(54) ЛИНРИ ДЛЯ ОБРАБОТКИ СТЕКЛЯННОЙ СОРТОВОЙ ПОСУДЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для отделения колпачков и обработки края стеклянной сортовой посуды | 1982 |
|
SU1097569A1 |
| Отопочная машина | 1982 |
|
SU1025672A1 |
| Линия для обработки стеклянной сортовой посуды | 1980 |
|
SU958345A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1972 |
|
SU339513A1 |
| Способ изготовления стеклоизделий на ножке | 1981 |
|
SU1006396A1 |
| Установка для отделения колпачковОТ зАгОТОВОК СТЕКляННыХ издЕлий | 1979 |
|
SU835977A1 |
| Устройство для отрезки колпачков стеклоизделий | 1981 |
|
SU983086A1 |
| Линия для обработки стеклоизделий | 1986 |
|
SU1381085A1 |
| Устройство для мойки изделий | 1982 |
|
SU1123991A1 |
| Установка для очистки изделий | 1989 |
|
SU1622033A1 |

I
Изобретение относится к стекольному машиностроению и может быть использовано заводами, изготавливающими стеклянную сортовую посуду типа фужеров, стаканов и т.п.
Известно устройство для оплавления края стакана в затопочной машине, выполненное в виде горизонтального цепного конвейера, несущего на вертикальных валиках вращающиеся поддоны для стаканов ClОднако в данном устройстве нет элементов шлифовки края изделия, их мойки и сушки.
Наиболее близким к предложенной по технической сущности и достигаемому эффекту является линия для стеклянной сортовой посуды, состоящая из установки для отделения колпачка и обработки края, устройства для мойки и сушки изделия, передающих устройств и установки для отопки края изделия. В этой линии устройство для мойки и сушки выполнено в виде транспортерасушила непрерывного действия, связанного с Одной стороны с установкой для отделения колпачка и обработки края двухходовым передающим устройством с плоскопараллельным перемещением рабочего органа с круговыми траекториями, и с другой стороны с установкой для отопки края передающим устройством, обеспечивающим поворот изделия на 180° и синхронизацию с установкой для отопки 2.
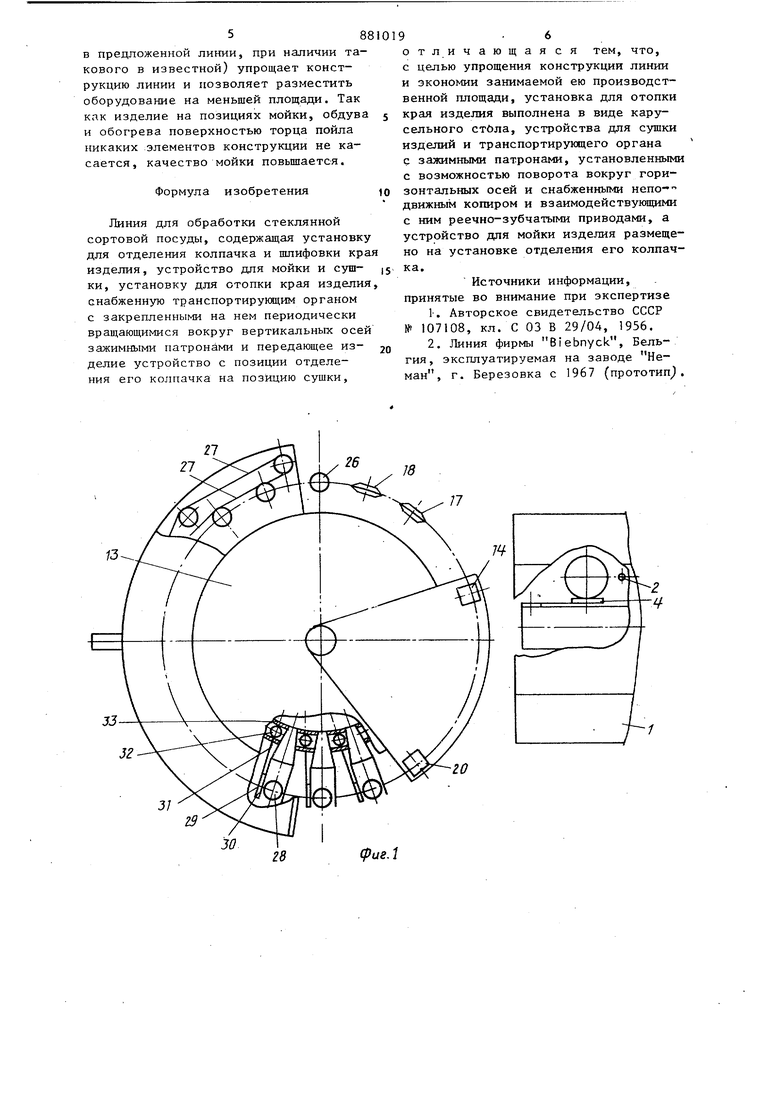
Однако напиние двух передающих устройств по обеим сторонам устройства для мойки и сушки изделий, из которых одно представляет собой двухходовой переставитель, а второе - пе реставитель-кантователь с синхронизатором, усложняет конструкцию линии. Непрерывность действия транспортера для мойки и сушки обуславливает его протяженность и, следовательно, увеличение производственной площади под оборудование линии. Наличие контакта между поверхностью торца пойла изде3ЛИЯ с рабочий органом транспортера ухудшает ,-качество мойки изделий. Целью изобретения является упроще ние конструкции линии и экономия занимаемой ею производственной площади Эта цель достигается тем, что в л нии для обработки стеклянной сортовой посуды, содержащей установку для отделения колпачка и шлифовки края изделия, снабженную транспортирующим органом с закрепленными на нем перио дически- вращающимися вокруг вертикал ных осей зажимными патронами и передающее изделие, устройство с позиции отделения его колпачка на позицию су .ки,установка для отопки края изделия выполнена в виде карусельного.стола, устройства для сушки изделий и транс портирующего органа с зажимными патр нами, установленными с возможностью поворота вокруг горизонт.альных осей от неподвижного копира, взаимодействующего с реечно-зубчатыми приводами а устройство для мойки изделия размещено на установке отделения его колпачка. На фиг. 1 схематически изображена предложенная линия, вид в плане;-на фиг. 2 - то же,, вид спереди; на фиг. зажимной патрон. Установка I для отделения колпачка, включающая позицию 2мойки издеЛИЯ в позиции 3 выгрузки, сопрягается с передающим устройством 4, состо ящим из двух звеньев 5 с валами 6 и 7, связаинь1ми между собой и с валом гипоциклическими передачами 9 и 10. Вал 8 приводится в движение реечнокулачковым приводом 11. Такая конструкция передающего устройства обеспечивает плоскопараллельное перемеще ние рабочего органа 12, связанного с валом 7 по эллиптической траектории. Передающее устройство 4 