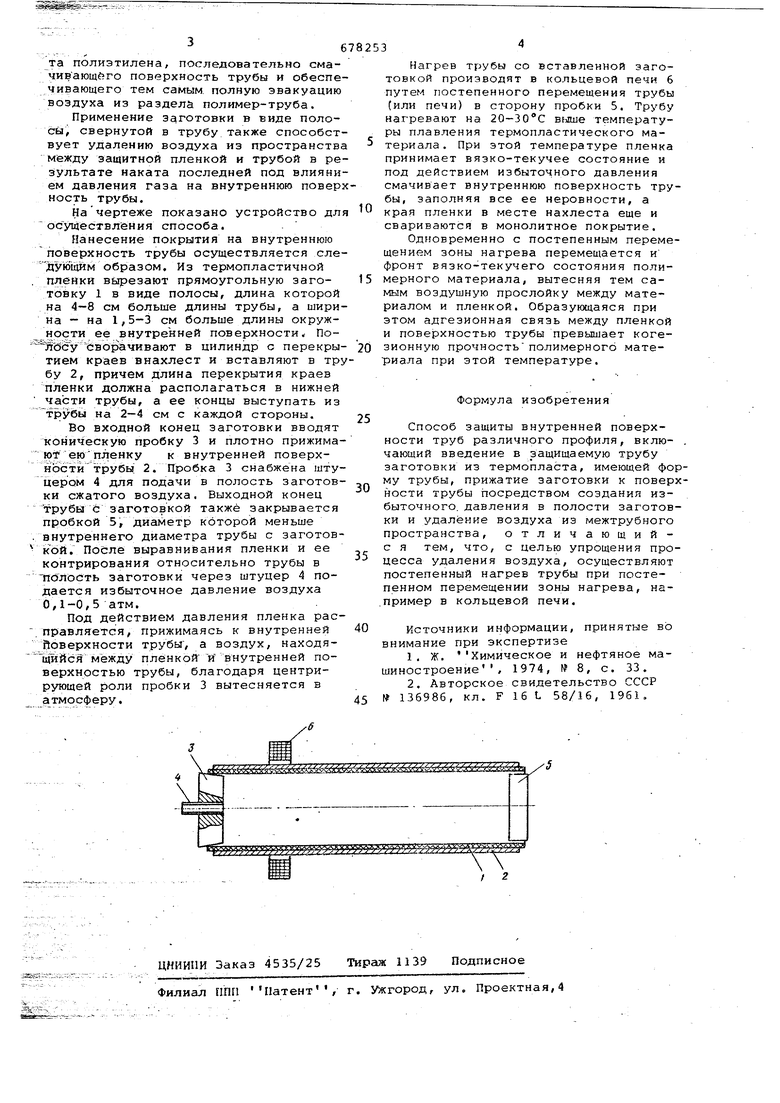
та полиэтилена, последовательно смачивающе го поверхность трубы и обеспе чивающего тем самым полную эвакуацию воздуха из раздела полимер-труба. Применение заготовки в виде полосы, свернутой в трубу также способст вует удалению воздуха из пространств между защитной пленкой и трубой в ре з ультате иаката последней под влияни ем давления газа на внутреннюю повер ность трубы. На чертеже показано устройство дл осуществлёния способа. . Нанесение покрытия на внутреннюю поверхность трубы осуществляется сле дуйщйм образом. Из термопластичной . пленки вьчрезают прямоугольную заготовку 1 в виде полосы, длина которой на 4-8 см больше длины трубы, а ширина - на 1,5-3 см больше длины окруж нос ти ее внутренней поверхности. сворачивают в цилиндр с перекрытием краев внахлест и вставляют в тру бу 2, причем длина перекрытия краев пленки должна располагаться в нижней трубы, а ее концы выступать из трубы на 2-4 см с каждой стороны. Во входной конец заготовки вводят коническую пробку 3 и плотно прижима; ютеюпленку к внутренней поверхности трубы; 2. Пробка 3 снабжена штуцером 4 для подачи в полость заготовки сжатого воздуха. Выходной конец трубы с заготовкой также закрывается пробкой 5, диаметр которой меньше внутреннего диаметра трубы с заготовкой. После выравни1вания пленки и ее контрирования относительно трубы в Пблость заготовки через штуцер 4 подается избыточное давление воздуха 0,1-0,5 атм. Под действием давления пленка рас,правляется, прижимаясь к внутренней йоверхности трубы , а воздух, находя Тцийся между пленкой и внутренней поверхностью трубы, благодаря центрирующей роли пробки 3 вытесняется в атмсэсферу. 34 Нагрев трубы со вставленной заготовкой производят в кольцевой печи 6 путем постепенного перемещения трубы (или печи) в сторону пробки 5. Трубу нагревают на 20-30С вЕлше температуры плавления термопластического материала. При этой температуре пленка принимает вязко-текучее состояние и под действием избыточного давления смачивает внутреннюю поверхность трубы, заполняя все ее неровности, а края пленки в месте нахлеста еще и свариваются в монолитное покрытие. Одновременно с постепенным перемещением зоны