Известен станок-автомат для шлифования круглых цилиндрических деталей, с применением шлифовальных лент, бункерной загрузки и подачи деталей поперечной ш,етью.
Описываемый станок-автомат с горизонтальным расположением плоскости ш:лифОБання и с автоподатчиком для перемеш ения деталей поперечной щетыо отличается от известных тем, что, с целью повышения производительности и улучшения качества шлифования, выполнен трехленточным, со шлифовальными лентами разной зернистости и с направлением их движения, совпадаюшим с продольной осью перемешаемых автоподатчиком деталей.
С целью обеспечения постоянства давления деталей на ленту, автоподатчик снабжен гусеницей с врашаюшимися длинными роликами, между которыми размешаются обрабатываемые цилиндрические детали, а ленты на участке автоподатчика проходят через гладкие подпружиненные площадки.
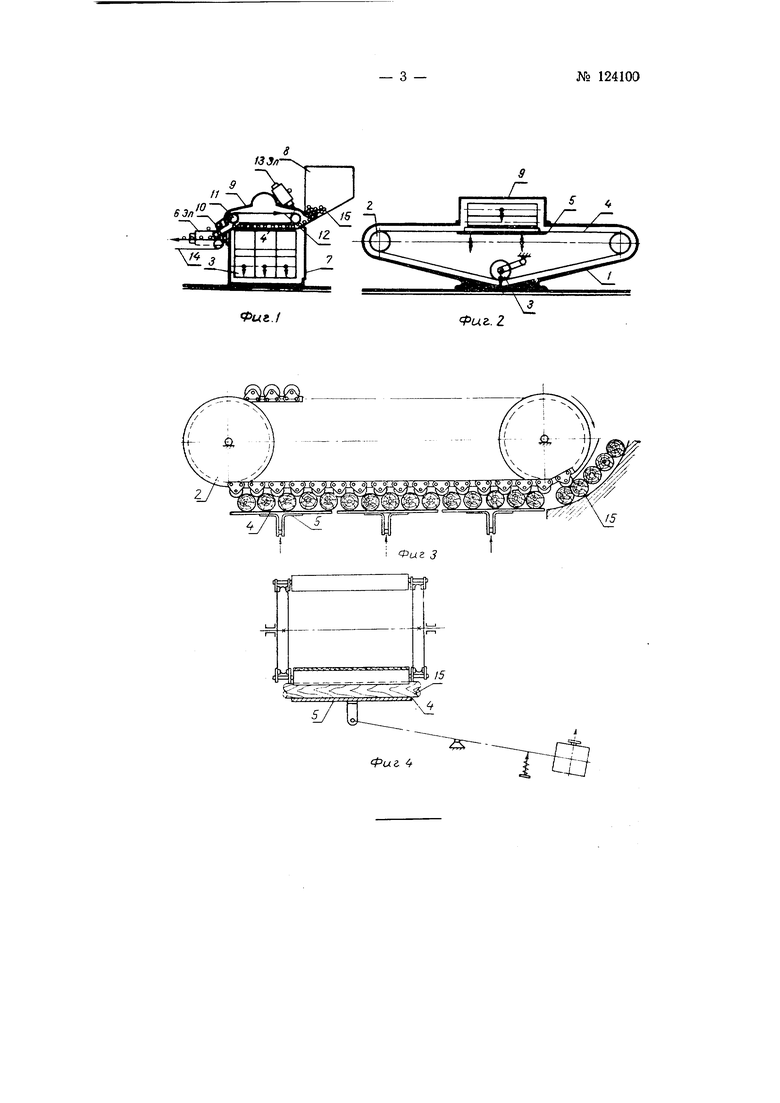
На фиг. 1 схематически показан фронтальный вид автомата а разрезе; на фиг. 2-его вид сбоку; на фиг. 3-схема автоподатчика; на фиг. 4-положение подпружинивающих площадок, обеспечивающих заданное давление на шкурку и деталь.
Автомат состоит из станины-основания /, трех пар шкивов 2 для шлифовальных лент, трех грузов натяжения 5 шлифовальной шкурки, трех шлифовальных лент 4 разной зернистости, трех подпружиненных площадок 5 под лентами на участке автоподатчика, электропривода б шкивов шлифовальных лент, съемного щита 7 станины и загрузочного магазина 8. Автоподатчик состоит из кожуха 5, шарнира 10, звездочки 11, роликовой гусеницы 12, электродвигателя 13 и отводного ленточного транспортера 14 для готовых изделий.
Из загрузочного магазина 8 детали 15 поштучно попадают в промежуток между обрезиненными роликами гусеницы 12 автоподатчика
№ 124100
и, вращаясь -последовательно, приходят в соприкосновение с движущимися шлифовальными лентами 4 разной зернистости, опирающиеся, каждая в отдельности, на -подпружиненные площадки.
По выходе из станка детали скатываются на ленточный транспортер 14.
Автоподатчик может подниматься и опускаться для настройки по диаметру детали 15 и отбрасываться назад вокруг шарнира 10 для осмотра и наладки.
Предмет изобретения
1.Станок-автомат для шлифования круглых цилиндрических деталей с применением шлифовальных лент, бункерной загрузки и подачи деталей поперечной щетью, отличающийся тем, что, с целью повышения производительности и улучшения качества обработки путем обеспечения шлифования деталей вдоль волокон, станок вы-полнен трехленточ:ным, с горизонтальным их расположением, и с направлением движения лент, совпадающим с продольной осью движущихся деталей.
2.Форма выполнения станка по п. 1, отличающаяся тем, что, с целью обеспечения шлифования деталей вдоль волокон, устройство автоматической подачи деталей поперечной щетью расположено перпендикулярно к направлению движения лент.
3.Форма выполнения станка по п. 1, отличающаяся тем, что, с целью обеспечения -постоянства давления деталей на ленту, автоподатчик снабжен мягкой сплошной резиновой гусеницей, а ленты на участке автонодатчика проходят через гладкие площадки, подпружиненные грузом, закрепленным на рычагах или пружинах.
//
ВЭп
Ф«г./
иг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шлифования круглых прямолинейных и криволинейных деталей переменного сечения | 1959 |
|
SU124101A1 |
| Станок для шлифования прямолинейных и криволинейных деревянных деталей постоянного или круглого переменного и овального сечения | 1954 |
|
SU102444A1 |
| Станок для шлифования круглых прямолинейных и криволинейных деревянных деталей | 1961 |
|
SU150224A1 |
| Шлифовальный станок | 1989 |
|
SU1689036A1 |
| ШЛИФОВАЛЬНЫЙ ЛЕНТОЧНЫЙ СТАНОК | 1972 |
|
SU331880A1 |
| УЗКОЛЕНТОЧНЫЙ ШЛИФОВАЛЬНЫЙ СТАНОК | 1972 |
|
SU327040A1 |
| Устройство прижима абразивной ленты | 1988 |
|
SU1613304A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ БРУСКОВЫХ ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ | 1973 |
|
SU395237A1 |
| Ленточно-шлифовальный станок | 1979 |
|
SU880700A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК | 1964 |
|
SU163969A1 |
i Фиг 3