сопрягается с установкой 3 для ото-пки края изделий в позиции 14 загрузки. Установ ка 13 содержит транспортирующий орган 15 с зажимными патронами 16 и расположенные последовательно по пути перемещения его устройство для сушки в виде позиций 17 обдува и 18 обогрева. Далее по ходу располагаютс позиции 19 отопки и 20 выгрузки. Зажимной патрон 16 снабжен реечно-зубчатым приводом в виде установленных в обойме подпружиненного шпинделя 2 с рейками 22, зацепляющимися с секторами 23, которые, в свою очередь, постоянно зацепляются с рейками 24, , 4 несущими на себе кулачки 25. Обойма снабжена звездочкой 26, периодически зацепляющейся с цепью 27. Корпус 28 патрона снабжен валом 29 с шестерней 30, постоянно зацепляющейся с рейкой 31, на которой закреплен ролик 32, контактирующий с неподвижным копиром 33. Профиль копира обеспечивает поворот патрона на 180° вокруг горизонтальной оси при переходе патрона от устройства сушки к позициям отопки. На позициях загрузки 14 и выгрузки 20 управление патронами осуществляется силовьгми цилиндрами 34. Устройство работает следующим образом. После мойки в позиции 2 установки 1 изделие рабочим органом 12 передающего устройства передается пойлом вниз от позиции 3 выгрузки в позицию 1.4 загрузки установки 13. Во время загрузки изделия в патрон 16 силовой цилиндр 34, нажимая штоком на шпиндель 21 через рейки 22 и сектора 23, разводит рейки 24 с кулачками 25. После выключения цилиндра 34 щпиндель 21, возвращаясь в исходное положение, сводит кулачки 25, которыми изделие зажимается. Возможность подачи изделия передающим устройством в патрон установки 13 обеспечивается эллиптической траекторией перемещения рабочего органа 12. Далее изделие проходит позиции 17 обдува и 18 обогрева. При дальнейшем движении, в результате воздействия копира 33 на ролик 32 рейка 31 через шестерню 30 и вал 29, корпус 28 поворачивается на 180°, и изделие устанавливается краем пойла вверх, после чего переходит на позиции 19 отопки. При этом звездочка 26 входит в зацепление с цепью 27, чем и обеспечивается вращение изделия с необходимой частотой на позициях отопки. В позиции 20 с помощью цилиндра 34 патрон 16 открывается, и готовое изделие выгружается. При последующем движении транспортирукщего органа 15 корпус.28 снова поворачивается на 180 в исходное положение. Таким образом, реализация всех технологических операций обработки изделий осуществляется с использованием меньшего, по сравнению с известной линией, количества оборудования (одно передающее устройство в предлагаемой линии против трех в известной и отсутствие транспортера сушки 5 в предложенной линии, при наличии та кового в известной) упрощает конструкцию линии и позволяет разместить оборудование на меньшей площади. Так как изделие на позициях мойки, обдув и обогрева поверхностью торда пойла никаких элементов конструкции не касается, качество мойки повьшается. Формула изобретения Линия для обработки стеклянной сортовой посуды, содержащая установк для отделения колпачка и шлифовки кр изделия, устройство для мойки и сушки, установку для отопки края издели снабженную транспортирующим органом с закрепленными на нем периодически вращающимися вокруг вертикальных осе зажимными патронами и передающее изделие устройство с позиции отделения его ко;птачка на позицию сушки, .6 отличающаяся тем, что, с целью упрощения конструкции линии и экономии занимаемой ею производственной площади, установка для отопки края изделия выполнена в виде карусельного стбла, устройства для сущки изделий и транспортирующего органа С зажимными патронами, установленными с возможностью поворота вокруг горизонтальных осей и снабженными непо- движным копиром и взаимодействующими с ним реечно-зубчатыми приводами, а устройство для мойки изделия размещено на установке отделения его колпачка. Источники информации, принятые во внимание при экспертизе 1-. Авторское свидетельство СССР № 107108, кл. С 03 В 29/04, 1956. 2. Линия фирмы Biebnyck, Бельгия, эксплуатируемая на заводе Неман, г. Березовка с 1967 (прототип.