нагрева перемещается и фронт вязко-текучего состояния полимерного материала, вытесняя тем самым воздушную прослойку между материалом и пленкой. Образующаяся при этом адгезионная связь между пленкой и поверхностью трубы превышает когезионную прочностьполимерного материала при этой температуре. Формула изобретения Способ защиты внутренней поверхности труб различного профиля, включающий введение в защищаемую трубу заготовки из термопласта, имеющей форму трубы, прижатие заготовки к поверхности трубы посредством создания избыточного, давления в полости заготовки и удаление воздуха из межтрубного пространства, отличающийс я тем, что, с целью упрощения проесса удаления воздуха, осуществляют постепенный нагрев трубы при постеенном перемещении зоны нагрева, наример в кольцевой печи. Источники информации, принятые во нимание при экспертизе 1,Ж. Химическое и нефтяное маиностроение, 1974, № 8, с. 33. 2.Авторское свидетельство СССР 136986, кл. F 16 L 58/16, 1961.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нанесения защитного покрытия на трубы с продольными сварными швами | 1978 |
|
SU787768A1 |
| Способ защиты внутренней поверхности металлических труб | 1985 |
|
SU1350442A1 |
| СПОСОБ ФУТЕРОВКИ МЕТАЛЛИЧЕСКИХ ТРУБ ТЕРМОПЛАСТИЧНЫМ ПОКРЫТИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2100687C1 |
| ТЕПЛОИЗОЛИРОВАННЫЙ СТЫК ПРЕДВАРИТЕЛЬНО ТЕПЛОИЗОЛИРОВАННЫХ ТРУБ С ПОЛИМЕРНОЙ ОБОЛОЧКОЙ, СПОСОБ ЕГО МОНТАЖА, ПОЛИМЕРНАЯ МУФТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2389943C1 |
| Универсальный пасечный агрегат | 1986 |
|
SU1347916A1 |
| СПОСОБ ФОРМОВАНИЯ ПОЛИМЕРНОЙ ТРЕКОВОЙ МЕМБРАНЫ С ПОЛОСТЬЮ ЗАДАННОЙ КРИВИЗНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2637230C1 |
| Способ покрытия внутренней поверхности труб и устройство для его осуществления | 1980 |
|
SU1024653A1 |
| ОСНАСТКА ДЛЯ ВАКУУМНОЙ ФОРМОВКИ | 1991 |
|
RU2025191C1 |
| Способ изготовления термоусаживающихся изделий из полимерного термопластичного материала | 1988 |
|
SU1684077A1 |
| МОРОЗОСТОЙКОЕ ТЕПЛОГИДРОИЗОЛИРОВАННОЕ ИЗДЕЛИЕ ДЛЯ ТРУБОПРОВОДОВ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2007 |
|
RU2327923C1 |
,.t M f g § Si66f l y f ; f if 7f f(5
,,,,
