтальных болтов с силой, превышающей силу затяжки вертикальных болтов в 2-3 раза. Это создает предварительную напряженность, которая при работе полировального круга уравновешивается возникающей центробежной силой.
Для придания лепестковому кругу необходимой жесткости краевые нерабочие участки контура лепестков с двух сторон соединяют между собой эластичными накладками 7 и 8. Накладки выполнены, например, из прорезиненной ткани и должны быть достаточно эластичными, чтобы не препятство- 55 вать отклонению лепестков полировального круга во время их контакта с обрабатываемой поверхностью.
40
45
50
торой, например, расположен в вершине прямого угла.
Благодаря наличию прямолинейного участка 10 круг может использоваться как цилиндрический, например, для обработки отверстий. Прямолинейный участок 9 позволяет использовать круг как торцовый для обработки плоских протяженных поверхностей, а радиусный участок 11 дает возможность обрабатывать соответствутош 1е ему эквидистантные поверхности на деталях. Размеры этих участков а, b и с выбирают в соответствии с размерами обрабатываемой поверхности и технологическими задачами обработки. Например, профильный криволинейный участок 11 может занимать почти вес рабочий контур, а прямолинейные участки 9 и 10 при этом имеют минимальные размеры.
Технология изготовления лепесткового круга следующая.
Вначале в штампе из абразивной или алмазной шкурки вырубают лепестки с отверстием под соединительный стержень. Стержень сгибают по окружности и плотно нанизывают на него лепестки, равномерно по окружности устанавливают болты проушинами, чередуя вертикальные и горизонтальные под углом 90 , соединяют замок. Затем болты пропускают через накладки и накидывают их на корпус. Равномерно заворачивают гайки на болтах, как указано выше.
Лепестковый полировальный круг работает следующим образом.
Обрабатываемую деталь, например корпус, устанавливают в специальном приспособлении на столе фрезерного станка, а круг закрепляют на шпинд ле станка. Подводят круг до соприкосновения с обрабатываемой поверх53043U4
Накладки изнашиваются вместе с лепест- а круг не теряет технологи10
ками,
ческих свойств по мере износа лепестков и накладок. Накладки приклеивают к торцам лепестков, для большей надежности накладки 7 и 8 могут быть выполнены на всю ширину лепестков, при этом горизонтальные и вертикальные болты пропускают через отверстия или через пазы в накладках.
Лепестки 2 имеют вид плоской геометрической фигуры с тремя прямыми углами, две стороны 9 и 10 которой
0
0
5
5
5
0
5
0
торой, например, расположен в вершине прямого угла.
Благодаря наличию прямолинейного участка 10 круг может использоваться как цилиндрический, например, для обработки отверстий. Прямолинейный участок 9 позволяет использовать круг как торцовый для обработки плоских протяженных поверхностей, а радиусный участок 11 дает возможность обрабатывать соответствутош 1е ему эквидистантные поверхности на деталях. Размеры этих участков а, b и с выбирают в соответствии с размерами обрабатываемой поверхности и технологическими задачами обработки. Например, профильный криволинейный участок 11 может занимать почти вес рабочий контур, а прямолинейные участки 9 и 10 при этом имеют минимальные размеры.
Технология изготовления лепесткового круга следующая.
Вначале в штампе из абразивной или алмазной шкурки вырубают лепестки с отверстием под соединительный стержень. Стержень сгибают по окружности и плотно нанизывают на него лепестки, равномерно по окружности устанавливают болты проушинами, чередуя вертикальные и горизонтальные под углом 90 , соединяют замок. Затем болты пропускают через накладки и накидывают их на корпус. Равномерно заворачивают гайки на болтах, как указано выше.
Лепестковый полировальный круг работает следующим образом.
