Изобретение относится к промышленности строительства и стройматериалов, к стекольному машиностроению и может быть использовано в стекоЛьной промышленности при производстве стаканов, фужеров и т.п. Известна линия для обработки стеклянной сортовой посуды, содержащая шаговый транспортер с цилиндри ческими оправками, установку для от резки колпачка и заточки края издели устройство для мойки -и отопки края изделия 1. Наиболее близким по технической сущности и достигаемому результату к предлагаемому является линия для отделения колпачков и обработки края стеклянной сортовой посуды, содержащая обрабатывающий и отопочный участки транспортирующий орган с зажимами для заготовок, средства для передачи заготовок между участками и механизм переворота стеклоизделий. Зажимные патроны отопочного участка снабжены реечно-зубчатыми приводами для переворота стеклоизделий в необходимое для отопки положение венчико вверх о Линия содержит также механизм раскрытия патронов по числу позиций загрузки и выгрузки на участках. Эти механизмы выполнены в виде силовых цилиндров, связанных системой дистгш ционного управления с главным приводом линии, с которшл связано также оборудование обоих участков и пере- ставитель стеклоизделий. Транспортирующие стеклоизделия органы обрабатывающего и стопочного участков перемещаются с-остановками на позициях обработки стеклоизделий. Однако известные линии характеризуются сложностью конструкции, значительной занимаемой производственной площадью из-за разделенного выполнения транспортирующих стеклоиз-г: делия органов, низкой производительностью, не удовлетворяющей возросщим требованиям, в связи с дискретным перемещением транспортирующих орга™ нов, значительным браком, обусловлен ным перестановкой стеклокзделий с од ного участка на другой. Цель изобретения - экономия npoHS водственной площади, упрощение конструкции и повышение производительности. Поставленная цель достигается тем что линия для отделения колпачков и обработки края стеклянной сортовой посуды, содержащая обрабатывающий и отопочный участки, транспортирующий .орган с зажимами для заготовок, сред ства для передачи заготовок между участками и механизм переворота йтек лоизделий, снабжена ходовыми винтами каждый из которых выполнен с разнонаправленными резьбами, транспортирующие органы обоих участков, средства передачи заготовок между участЗг ками и механизм переворота совмещены и выполнены в виде замкнутого в вертикальной плоскости конвейера, при этом обрабатывающий и отопочный участки смонтированы на ходовых винтах вдоль нижней и верхней ветвей конвейера соответственно. Возможно выполнение отопочкого участка с отключением его оборудования, а обрабатывающего участка - с установкой устройства для объемной вибрационной виброабразивной обработки края и его химической полировки. Выполнение транспортирующих органов совмещенными уменьшает производственную площадь занимаемую линией и упрощает ее конструкцию за счет исключения йереставителя, а в,ыполнение их в виде замкнутого в вертикальной плоскости конвейера исключает механизмы для переворота стеклоизделий. Выполнение оборудования линии и конвейера с возможностью непрерывного перемещения стеклоизделий позволяет упростить механизмы раскрь1тия патронов, выполнив их в виде неподвижного копира, исключает из главного привода механизмы для перемещения стеклоизделий с остановками, снижает динамические нагрузки на детали линии, и как следствие, снижает металло- и энергоемкость линии и уменьшает брак стеклоизделий. , Кроме этого, обработка стеклоизделий при непрерывном перемещении Korf-. вейера позволяет упростить систему дистанционного управления и автоматики путем исключения связей между главным приводом линии и оборудова нием участков. Оснащение конвейера ходовьши винтами с резьбс(ми противоположных направлений упрощает переналадку линии при переходе на обработку стеклоизделий другого типоразмера. Указанное выше выполнение участков позволяет производить обработку стеклоизделий различными способами, в зависимости от требований предъявляемых к стеклоизделиям. Например, при обработке дорогостоящих хрустальных изделий обрабатывающий участок может включать устройство для нанесения кольцевого надреза, устройство для отделения колпачка термоударом, экстрактор стеклоизделий с неотделившимся колпачком с механизмом их передачи для повторной обработки, устройство для предварительной двухстадийной шлифовки края, .устройства для внутреннего и наружного фацетирования, устройство для дистирсвки (тонкой шлифовки) края, а также устройство для мойки и сушки стеклоизделий перед отопкой края. При массовом изготовлении стеклоизделий с относительно низкой стоимостью обрабатывающий участок может включать устройство для нанесения на стеклоизделие короткой риски-концентратора, устройство для отколки колпачка, устройство для объемной виброабразивной обработки края и устройство для химической полировки венчика стеклоиз делий. Отопка края в этом случае может быть исключена.
На чертеже изображен один из возможных вариантов реализации изобретения.
Предлагаемая линия содержит станину 1 с ванной 2 для сбора стеклобоя и смазочно-охлаждающей жидкости. На подпятниках 3 станины 1 смонтированы ходовые винты 4, завездочки 5 которых соединены цепью ь. На резьбовых участках винтов 4 установлены траверсы 7 и 8, несущие оборудование обрабатывающего и отопочного участков. На гладких участках винтов 4 установлена рама 9 цепного конвейера 10 на звеньях которого закреплены патроны 11 для зажима стеклоизделий 12. На раме 9 установлен копир 13. Траверса 7 выполнена с возможностью установки на нее различного оборудования в зависимости от технологии обработк1я стеклоизделий.
Линия работает следующим образом.
