Известные станки для шлифования криволинейных деревянных деталей с механической нодачей к шлифовальной ленте не обеспечивают равномерного автоматического ирижйма обрабатываемой дета.чи к шлифующей ленте.
Описываемый станок от.Н1чает1-я от известных тем, что, с целью обеснечения равномерного автоматического прижима обрабатываемой детали к шлифзЮщей ленте, применен прижимной механизм с нанрав.гяюш;им устройством.
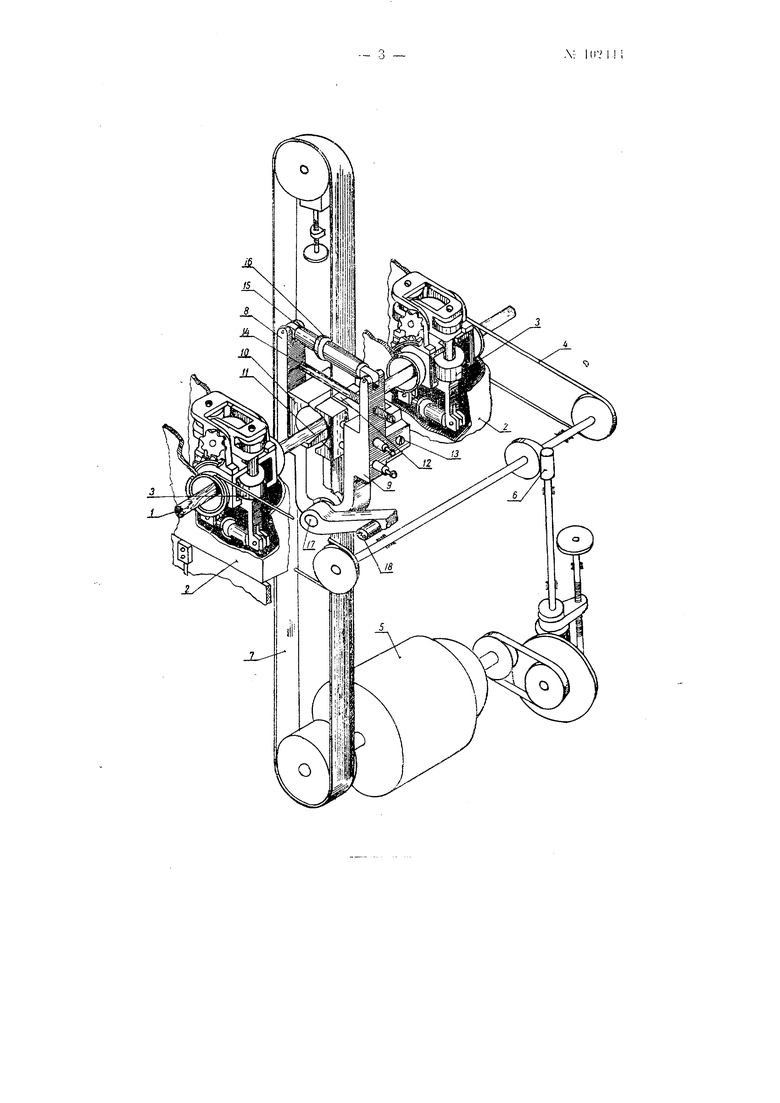
На чертеже изображен общий вид станка.
Для одновременного враш;ения н ностунательного движения и1лнфусмой детали / нрименено два вра1ца он,1ихся натрона 2, внутри которых укреплены по два подпружиненных подающих валика 3, вращающихся каждый на своей осм навстречу один другому. Патроны приводятся во вращение посредством цепной передачи 4, воспринимающей от электромотора 5 через контрпривод н червячную передачу 6.
Для удобства в работе шлифовальная лента 7 расположена между двумя вращающимися патронами 2 и приводится в движение непосредственно от шкива э.тектромотора 5.
Прнжи.мной механизм выполнен г, виде двух подпруишненных рычагов 8 и 9, на которых соответственно укреплены подушка 10 с раструбом и губка //, которая нод де11ствием прикрывает ребро нпифЗюн1,е( .тенты от вст)ечи ее ч торцом дета.ти. Вторая подушка 12 шарнирно укреплена на рыча|-с 9 р.иитом 13. Раструб подушки 10 и раструб ноднруж П1енн;)) губки // образуют наиравляюн1ее ycTpoiicTBo I виде ирнемного кпнуса.
Степсн1э сжатия дета.ти регу.щрЗстся посредством ynojiiioio пинта 14, а упругость пружин 15 гайкой 16.
Прн шлифова}1ии криволинейных деталей прижимной механизм совершает колебательное движение около осей 17 н 18.
При ндлифовании конец детали после выхода его из иереднего подающего патрона попадает г, раструб подушки 10 и губки //, а затем, продвигаясь дальше, начинаег отжимать губку вправо, к моме1гг начала отжатия губки конец детали оказывается нротнв шлифующей леиты. При нос.тедуюшем продвижеьпн детал11 вперед она, сотгрикасаясь с шлифующей лентой, оказывается прижатой подушкой 12 к подушке 10.
Пред м е т и з о б р е т е н ия
1. Станок для шлифования прямолинейных It криволинейных деревянных деталей постоянного или переменного круглого и овального сечения с механической подачей деталей к вертикальной шлифовальной ленте с одновременным врашепием деталей в сторону, противоположную врашенйю шлифовальной ,(енты, о т л и ч а ю щ и и с я тем. что для обеспечения равномерного автоматического прижима обрабатываемой дета.ти к ш; ифуюш,ей ленте и предохранения последней
от ударов деталей торцовой в кромку ленты, применен прижимной механизм с направляю1ним устройством.
2. Форма выполнения станка но п. 1, о т л и ч а ю 1н а я с я тем, что, с целью компенсирования биения детали, прижимной механизм с направляющим устройством выполнен в виде двух подпружиненных рыча16в, качающихся на шарнирах и снабженных подушками и подпружиненной губкой, имеющих раструбы, образующие направляющее устройство в виде приемиого конуса, причем губка под действием пружин постоянно закрывает ребро шлифующей ленты от встречи ее с торцом детали.