В станке для шлифования к-ругльгх криволияейных и прямолинейных деталей, например деталей гнутого стула, по авт. ев- JMb- 102275 прижим абразив-вой ленты к детали осуществлен эластичными подпружиненны ми роликами, не обеспечиваюншми равномерного прижима шлифовальной ленты.
В предлагаемом станке, с целью более равно.мерного прижима абразивной ленты, механизм шлифования снабжен прижимиыми роликами-утюжками, работаюпхи 1И по принципу обжима и шлифования детали свободной лентой.
Для обеспечения свободного входа детали в рабочую зону подающие ролики снабжены механизмом, включаюш,им рычаг, микропереключатель, электромагнит и реле времени и подаюшим команду на раздвижение прижимных роликов-утюжков и абразивных лент на период времени, пока деталь не войдет в рабочуЕо зону на величину, равную /з ширины ленты.
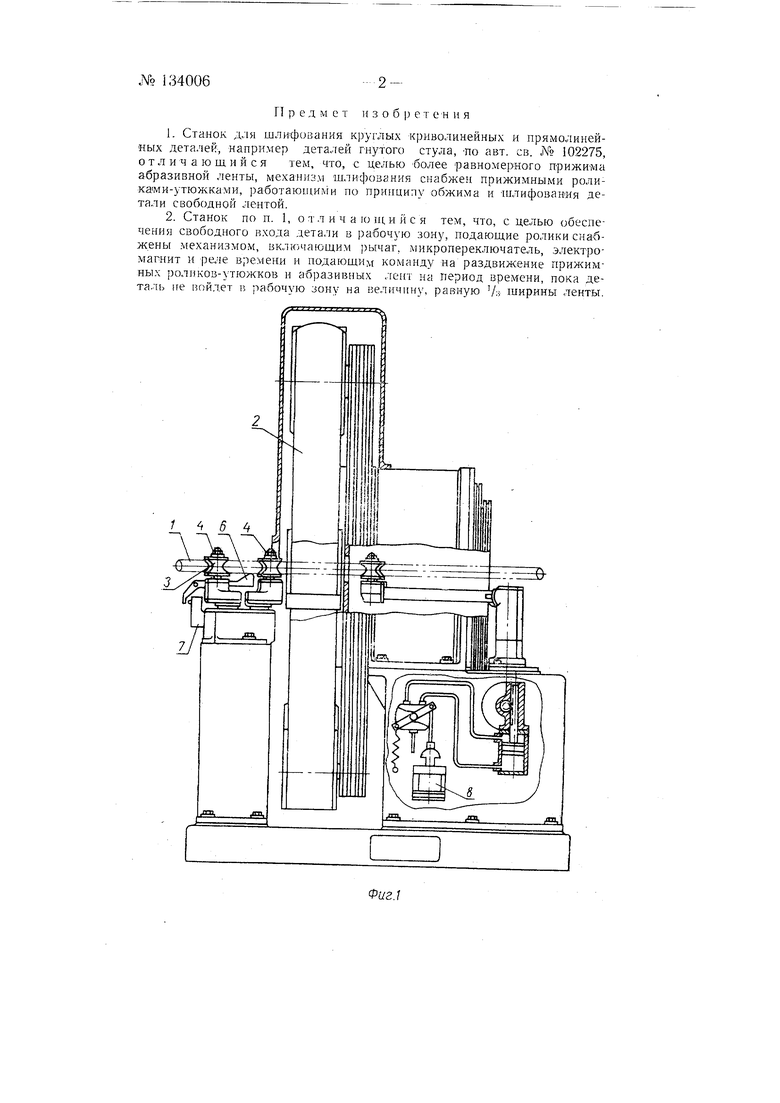
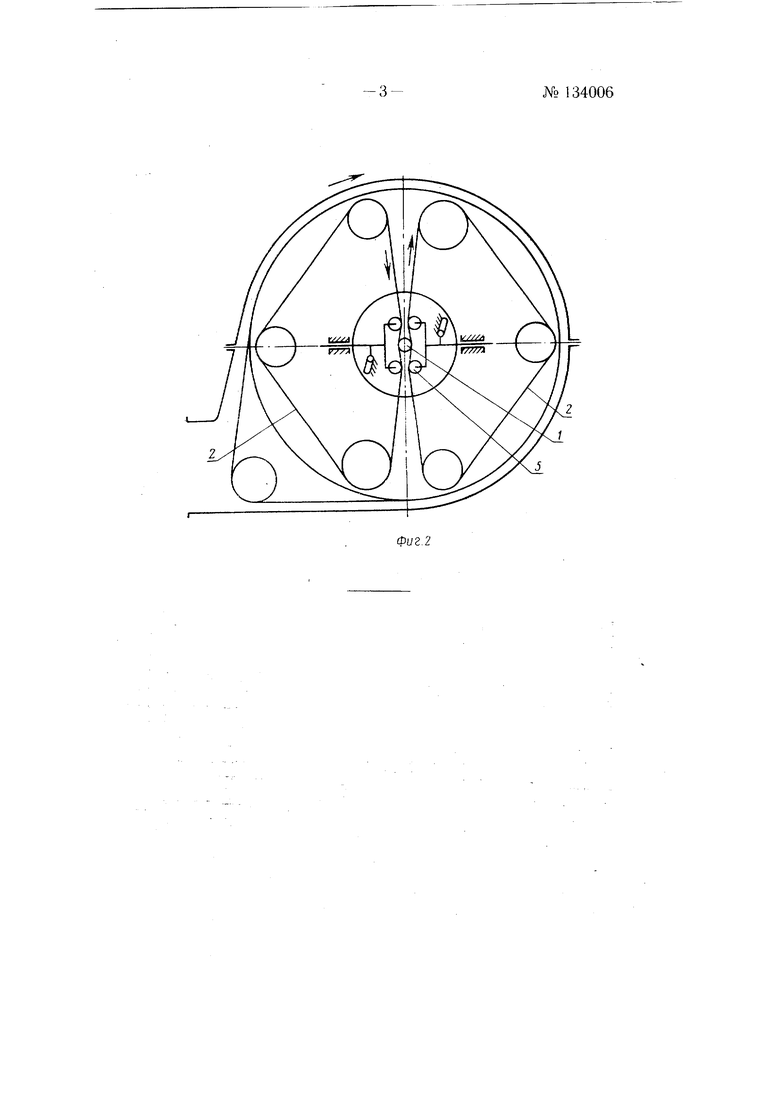
На фиг. 1 изображен описываемый станок, общий вид; на фиг. 2-пршщипиальная схема станка.
Обрабатываемые на станке детали / шлифуются абразивными лентами 2 и охватываются в процессе обработки входными 3 и подающими 4 роликами. Равномерный прижим абразивных лент к изделию происходит благодаря снабжению механизма шлифования прижимными роликами утюжками 5, работающими по принципу обжимай шлифования детали (фиг. 2) свободной лентой. Свободный вход детали 1 в рабочую зону обеспечивается благодаря снабжению подающих роликов 4 механизмОМ, включающим рьгчаг б, микропереключатель 7, электромагнит S и реле времени (на чертеже не показано) и подающим команду на раздвижение прижимных роликов-утюжков 5 и абразивных лент 2 на период времени, пока деталь не войдет в рабочую зону на величину, равную /3 ширины абразивной ленты 2.