Обрабатываемую деталь, например корпус, устанавливают в специальном приспособлении на столе фрезерного станка, а круг закрепляют на шпинд ле станка. Подводят круг до соприкосновения с обрабатываемой поверх515304306
ностью и создают натяг величиной / за счет обеспечения обработки как 0,05-2,5 мм. Включают вращение шпин- торцом, так и периферией круга, ле- деля и подачу. Производят обработку пестки выполнены в виде плоской геодетали,метрической фигуры с тремя прямыми
углами, две стороны которой, образуюФормула изобретениящие режущую кромку, имеют сопряжение
дугой, а болты установлены с чередо1. Лепестковый круг, на торце кор- ванием под углом 90 друг к другу, пуса которого установлены лепестки ю 2. Лепестковый круг по п., 1, о т- из абразивной шкурки посредством личающийся тем, что, с кольца и болтов, установленных на целью повышения жесткости рабочей корпусе по окружности, отличаю- части круга, он дополнительно снабжен щ и и с я тем, что, с целью расши- размещенными на нерабочих поверхнос- рения технологических возможностей тях лепестков эластичными накладками.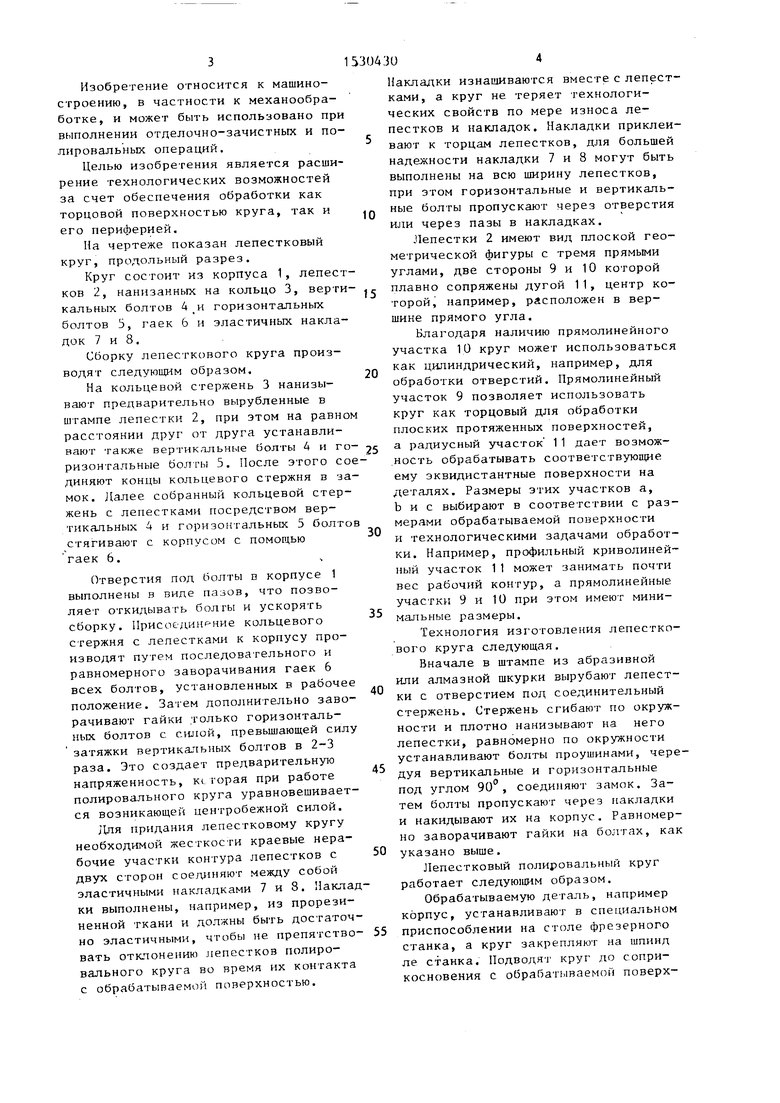
| название | год | авторы | номер документа |
|---|---|---|---|
| Лепестковый полировальный круг | 1982 |
|
SU1024252A1 |
| Лепестковый полировальный круг | 1986 |
|
SU1341008A2 |
| ЛЕПЕСТКОВЫЙ ИНСТРУМЕНТ | 1993 |
|
RU2066620C1 |
| Лепестковый полировальный круг | 1979 |
|
SU850369A1 |
| Способ изготовления лепесткового полировального круга | 1986 |
|
SU1313681A1 |
| УПРОЧНЯЮЩЕ-ПОЛИРОВАЛЬНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2005 |
|
RU2283745C1 |
| Лепестковый полировальный круг | 1988 |
|
SU1703436A1 |
| Способ изготовления лепесткового полировального круга | 1982 |
|
SU1060453A2 |
| Лепестковый полировальный круг | 1986 |
|
SU1357207A1 |
| Способ изготовления лепесткового полировального круга | 1986 |
|
SU1380926A2 |
Изобретение относится к машиностроению, в частности к механообработке, и может быть использовано при выполнении отделочно-зачистных и полировальных операций. Цель изобретения - расширение технологических возможностей за счет обеспечения обработки как торцовой поверхностью круга, так и его периферией. Круг состоит из корпуса 1 и лепестков 2, нанизанных на кольцо 3. Кольцо 3 с набором лепестков 2 крепится к корпусу посредством болтов 4 и 5. Болты располагают по окружности с чередованием под углом 90° один к другому. Лепестки 2 имеют вид плоской геометрической фигуры с тремя прямыми углами, две стороны 9 и 10 которой плавно сопряжены дугой 11, образуя режущую кромку. На нерабочих поверхностях лепестков размещены эластичные накладки 7 и 8. Эластичные накладки повышают жесткость рабочей поверхности круга (лепестков). 1 з.п. ф-лы, 1 ил.