Патроны 11 в зоне загрузки и выгрузки раскрываются копиром 13 и в них вкладывают стеклозаготфвки при перемещении патронов 11 с заготовками 12 вдоль нижней ветви конвейера происходит отделение колпачка и обработка края. При переходе на верхнюю ветвь конвейера происходит переворот патронов 11 со стеклоизделиями 12 в положение венчиком вверх, необходимое для отопки края. После отопки патрон 11 раскрывается копиром 13, обработанное стеклоизделие згменяется заготовкой и цикл работы линии -. повторяется. При необходимости обработки стеклоизделий другой высоты положение траверс 7 и 8 может быть изменено путем вращения винтов 4; синхронность перемещения обеспечивается цепью 6.

| название | год | авторы | номер документа |
|---|---|---|---|
| Отопочная машина | 1982 |
|
SU1025672A1 |
| Линия для обработки стеклянной сортовой посуды | 1980 |
|
SU958345A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1972 |
|
SU339513A1 |
| Линия для обработки стеклянной сортовой посуды | 1980 |
|
SU881019A1 |
| Линия для обработки стеклоизделий | 1986 |
|
SU1381085A1 |
| Устройство для отрезки колпачков стеклоизделий | 1981 |
|
SU983086A1 |
| Линия для обработки стеклоизделий | 1985 |
|
SU1342884A1 |
| Машина для отопки края стеклоизделия | 1986 |
|
SU1440877A1 |
| Установка для огневой полировки стеклоизделий | 1980 |
|
SU926890A1 |
| Установка для отделения колпачков от заготовок стеклянных изделий | 1981 |
|
SU1013425A2 |
ЛИНИЯ ДЛЯ ОТДЕЛЕНИЯ КОЛПАЧКОВ И ОБРАБОТКИ КРАЯ СТЕКЛЯННОЙ СОРТОВОЙ ПОСУДЫ, содержащая оёрабатЕдаающий и стопочный участки,.транспортирующий орган с зажимами для заготовок, средства для передачи заготовок межДУ участками и механизм переворота стеклоизделий, отличающаяс я ем, что, с целью экономии процзводственной площади, упрощения конструкции и повышения производительности, линия снабжена ходовыми винтами, каждый из которых выполнен с разнонаправленными резьбами, транспорип рующие органы обоих участков, средства передачи заготовок между участками и механизм переворота совмещены и выполнены в виде замкнутого в вер- тикальной плоскости конвейера, при этом обрабатывающий и отопочный « участки смонтированы на ходовых винч- (Л тах сооветственно вдоль нижней и вер Iхней ветвей конвейера. х ч1 СП Ot) со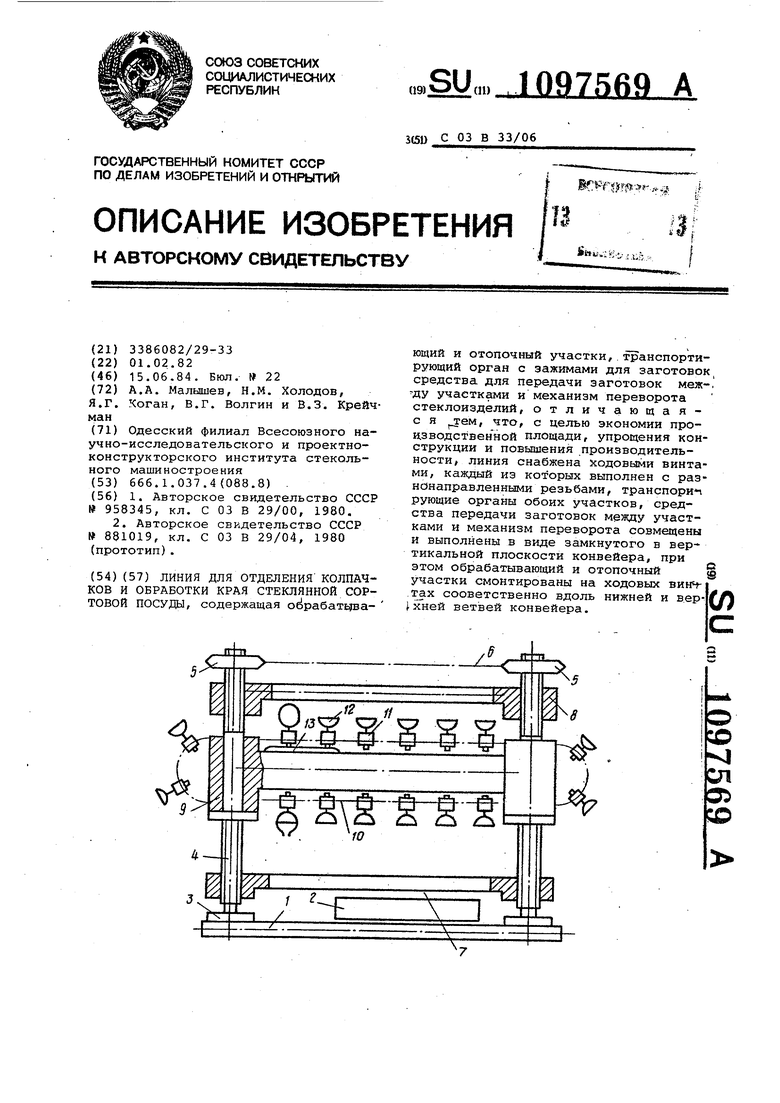
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Линия для обработки стеклянной сортовой посуды | 1980 |
|
SU958345A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Линия для обработки стеклянной сортовой посуды | 1980 |
|
SU881019A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