.NO 134006 ГТ p e Д M e т к з о б p e т с н н я
1.Станок для шлифования круглых криволинейных и прямолинейных деталей, например деталей гнутого стула, -по авт. св. № 102275, отличаюшийся тем, что, с целью более равномерного прижима абразивной ленты, механизм шлифования снабжен прижимными роликами-утюжками, работающими по припципу обжима и тнлифования детали свободной лентой.
2.Станок по п. 1, отличающийся тем, что, с целью обеспечения свободпого входа детали в рабочую зону, подающие ролики снабжены механизмом, включающим рычаг, микропереключатель, электромагнит и реле времени и подающим команду на раздвижение прижимных роликов-утюжков и абразивных лепт на период времени, пока деталь пе г ойдет в рабочую зону на величину, равную V Щирины ленты.
- 2-
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования криволинейных деталей | 1980 |
|
SU918044A1 |
| СТАНОК ДЛЯ ФАНЕРОВАНИЯ КРОМОК ЩИТОВ | 1972 |
|
SU330953A1 |
| СТАНОК ШЛИФОВАЛЬНЫЙ ШИРОКОЛЕНТОЧНЫЙ | 2001 |
|
RU2182073C1 |
| СТАНОК ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ ПЕРА ЛОПАСТИ ВОЗДУШНОГО ВИНТА | 1984 |
|
SU1254643A3 |
| Способ шлифования | 1989 |
|
SU1604570A1 |
| Станок для шлифования деталей | 1979 |
|
SU770756A1 |
| Устройство для шлифования гнутых деталей из древесины | 1982 |
|
SU1065152A1 |
| Станок для шлифования круглых прямолинейных и криволинейных деревянных деталей | 1961 |
|
SU150224A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU1002135A1 |
| Шлифовальный станок для обработки деталей сложного профиля | 1991 |
|
SU1815161A1 |